矩形離軸非球面反射鏡雙擺法加工與檢測
2014-05-16 09:30:12宋淑梅
中國光學 2014年6期
宋淑梅
(中國科學院長春光學精密機械與物理研究所,吉林長春130033)
1 引言
離軸非球面反射鏡具有無中心遮攔、可改善像質、增加系統(tǒng)的相對口徑和簡化系統(tǒng)結構等優(yōu)勢,在大型望遠鏡、空間相機、軍事偵察等現(xiàn)代化光學系統(tǒng)中是不可替代的。某些特殊的光學系統(tǒng)如空間光譜儀不僅要求光學系統(tǒng)具有質量輕、大視場、高分辨率、無中心遮攔,而且還需具有矩形通光孔徑。因此,采用矩形離軸非球面輕質反射鏡的光學系統(tǒng)是滿足上述要求的最佳選擇。矩形離軸非球面鏡的光學加工除具有一般離軸非球面的加工難點外,因其遠離母軸軸心的外側邊兩直角區(qū)域存在急劇的面形偏差且為孤立區(qū)域,使該兩處的加工又成為一個難點。目前,離軸非球面光學元件的加工[1]主要有傳統(tǒng)和現(xiàn)代加工技術。傳統(tǒng)的經典方法有兩種:一是采用先加工出全口徑母鏡,再從加工完成后的母鏡上切割出所需要的部分。這種方法的好處是解決了旋轉對稱問題,但具有一定的局限性;二是通過高級技師的手工修磨完成對離軸非球面光學元件的加工。現(xiàn)代加工技術主要有計算機控制光學表面成形技術、應力盤拋光技術、磁流變拋光技術以及離子束拋光技術[2]等,在光學非球面加工領域發(fā)揮了重要的作用。盡管如此,針對具有矩形通光孔徑的高精度矩形離軸非球面鏡的光學加工,上述方法依然難以盡如人意。如計算機控制光學表面成形技術加工產生的中頻誤差較大,應力盤拋光技術復雜、成本較高,適于大口徑鏡面的加工。離子束拋光技術加工效率較低,一般僅用于達到一定精度后的后期拋光加工且產生的高頻誤差較大。因此,具有高效率低成本的高精度矩形離軸非球面加工工藝是一個有著實用價值的研究方向。
雙擺動加工方法是由經典的修帶拋光技術與現(xiàn)代數控加工技術相結合發(fā)展而來的一種高精度、低成本的工藝方法。對于離軸非球面鏡的加工,雙擺動加工方法通過改造機床,將工作臺旋轉運動改為往復擺動,靠擺動實現(xiàn)磨盤與工件的相對運動,并采用特定的工藝方法實現(xiàn)以單塊獨立加工方式完成離軸非球面鏡的加工。
2 矩形離軸非球面鏡加工
2.1 矩形離軸非球面鏡加工特點
通光口徑為矩形的離軸非球面,除了存在一般離軸非球面無旋轉對稱軸的加工難點外,還在其遠離母軸的外側邊角處具有急劇面形偏差。此兩處不僅非球面梯度很大,而且每處區(qū)域面積均很小,使得磨盤姿態(tài)很難控制,采取局部單獨修磨的方式加工極易造成嚴重的局部誤差,導致該兩區(qū)域雖然修磨量相同但修磨后兩者之間面形相差很大而且與整體面形的偏離也可能很大,甚至在光學檢測過程中經過該兩區(qū)域的光線難以進入到檢測視場之內。所以,矩形離軸非球面加工難度更大。為解決上述加工難題,根據離軸非球面性質設計出雙擺法加工工藝,并改造成功雙擺動拋光機床使該工藝方法得以實施。該設備已獲國家發(fā)明專利授權。
