電子元器件的手工焊接
2014-05-16 04:03:58史萌支葉
山東工業技術 2014年9期
史萌 支葉
(寶雞職業技術學院 陜西 寶雞 721016)
引言
電器設備無論大小,都是根據電路的工作原理,把元器件按一定的工藝方法連接而成。焊接是使用最廣泛的一種工藝方法,雖然規模化生產已大量利用機器焊接,但手工焊接在小批量電子產品的組裝和維修中仍應用廣泛,因此,手工焊接技術仍然是電子技術人員必備的一項基本技能。
1.手工焊接原理
焊接從宏觀上看,就是利用電烙鐵,將固體焊料加熱至溶化,再借助助焊劑,使其流入被焊接物體,等冷卻之后,會形成牢固且可靠的焊接點。從微觀上看,焊接是通過潤濕、擴散、合金、凝結四個物理、化學過程來完成的[1-2]。
2.常用焊接工具及材料
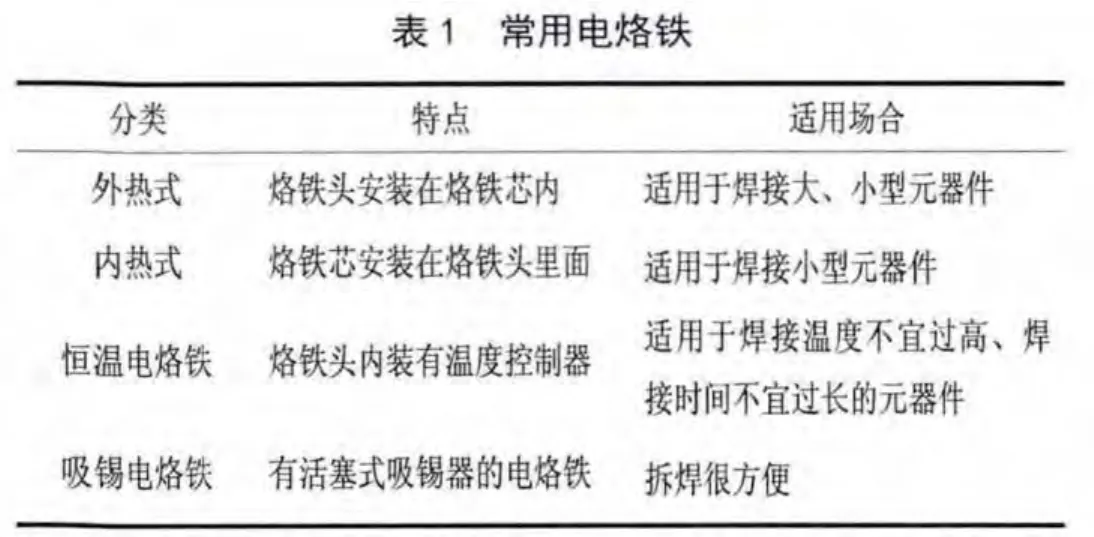
2.1 電烙鐵 電烙鐵的工作原理是電流通過電阻絲發熱,并由傳熱筒加熱烙鐵頭,實現加熱并熔化焊料的目的,常用電烙鐵的特點及適用場合如表1所示。加熱時氧化;還可降低熔融焊錫的表面張力,有利于焊錫的濕潤。
3.準備工作
3.1 刮腳 某些元器件的引腳有一層氧化膜,若不去除,會造成虛焊、假焊,因此焊接前刮掉引腳上的漆膜、氧化膜等。
3.2 鍍錫 此過程是右手持電烙鐵,用帶有適量錫焊的電烙鐵將待焊管腳壓在松香里,左手緩慢抽出,給元件引腳搪上一層錫。
3.3 整形 此過程需要利用尖嘴鉗或鑷子等工具,先將元器件的引腳整直,再根據安裝的要求將其彎曲成形。
