準(zhǔn)等壁厚螺桿鉆具馬達(dá)斷面型線設(shè)計(jì)
2014-05-04 09:31:00李增亮姜明云盛文慧
石油礦場機(jī)械 2014年5期
李增亮,姜明云,禹 超,盛文慧
(中國石油大學(xué)(華東)機(jī)電工程學(xué)院,山東 青島266580)①
單螺桿鉆具鉆井技術(shù)采用井下動(dòng)力進(jìn)行鉆井,與常規(guī)鉆井技術(shù)相比,不僅減少了對地面功率和地面裝置的需要,還減少了鉆柱的磨損,因而廣泛應(yīng)用于定向井、水平井和深井的鉆井中。特別是近幾年發(fā)展起來的小尺寸螺桿鉆具,很好地提高了小尺寸井眼中鉆具的轉(zhuǎn)矩和功率,更顯示了井下動(dòng)力鉆具的優(yōu)越性[1]。但螺桿鉆具的使用壽命仍然較短,平均只有120~150 h,這主要是井下螺桿馬達(dá)的問題。常規(guī)螺桿馬達(dá)定子殼體的內(nèi)表面是光面,橡膠襯套厚薄不均勻,馬達(dá)在井下工作時(shí)各處橡膠襯套的熱膨脹量不同,定子橡膠襯套厚處熱膨脹量大,轉(zhuǎn)子與橡膠襯套的過盈量就會變大,摩擦力進(jìn)一步變大,導(dǎo)致橡膠襯套摩擦生熱也較大。這種惡性循環(huán)不僅降低了馬達(dá)的機(jī)械效率,而且還加劇了橡膠襯套的老化和疲勞破壞的速度,縮短了螺桿鉆具的使用壽命。因此,長度短、大功率、高壓降、低轉(zhuǎn)速等壁厚螺桿鉆具的開發(fā)與應(yīng)用,已成為延長螺桿鉆具使用壽命、提高鉆井效率、節(jié)約鉆井成本的重要環(huán)節(jié)[2]。等壁厚螺桿鉆具是20世紀(jì)末期出現(xiàn)于美國,并成功應(yīng)用于石油工業(yè)鉆井和修井中,目前等壁厚螺桿鉆具已經(jīng)生產(chǎn)出成熟的產(chǎn)品系列。在美國、加拿大等幾個(gè)石油工業(yè)比較發(fā)達(dá)的國家,等壁厚螺桿鉆具的使用比例占50%以上,平均使用壽命已經(jīng)達(dá)到1 000 h以上。國內(nèi)在等壁厚螺桿鉆具的研究方面起步較晚,2007年試制出樣機(jī),目前正處于大量推廣階段[3]。
1 等壁厚螺桿馬達(dá)的性能優(yōu)點(diǎn)
等壁厚螺桿馬達(dá)雖然只是改進(jìn)了常規(guī)螺桿馬達(dá)定子橡膠技術(shù)的不足,將螺桿馬達(dá)易損件——厚薄不均勻的定子橡膠襯套副,設(shè)計(jì)成均勻壁厚的橡膠襯套,但其在應(yīng)用過程中表現(xiàn)的特性與常規(guī)螺桿馬達(dá)具有很大的差異[4]。與常規(guī)螺桿馬達(dá)相比,等壁厚螺桿鉆具具有許多優(yōu)勢。