2.2 雙擺動加工方法介紹
通過普林斯頓假設和線性理論推導,可以建立如下關于材料去除量的數學模型[3]:

式中,K為比例常數,與加工過程參數(加工溫度、磨頭材料、工件材料等)有關,P為磨盤與工件間的相對壓力,V為磨盤與工件間的相對運動速度,t為磨盤在工件加工區(qū)域的駐留時間,z為工件材料去除量。由上式可見,材料去除量與相對壓力、相對運動速度和駐留時間均呈正比關系。進一步的研究得出,當工作壓強保持不變時,光學表面的材料去除量Z(x,y)近似等于磨盤去除函數R(x,y)(單位時間內的材料去除量)與加工區(qū)域內駐留時間D(x,y)沿運動軌跡的二維卷積[2]:

式中,**表示二維空間卷積[4]。
因此,針對非球面工件被加工表面上不同的材料去除量,磨盤與工件的相對運動軌跡在加工中起著舉足輕重的作用[5-7]。
為解決離軸非球面無旋轉對稱軸的加工難題,研究一般旋轉對稱非球面性質[8],盡管其表面上任何一點都是雙曲率的,即它的子午曲率和弧矢曲率不相等,且距中心位置不同的環(huán)帶區(qū)內的曲率也各不相等,但以其母鏡旋轉對稱軸為中心的同一環(huán)帶上的弧矢曲率及子午曲率卻是各自相等的。也就是說,同一標準球面上以母鏡旋轉對稱軸為中心的同一環(huán)帶具有相同的修磨量。利用這一特點設計磨盤與工件的相對運動軌跡,有助于找到加工離軸非球面的科學高效的加工方法。雙擺動加工方法依據這一特點設計離軸非球面加工工藝方案[9]:以工作臺擺動軸為離軸非球面母軸,將成形后的被加工離軸非球面鏡按其離軸量的設計要求定位于數控旋轉工作臺上,使其隨工作臺數控擺動,形成繞母軸(工作臺旋轉軸)按加工所需要的角度往復擺動的運動形態(tài)。并使拋光盤沿工作臺徑向往復擺動,工件得到利于加工的運動軸。
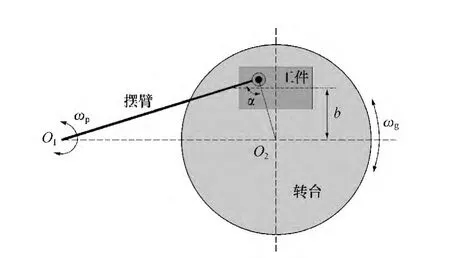
圖1 雙擺動加工原理圖Fig.1 Manufacturing principle of the double-swing method(DSM)
為實現(xiàn)這種工藝方法,設計并成功改造了數控雙擺動加工機床。該機床主要由精密數控轉臺和擺臂機構組成,加工原理如圖1所示。精密轉臺由伺服電機驅動通過曲柄連桿機構可繞軸O2進行數控旋轉或往復轉動,擺臂由四連桿機構經電機驅動可繞擺軸O1往復擺動。加工時將離軸非球面工件安裝在機床工作臺上,使其中心與工作臺中心距離為非球面的離軸量b。并使其繞工作臺中心(母軸)按加工需求數控往復擺動一定的角度,同時使拋光盤由擺臂帶動沿工作臺徑向以較小的擺幅往復擺動。通過對加工工藝參數設計,如工作臺擺速、擺軸擺速及擺幅、拋光盤大小及形狀、壓力及駐留時間等的調整,實現(xiàn)對工件上的任何位置的修磨,包括對陡度極大的邊角處的修磨。從而加工出滿足要求的離軸非球面鏡。