3.4 插裝 焊接過程中應根據電路板上的位置合理選擇插裝方式。分為立式插裝和臥式插裝兩種。如圖1所示。

2.2 焊料 標準焊接作業時使用的線狀焊錫被稱為松香芯焊錫線或焊錫絲。它是由錫63%(融點232度)和鉛37%(熔點327度)組成的合金,稱為共晶焊錫,這種焊錫的熔點是183度。熔化后能使元器件引腳與印制電路板的連接在一起。它具有熔點低、流動性好、對元件和導線的附著力強、機械強度高、導電性好、不易氧化、抗腐蝕性好、焊點光亮美觀等特點。
2.3 助焊劑 助焊劑能溶解去除金屬表面的氧化物,并在焊接加熱時包圍金屬的表面,使之和空氣隔絕,防止金屬在
4.焊接過程
4.1 手工焊接的基本步驟
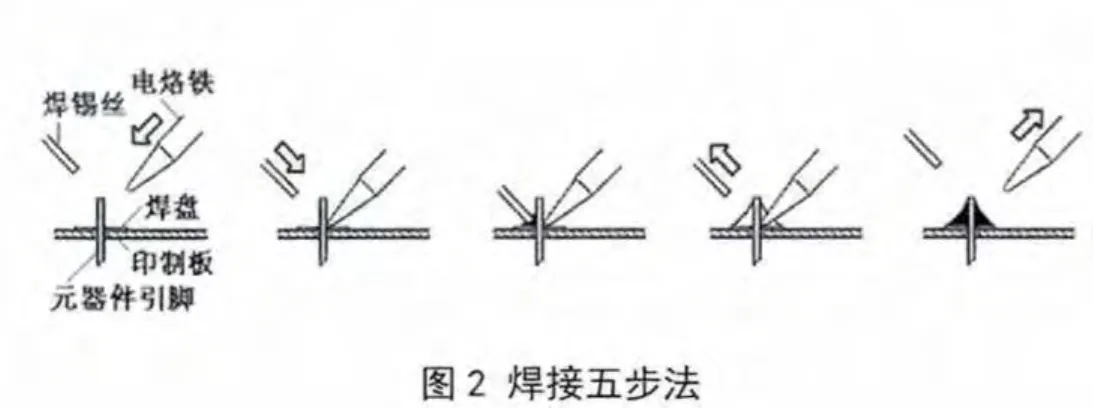
手工焊接的具體操作步驟(五步焊接法)入下:
①準備施焊:首先把被焊件、焊錫絲和電烙鐵準備好,然后右手拿電烙鐵,左手拿焊錫絲并處于隨時可施焊狀態。
②加熱焊件:把烙鐵頭的最大接觸面放在待焊接處進行加熱。
③送入焊絲:待焊處加熱到一定溫度后,將焊錫絲送入焊盤并熔化。
④移開焊絲:當焊絲熔化到一定量后(注意不能太多),迅速移開焊絲。
⑤移開烙鐵:當焊接點上的焊料接近飽滿、焊點最光亮、流動性最強的時候,迅速移開電烙鐵。正確方法是使電烙鐵迅速回帶一下,同時輕輕旋轉一下,朝焊點45°方向迅速撤去。
4.2 焊接注意事項
在焊接過程中,除了應嚴格按照上述操作步驟外,還應注意一下幾個方面:
①合適的焊接溫度:將烙鐵頭放到松香上去檢驗,一般以松香熔化較快又不冒大煙的溫度為適。