1.1 橡膠膨脹均勻
由于橡膠層厚度近似均勻,等壁厚螺桿鉆具馬達(dá)在工作時(shí)熱生成較少,且橡膠的熱膨脹均勻,故等壁厚螺桿馬達(dá)在工作的過程中受力穩(wěn)定,延長了螺桿鉆具的使用壽命。
1.2 抗壓能力高
等壁厚螺桿鉆具馬達(dá)抗壓能力的提高,可以在提供相同的功率和轉(zhuǎn)矩的情況下縮短鉆具的長度,更加適合用于小曲率半徑的井。
1.3 單級承壓高
等壁厚螺桿馬達(dá)是通過轉(zhuǎn)子和定子橡膠的過盈量來保證鉆具的轉(zhuǎn)速和轉(zhuǎn)矩的。因此,均勻壁厚的橡膠襯套副在動(dòng)態(tài)工作過程中抵抗變形的能力好,且轉(zhuǎn)子的加工精度高,單級承壓高,這就可以使得馬達(dá)襯套副間較小的過盈量達(dá)到最佳的配合效果,從而提高螺桿鉆具的效率。
1.4 市場前景良好
等壁厚螺桿鉆具除了上述優(yōu)勢外,還具有較高的經(jīng)濟(jì)效益和市場前景。與常規(guī)的螺桿鉆具相比較,等壁厚螺桿鉆具現(xiàn)場事故少,機(jī)械損失小,對于提高鉆井效率、降低鉆井成本有巨大貢獻(xiàn),具有良好的經(jīng)濟(jì)效益和市場前景[3]。
2 準(zhǔn)等壁厚螺桿鉆具馬達(dá)定子
準(zhǔn)等壁厚螺桿鉆具馬達(dá)定子的橡膠襯套副近似均勻等壁厚,其馬達(dá)定子金屬外殼的內(nèi)表面是圓弧齒形,而其橡膠襯套副的內(nèi)表面是擺線齒形,如圖1所示。常規(guī)等壁厚螺桿鉆具的橡膠襯套副斷面型線為短幅內(nèi)擺線,其金屬外殼內(nèi)表面的斷面型線為短幅內(nèi)擺線的外等距曲線,即馬達(dá)橡膠襯套副內(nèi)外表面線型一致,橡膠襯套均勻壁厚[5],如圖2所示。準(zhǔn)等壁厚螺桿馬達(dá)不僅具備等壁厚螺桿馬達(dá)的性能優(yōu)點(diǎn),而且其馬達(dá)金屬定子外殼比擺線型常規(guī)等壁厚螺桿馬達(dá)金屬外殼易于加工。
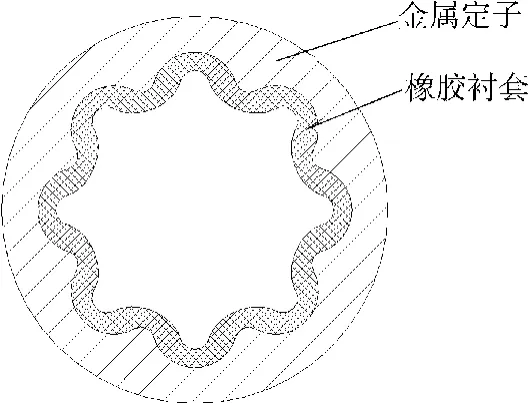
圖1 準(zhǔn)等壁厚定子
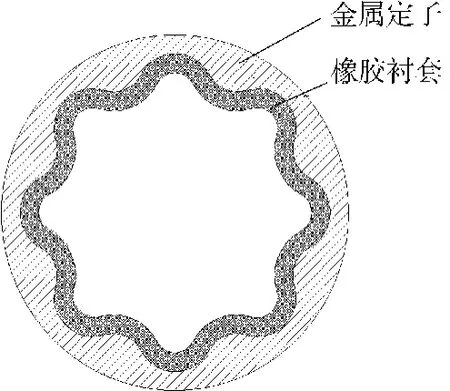
圖2 等壁厚定子