綜上所述,雙擺法將工作臺旋轉軸變?yōu)閿[動軸,使得離軸非球面的加工由原來的工件不動變?yōu)橥鶑蛿[動,既增大了工件與磨盤的相對運動速度,提高了加工效率,又為加工工藝提供了更多種的選擇。
2.3 雙擺法應用
非球面加工過程中出現(xiàn)的誤差類型主要分為球差、象散誤差、彗差及局部誤差等。雙擺法對這些誤差的修正都具有一定的優(yōu)勢。一般情況下,加工初期首先需要解決的是球差問題。只有加工到面形精度剩余球差較小時其它象差才能顯現(xiàn)出來。球差在工件上表現(xiàn)為環(huán)帶誤差。現(xiàn)代光學所需要的離軸非球面鏡通常都具有較大的相對口徑,因此初始加工時工件往往都存在著相當大的環(huán)帶誤差。對于環(huán)帶誤差的修正,采用修帶法加工最為經濟高效。雙擺法利用雙擺式加工機床,將工作臺旋轉軸變?yōu)閿[動軸,通過工作臺往復擺動,可以對工件實現(xiàn)修帶法加工。運動模式為:工件隨工作臺往復擺動的同時,磨盤在需要去除的環(huán)帶區(qū)域沿工件徑向小幅快速往復擺動。如此按每個環(huán)帶象差大小逐一修磨,并循環(huán)往復,使得非球面面形快速收斂。
對于象散誤差、彗差及局部誤差的修正,過去比較普遍的加工方法一般是保持工件不動,使磨盤在面形誤差的高點區(qū)域按去除量需要往復運動。這樣僅靠磨盤運動的磨削加工去除效率較低,而采用雙擺法加工增加了工作臺運動,可以根據所加工工件面形誤差情況,通過數控系統(tǒng)科學有效地控制工作臺往復擺動的角度、速度及在某一位置的駐留時間等,再配合磨盤的調整和運動,制定更為高效合理的誤差修正方案。
磨盤在離軸非球面加工中起著重要的作用。由于雙擺法靠擺動實現(xiàn)磨盤與工件的相對運動,不需要磨盤自轉,可根據工件修磨量大小修整磨盤區(qū)域分布狀態(tài),改變磨盤與工件對應位置的接觸面積,從而在加工中得到相應的材料去除量。理論上,其他參數相同時,磨盤與工件表面的接觸面積越大,單位時間內的材料去除量就越大。利用這一點雙擺法可解決矩形離軸非球面鏡遠離其母軸軸心的外側兩邊角區(qū)域的加工難題。例如,本文所加工的矩形離軸非球面鏡,按所確定的起始球面成形后,初始加工時最大修磨量位置有3處,一處位于臨近母軸方向的直邊上的中心,另外兩處即為前述的兩個邊角。該3處各自獨立。而位于0.7環(huán)帶附近處修磨量最小甚至為零。修磨量變化趨勢為從近軸直邊中心至0.7帶漸小,從0.7帶至遠軸兩邊角急劇增大。