②合適的焊接時間:根據焊點大小一般應在三秒內完成。若時間過長,易損壞焊接部位及器件;但是時間過短,焊絲不能充分熔化,易造成虛焊。
③合適的焊絲用量:若焊絲用料過多,則多余的會流入板子的底部,降低管腳之間的絕緣性或造成短路;反之,過少易造成虛焊。
④焊接過程不要觸動焊接點,否則焊點易變形,也可能出現虛假焊現象。
5.焊點的質量要求及質量檢查
5.1 質量要求 一個高質量的焊點應具有外表美觀、足夠的機械強度、電接觸良好等要求。
5.2 質量檢查 焊點常見的檢查方法有目視檢查法和手觸檢查法。目視檢查就是觀察焊點是否光滑;大小是否適中;焊點周圍是否有殘留的助焊劑和焊錫。手觸檢查主要檢查元器件在電路板上有無松動、焊接是否牢靠;還可用鑷子輕輕撥動焊點看有無虛假焊。
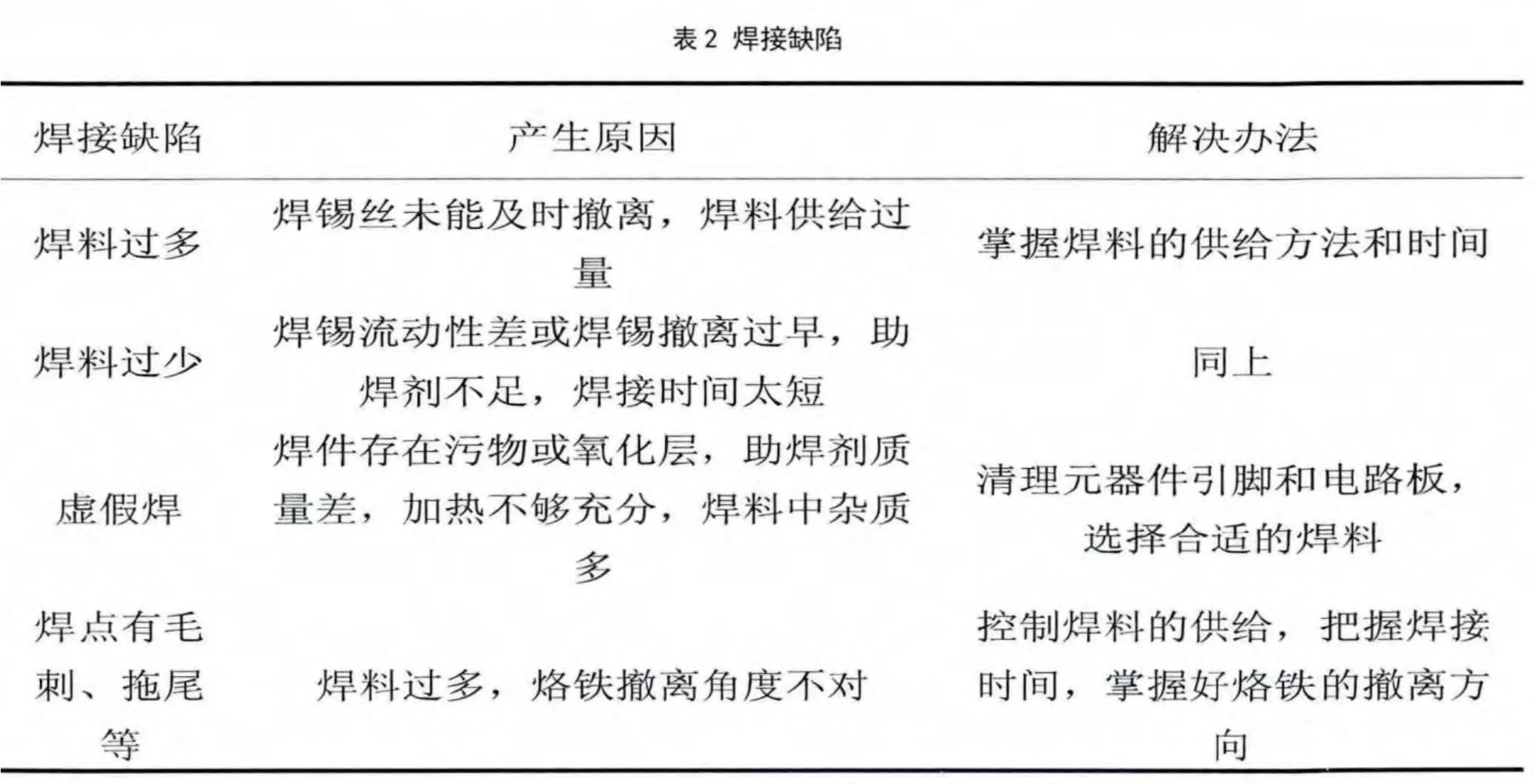
5.3 常見問題及解決方法 常見焊點的缺陷分析及其解決辦法如表2所示。
6.小結
手工焊接是一項操作性很強的技能,需要在實踐中不斷反復練習總結,提高焊接技能,掌握正確的焊接方法與拆焊技術,才能不斷提高焊接質量和拆焊水平。
[1] 孟貴華.《電子技術工藝基礎》[M],電子技術工業出版社,北京2005.
[2] 張勇.《電子產品手工焊接技巧》[M],電子技術工業出版社,北京,2007.
[3] 陳玉新,徐彥.電烙鐵的選用[J].新鄉學院學報(自然科學版)2011.
[4] 孫建強.手工焊接技術[J].天津科技,2012.