等壁厚螺桿鉆具定子結(jié)構(gòu)中,定子殼體材料一般采用優(yōu)質(zhì)冷作模具鋼(如Cr12Mo V),其突出的技術(shù)難點(diǎn)是定子金屬殼體內(nèi)腔異形深螺旋線的加工。要在直徑0.06~0.25 m、長度4~6 m的金屬管內(nèi)壁上,加工深度為0.015~0.030 m的梅花狀截面的螺旋型槽是非常困難的。如采用機(jī)械拉削的方法,要采用多次換刀拉削,刀具耗費(fèi)驚人,工時(shí)長,成本高,基本不可行。此類結(jié)構(gòu)與大型火炮身管膛線有類似之處,國內(nèi)外大型炮身管膛線的加工均采用電解加工方法。因此,電解加工工藝已成為解決內(nèi)孔螺旋型槽加工的首選[6]。在電解加工等壁厚螺桿鉆具馬達(dá)的金屬定子外殼內(nèi)表面時(shí),電極的斷面型線為短副內(nèi)擺線的外等距曲線,電極的加工難度較高,成本較大。用于電解加工準(zhǔn)等壁厚螺桿鉆具馬達(dá)定子金屬外殼內(nèi)表面的電極斷面型線由2段圓弧組成,大幅降低了加工電極的制作難度和成本。螺桿馬達(dá)金屬定子殼體內(nèi)表面電解加工用電極如圖3所示[6]。

圖3 螺桿馬達(dá)金屬定子殼體內(nèi)表面加工電極
3 準(zhǔn)等壁厚螺桿鉆具馬達(dá)斷面型線設(shè)計(jì)
準(zhǔn)等壁厚螺桿鉆具馬達(dá)斷面型線包括馬達(dá)嚙合型線和馬達(dá)金屬外殼斷面型線。螺桿鉆具馬達(dá)嚙合型線一般采用普通擺線等距線型、短幅擺線線型及內(nèi)外擺線法線型。其中,普通內(nèi)擺線線型常用于西方國家生產(chǎn)的單螺桿鉆具,而我國常用的線型為短副內(nèi)擺線的外等距曲線和短副外擺線的內(nèi)等距曲線。準(zhǔn)等壁厚螺桿鉆具馬達(dá)嚙合型線采用的是短幅內(nèi)擺線的外等距曲線,金屬外殼斷面型線采用的是圓弧曲線。
3.1 馬達(dá)嚙合型線
橡膠襯套的斷面型線為短幅內(nèi)擺線的外等距曲線,其曲線方程為[7-8]

其中,

式中:r為滾圓半徑;R為導(dǎo)圓半徑;re為等距圓半徑;e為偏心距;Zr為螺桿頭數(shù);τ為嚙合角,0°≤τ≤360°。
與橡膠襯套斷面型線相共軛的曲線作為螺桿的端面齒形曲線,其曲線方程為[5]

其中:
式中:Zs為馬達(dá)襯套的頭數(shù)。
3.2 馬達(dá)金屬外殼斷面型線