磨盤設計時,采用大小與工件尺寸相近的磨盤,根據此工件修磨量的趨勢對磨盤進行修整,使加工時磨盤與上述3個修磨量大的區(qū)域接觸面積較大,產生較大的去除量,與0.7帶附近修磨量小的區(qū)域接觸面積較小,形成少磨或不磨的效果。另一方面,根據普林斯頓假設建立的上述材料去除量的數學模型可知,因工作臺擺動時從中心至邊緣線速度增大,加工中在工件的遠軸兩邊角區(qū)域將產生較大的去除量。從而解決了矩形離軸非球面鏡加工中遠離其母軸軸心的外側兩邊角區(qū)域的加工難題。同理,上述方法也同樣適用于其它區(qū)域的誤差修改。
除此以外,磨盤的形狀、大小等均對離軸非球面加工有著較大的影響。一般情況下,初始加工時因需要的去除量較大,應選用較大磨盤增大研磨面積以提高加工效率,加工中期低頻形狀誤差較為突出,應選用較小磨盤使被加工表面快速收斂,加工后期局部誤差及中高頻誤差占主要方面,則采用大小磨盤相結合的加工方式。因為較小直徑的磨盤能夠更好地修正局部誤差,使表面形狀精度在較短時間內達到規(guī)定指標,但是它產生的表面波紋度比較明顯,而較大直徑的磨盤具有很好的平滑作用,可以有效地去除表面中高頻殘差。應用大小盤結合的方法既提高加工效率又利于得到較為平滑的表面面形。
磨盤與工件之間的相對運動關系在加工過程中的作用舉足輕重。理論分析及實驗證明當擺桿在工件上的擺動軌跡為徑向(指向工件母軸)時磨削效率較高,而且有利于去除中頻誤差,通過對雙擺動加工相對運動分析得出[10],工作臺擺速、擺軸擺速及擺幅、夾角α值決定二者間的相對運動軌跡。其中,擺軸擺速與工作臺轉速之比、擺臂與磨盤在工作臺位置徑向的夾角α決定了磨盤與工件相對運動路徑軌跡趨勢,擺軸擺幅決定了對工件的加工區(qū)域范圍。進一步的分析研究表示,擺軸擺速與工作臺擺速之比相同時,擺臂與磨盤在工作臺位置的徑向夾角α為π/2時,磨盤與工件的相對運動軌跡近似位于工件徑向。所以,加工過程中應使擺臂與磨盤在工作臺位置徑向的夾角α為π/2左右。
類似地,設擺臂與磨盤在工作臺位置徑向的夾角α=π/2。分析得出擺軸擺速與工作臺轉速之比小于1時,相對運動軌跡近似位于工件切向;擺軸擺速與工作臺轉速之比大于1時,相對運動軌跡近似位于工件徑向。加工過程中應使擺軸擺速與工作臺轉速之比大于1,即磨盤擺速大于工件轉速。應該注意的問題是,轉速比不能為整數,為整數時會產生相同的運動軌跡周期,使得工件的去除量不均勻,難以得到高精度的表面面形。
3 加工中的檢測
檢測是加工中的重要環(huán)節(jié)之一。加工過程需要檢測數據指明加工方向。在該矩形非球面加工中,在研磨階段采用面形輪廓測量技術,待面形誤差達到0.002 mm(RMS)左右時,加工進入到拋光階段。在拋光階段采用零位補償法作為檢驗手段。
補償法是通過光學補償器將理想平面波或球面波轉換為垂直于被測非球面法線的非球面波,使補償器出射波前與被測非球面反射波前共路,構成自準直檢測光路實現(xiàn)對非球面的高精度檢測[11]。圖2為離軸非球面鏡補償檢測示意圖。
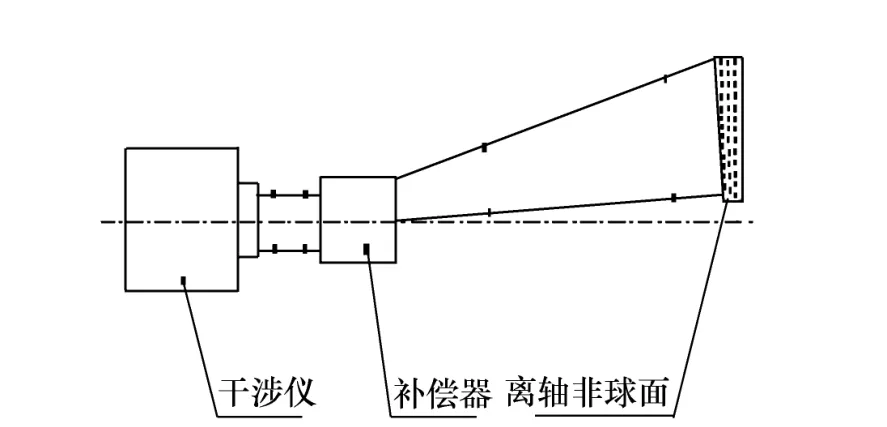
圖2 離軸非球面鏡補償檢測Fig.2 Offner testing for off-axis asphere mirror
補償法檢測對檢驗系統(tǒng)各單元的相對位置精度要求很高。首先,補償器本身的加工和裝配,各光學面的面形精度、元件中心厚度及間隔都必須滿足設計要求;再者,補償器與被測件間的相對位置必須正確。特別是檢測光路的光學間隔決定著被加工非球面的面形參數,如頂點曲率半徑、二次曲面系數及高次項系數。因此加工檢測時除使檢驗系統(tǒng)各單元同心共路外,補償器與工件定位格外重要。補償器是旋轉對稱的,調整好后即可保持不動,因此以其為基準,只需對工件進行定位控制。作為空間物體,工件的位置有著6個自由度,包括沿z軸(光軸方向)平動,沿x、y軸(垂直于z軸且與z軸兩兩正交)平動,繞z軸轉動及繞x、y軸轉動。采用4測桿法[12]對工件6個自由度進行約束,以保證其在檢測光路中的相對位置正確。所謂4測桿法是通過4個長度約束和2個高度約束實現(xiàn)對工件的位置控制。圖3為該方法示意圖。檢測光路中,補償器和工件的光學間隔可以轉換為兩者的間距來控制。在兩者表面上各確定上下左右4個點并一一對應,則兩者間該4個對應點距離可以精確計算得到。制作4根長度分別對應于上述距離的高精度測桿,配合使用高度尺,可以定位工件位置。光路調整時首先利用高度尺將矩形離軸非球面工件中心調至與補償鏡中心等高,并使矩形的上下兩邊保持水平(等高),從而約束工件的y軸平移和z軸偏轉;上下2根測桿約束x軸偏轉和z軸平動;左右2根測桿約束x軸平移和y軸偏轉。從而工件的6個自由度被約束,位置被確定。誤差分析表明采用該方法所確定的工件位置滿足設計要求。
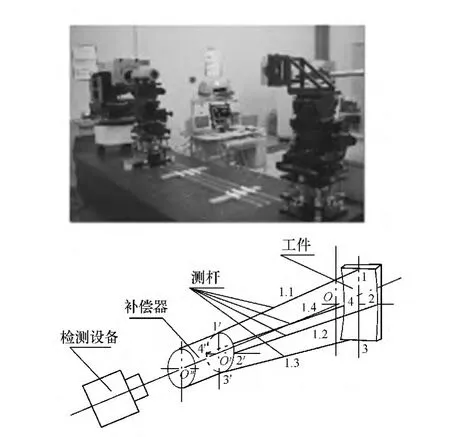
圖3 4測桿法Fig.3 4-pole method
面形的光學檢驗采用刀口儀與干涉儀相結合的手段。刀口儀主要用于工件拋光加工初期的面形修改,它的測量靈敏度范圍較廣(星點大小可調),細磨完成后工件的面形精度已進入其測量域。拋光初期工件面形誤差主要表現(xiàn)為球差,用刀口儀檢驗更為直觀、便捷。干涉儀主要用于拋光中、后期的面形修改。拋光中、后期工件面形誤差主要表現(xiàn)為象散和局部誤差。用干涉儀檢測可直接測出實際面形誤差狀況和數值。在拋光加工的檢測過程中始終采用4測桿法定位,以保證加工出的面形參數正確。
4 加工實例