準(zhǔn)等壁厚螺桿鉆具馬達(dá)金屬外殼斷面型線由圓弧曲線相切組成。在準(zhǔn)等壁厚螺桿鉆具馬達(dá)金屬外殼斷面型線的設(shè)計(jì)中,首先通過優(yōu)化計(jì)算得到合適的馬達(dá)嚙合曲線;然后將馬達(dá)橡膠襯套的斷面型線向外等距(等距距離大小為等壁厚螺桿鉆具橡膠襯套的壁厚)后,選取其上的齒根點(diǎn)2和嚙合型線轉(zhuǎn)折點(diǎn)1、3,利用3點(diǎn)圓弧法繪制通過點(diǎn)1、2、3的圓弧a;選取橡膠襯套內(nèi)表面斷面型線的外等距線上轉(zhuǎn)折點(diǎn)3、5和齒頂點(diǎn)4,利用圓弧法繪制通過該3點(diǎn)的圓弧b,圓弧b與圓弧a相切;點(diǎn)2和點(diǎn)4之間的圓弧即是齒根到齒頂?shù)?/2個(gè)齒,通過鏡像可以得到1個(gè)完整齒,點(diǎn)2和點(diǎn)6之間的圓弧即是1個(gè)完整齒,再通過圓周陣列即得到準(zhǔn)等壁厚螺桿鉆具馬達(dá)金屬外殼的斷面型線,如圖4所示。圓弧型線與橡膠襯套內(nèi)表面斷面型線的外等距線如圖5所示,兩者之間僅存在細(xì)微的差別,完全滿足準(zhǔn)等壁厚螺桿襯套的要求。
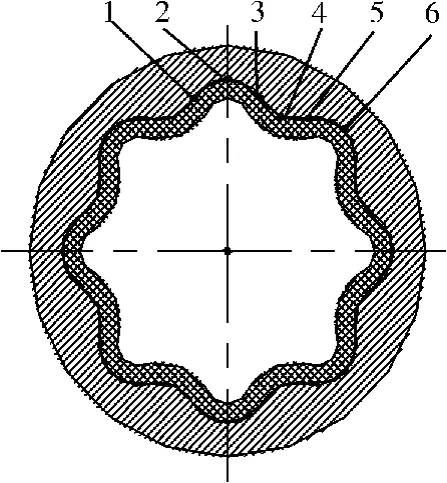
圖4 準(zhǔn)等壁厚螺桿馬達(dá)金屬外殼斷面型線
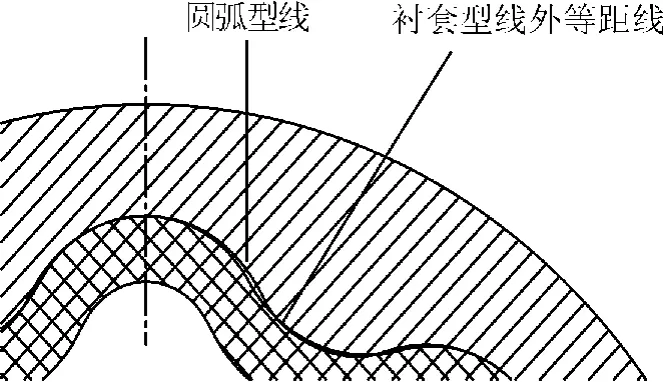
圖5 圓弧型線與襯套型線外等距線
4 實(shí)例設(shè)計(jì)
設(shè)計(jì)鉆井用準(zhǔn)等壁厚單螺桿鉆具,地面泥漿泵排量Q=0.039 5 m3/s,馬達(dá)外徑為0.172 m,級數(shù)為3級,偏心距為0.006 7 m,變幅系數(shù)Kr*取1.035;滾圓半徑r=0.006 94 m;導(dǎo)圓半徑R=0.055 m;等距圓半徑re=0.006 7 m,凸圓與凹圓圓弧半徑分別為0.005 94 m、0.001 92 m。其齒形嚙合如圖6所示,該螺桿馬達(dá)的結(jié)構(gòu)設(shè)計(jì)參數(shù)如表1所示。
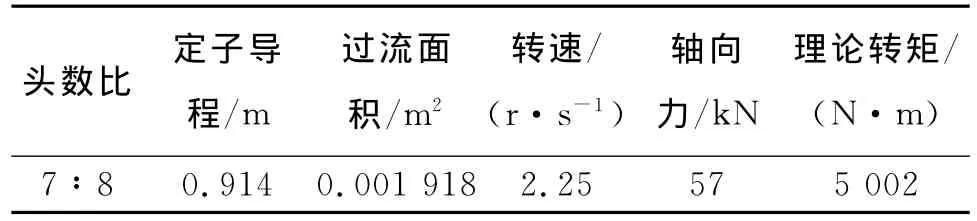
表1 準(zhǔn)等壁厚螺桿馬達(dá)設(shè)計(jì)參數(shù)
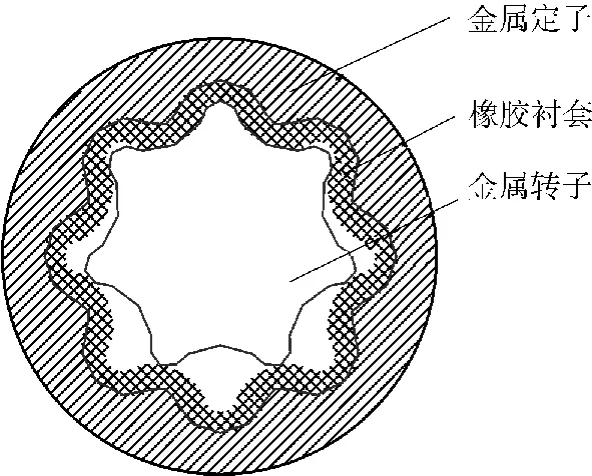
圖6 172型準(zhǔn)等壁厚螺桿馬達(dá)齒形嚙合示意