應用雙擺動加工法進行了某高分辨成像光譜儀共4塊矩形離軸非球面反射鏡加工,最終全部達到設計指標要求。以其中的主鏡為例(如圖4),主鏡尺寸為266 mm×118 mm,非球面設計指標為:二次項系數k為 -0.745,離軸量為65 mm,面形精度要求為λ/50(RMS,@633 nm)。該鏡與比較球面偏離量為0.069 mm。設計加工流程如下(見圖5)。
圖4 離軸非球面鏡Fig.4 Off-axis aspheric mirror
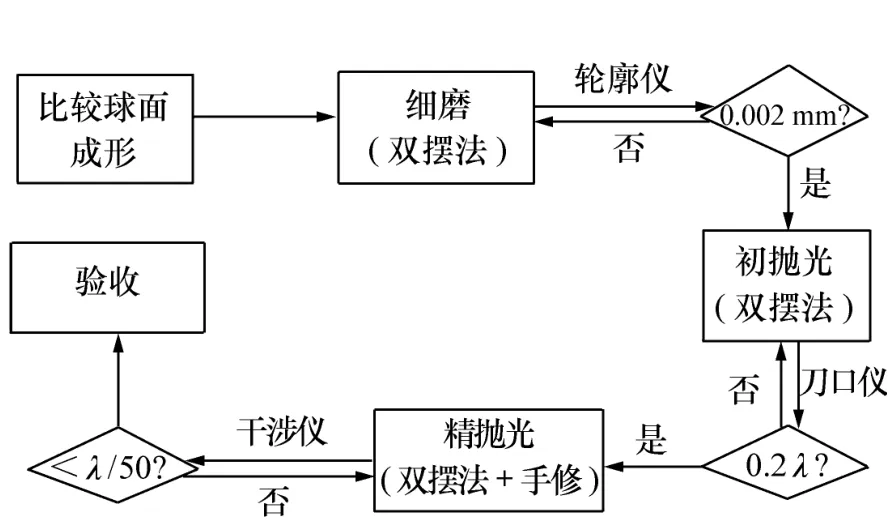
圖5 加工流程圖Fig.5 Manufacture process
首先按圖紙外形尺寸要求及計算得到的比較球面半徑銑磨成形。該反射鏡的成形和最接近球面加工為常規(guī)工藝,在此不再贅述。因該非球面偏離量較大,細磨階段就需要進行非球面修改。應用雙擺動機床采用上述方法進行細磨加工,提高了加工效率,面形收斂很快。該階段面形檢驗采用輪廓儀。待面形誤差達到0.002 mm(RMS)左右時,加工進入到拋光階段。初拋光階段被加工工件表面誤差主要為球差,在雙擺動機床上以雙擺動技術進行修帶拋光,光學檢驗采用刀口儀,配合使用有限共軛距補償器,并在檢測光路調整中開始引入4測桿法,目的是控制面形參數滿足設計要求。初拋光加工至面形精度達到0.2λ(RMS,@633 nm)左右時,進入精拋光階段。精拋光加工過程中被加工工件表面主要誤差是局部誤差及中高頻誤差,則采用雙擺法和手修相結合、大小拋光盤相結合的加工方式。光學檢驗采用干涉儀,配合使用無限共軛距補償器,并在檢測過程中繼續(xù)采用4測桿法定位,以保證面形加工中面形參數正確。該鏡最終加工完成后得到的結果面形精度為0.016λ,優(yōu)于λ/50(RMS,@633 nm)的設計指標要求。圖6為面形檢測結果。
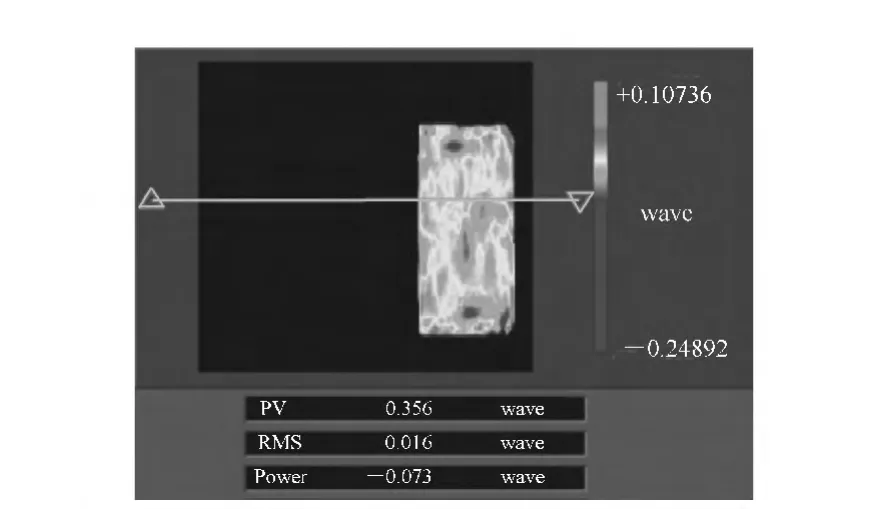
圖6 面形檢測結果Fig.6 Surface error testing result
5 結論
綜合上面的分析及實際加工結果,在矩形離軸非球面加工中采用經典法與現(xiàn)代數控技術相結合的雙擺動方法,較好地解決了矩形離軸非球面加工的技術難點,特別是遠軸兩角區(qū)域的加工難題,而且操作簡單、成本低廉、去除效率較高、易于抑制表面中高頻誤差的產生得到較好的表面精度。該方法適合于尺寸不是很大的離軸非球面的加工。將該方法應用于口徑為266 mm×110 mm矩形離軸非球面等元件的光學加工及檢測,頂點曲率半徑、二次曲面系數、離軸量等各項指標均達到技術要求,面形精度優(yōu)于 λ/50(RMS,@633 nm),且中頻誤差良好。該技術研究以及進一步開發(fā)利用對離軸非球面加工具有較好的應用價值。
[1] 丁蛟騰,許亮,馬臻,等.矩形口徑離軸非球面鏡的加工與檢測[J].光學技術,2012,38(5):607-610.
DING J T,XU L,MA ZH.Manufacture and test of rectangle aperture off-axis aspheric mirror[J].Optical Technique,2012,38(5):607-610.(in Chinese)
[2] 廖文林,戴一帆,周林,等.離子束拋光加工矩形離軸非球面鏡[J].國防科技大學學報,2011,33(1):100-104.
LIAO W L,DAI Y F,ZHOU L,et al..Ion beam figuring for rectangular off-axis aspheric mirrors[J].J.National University of Defense Technology,2011,33(1):100-104.(in Chinese)
[3] ROBERT A J.Fabrication using the computer controlled polisher[J].Applied Optics,1978,17(12):1889-1891.
[4] BOGDANOV A P.Automation of planning of technological process for machining high-precision optical components[J].Sov.J.Opt.Technol,1984,51(9):539-541.
[5] 鄧偉杰,鄭立功,史亞莉,等.離軸非球面拋光路徑的自適應規(guī)劃[J].光學 精密工程,2009,17(1):65-71.
DENG W J,ZHENG L G,SHI Y L,et al..Adaptive programming algorithm for generating polishing tool-path in computer controlled optical surfacing[J].Opt.Precision Eng.,2009,17(1):65-71.(in Chinese)
[6] 鄭立功,張學軍,張峰.矩形離軸非球面的數控加工[J].光學 精密工程,2004,12(1):113-117.
ZHENG L G,ZHANG X J,ZHANG F.NC surfacing of two off-axis aspheric mirrors[J].Opt.Precision Eng.,2004,12(1):113-117.(in Chinese)
[7] SONG C,DAVID W,YU G Y.Misfit of rigid tools and interferometer subapertures on off-axis aspheric mirror segments[J].Optics Engineering,2011,50(7):073401.
[8] 潘君驊.光學非球面的設計、加工與檢驗[M].北京:科學出版社,1991:142-158.
PAN J H.The Design,Manufacture and Test of Aspherical Optical Surfaces[M].Beijing:Science Press,1991:168-179.(in Chinese)
[9] WANG P,LI J F,XUAN B,et al..Double-swing method used for polishing off-axis aspherical mirrors[J].SPIE,2009,7282:728203.
[10] 李俊峰,宋淑梅.應用雙擺動技術加工離軸碳化硅反射鏡[J].光學 精密工程,2012,20(8):1671-1675.
LI J F,SONG SH M.Applying the double-swing method for manufacturing the SiC off-axis aspheric mirror[J].Opt.Precision Eng.,2012,20(8):1671-1675.(in Chinese)
[11] MALACARA D.Optical Shop Testing[M].Hoboken:John Wiley& Sons Inc.,1978:444-454.
[12] XUAN B,CHENG X P,WANG P,et al..Alignment of off-axis asphere and compensator with four poles[J].SPIE,2009,7283:72830A.