172型螺桿鉆具經(jīng)室內(nèi)試驗(yàn)發(fā)現(xiàn):該型號準(zhǔn)等壁厚螺桿鉆具的單級壓降均在1.1×106N/m2以上,實(shí)際輸出轉(zhuǎn)矩達(dá)到6 877 N·m,長期工作后單級壓降為0.8×106N/m2;該型號等壁厚螺桿鉆具馬達(dá)的單級壓降在1.15×106N/m2以上,實(shí)際輸出轉(zhuǎn)矩在7 000 N·m以上,長期工作后的單級壓降為0.8×106N/m2。通過對二者相比較,準(zhǔn)等壁厚螺桿鉆具馬達(dá)與等壁厚螺桿鉆具馬達(dá)性能相似,滿足等壁厚螺桿鉆具馬達(dá)的工作要求。
5 結(jié)論
1) 準(zhǔn)等壁厚螺桿鉆具馬達(dá)通過采用圓弧與擺線相結(jié)合的型線,橡膠襯套的壁厚近似均勻,大幅降低了螺桿鉆具定子金屬外殼的加工難度,進(jìn)而降低了螺桿鉆具的生產(chǎn)成本。
2) 試驗(yàn)分析發(fā)現(xiàn),準(zhǔn)等壁厚螺桿鉆具馬達(dá)保持了等壁厚螺桿鉆具馬達(dá)的性能優(yōu)點(diǎn),而且很好地滿足了螺桿鉆具馬達(dá)的工作要求。
[1] 徐敏,陳家慶,王麗,等.螺桿式水力機(jī)械及其在石油石化行業(yè)中的應(yīng)用[J].北京石油化工學(xué)院學(xué)報(bào),2004(1):1-7.
[2] 萬邦烈.單螺桿式水力機(jī)械[M].北京:石油大學(xué)出版社,1993:96-100.
[3] 張東海,熊立新,劉晏華.螺桿鉆具的應(yīng)用現(xiàn)狀及發(fā)展方向[J].斷塊油氣田,1999,6(4):47-50.
[4] 苗同勇,劉永旺,趙偉.等壁厚螺桿鉆具及應(yīng)用[J].石油礦場機(jī)械,2011,40(10):72-76.
[5] 鄭華林,郭高壘,馬建祿.新型等壁厚螺桿鉆具定子結(jié)構(gòu)設(shè)計(jì)及力學(xué)分析[J].石油礦場機(jī)械,2011,40(8):74-77.
[6] 張明岐,程小元,潘志福.螺桿鉆具等壁厚定子的電解加工技術(shù)[J].電加工與模具,2011,(06):25-28.
[7] 蘇義腦,于炳忠,謝竹莊.單螺桿鉆具馬達(dá)線型分析[J].石油學(xué)報(bào),1986(4):95-109.
[8] 蘇義腦,謝竹莊.單螺桿鉆具馬達(dá)短幅內(nèi)擺線等距線型分析[J].石油機(jī)械,1987(6):5-11.
