數控磨齒機液壓系統典型故障分析與保養
2014-05-03 10:44:08宗建軍
設備管理與維修 2014年5期
宗建軍
(南車戚墅堰機車車輛工藝研究所有限公司 江蘇常州)
德國NILES公司生產的 ZE系列數控磨齒機是緊湊型結構的高精度數控成形磨齒機,公司共引進ZE400-ZE1200多種型號的數控磨齒機13臺。磨齒機采用西門子840D數控系統,共有5個數控軸,X軸(行程溜板軸向運動)、Y軸(主立柱徑向進給運動)、Z軸(主軸溜板橫向運動)、B軸(回轉座的回轉運動)、A軸(旋轉工作臺分度運動),其中Z、Y、X、A可4軸聯動。機床液壓系統由Bosch Rexroth制造,采用集中式液壓站(圖1),使用符合ISO HM68標準的液壓油,主要用于機床立柱靜壓導軌、工作臺靜壓軸承、回轉座夾緊、尾座行程與潤滑。
一、典型故障分析及排除
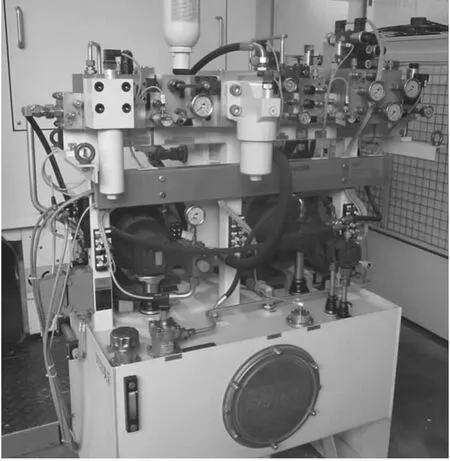
圖1 集中式液壓站
1.串油及油箱油位增加
在機床加工使用中發現液壓站油箱油位會持續增加,同時目視液壓油變色,懷疑冷卻油串入液壓油箱。
對機床進行全面檢查,由于磨齒機為全封閉式加工,在磨削時冷卻油會四處噴濺,充滿整個機床內部。機床X軸和Y軸兩側都有防護板或防護簾,將整個主立柱封閉,其內部為潤滑和液壓系統,潤滑油仍回油箱。防護板和防護簾的完好性非常重要,否則冷卻油極容易通過立柱內空間進入液壓油箱。另外,立柱兩側機床底部要時常清理,否則冷卻油也容易通過團狀磨削贓物從立柱側面滲入立柱內部。
Y軸為磨齒機磨齒時的沖程運動,上下運動頻繁,故兩側防護板容易產生問題。防護板為兩層,外層為金屬板,內層為尼龍材料。維修時,發現防護板內層尼龍材料裂口,對裂口處進行縫接加固。后續通過讓操作工每日點檢防護板、液壓站油位,有異常及時維修,另要求及時檢查和清潔Y軸兩側磨削贓物,故障得以消除。
2.油箱油位在磨削斜齒時持續減少
機床在加工斜齒時發現液壓油會持續緩慢減少,但在加工直齒時正常,檢查外部液壓站和機床內油管無滲漏處。查閱圖紙,機床B軸旋轉鎖緊是采用5點式鎖緊機構,每個點用油缸碟簧片鎖緊(圖2),共有5套鎖緊機構。B軸靠碟簧力鎖緊,靠液壓推動油缸松開。機床加工斜齒時,根據工件硬度會設定每加工3~8個齒后B軸會自動旋轉到0°進行砂輪修整,修整完畢再旋轉至所加工斜齒輪的螺旋角度后進行加工。B軸運動時電磁閥先動作,液壓油進入油缸,推動油缸克服圖2中BE 35-17的碟簧力,放松B軸。而加工直齒時B軸不動作。圖2中BE 35-15、BE 35-16采用的密封件,由一個橡膠O形圈及聚四氟乙烯圈組合成。目視檢查機床B軸旋轉時油缸有漏油現象,液壓壓力正常。
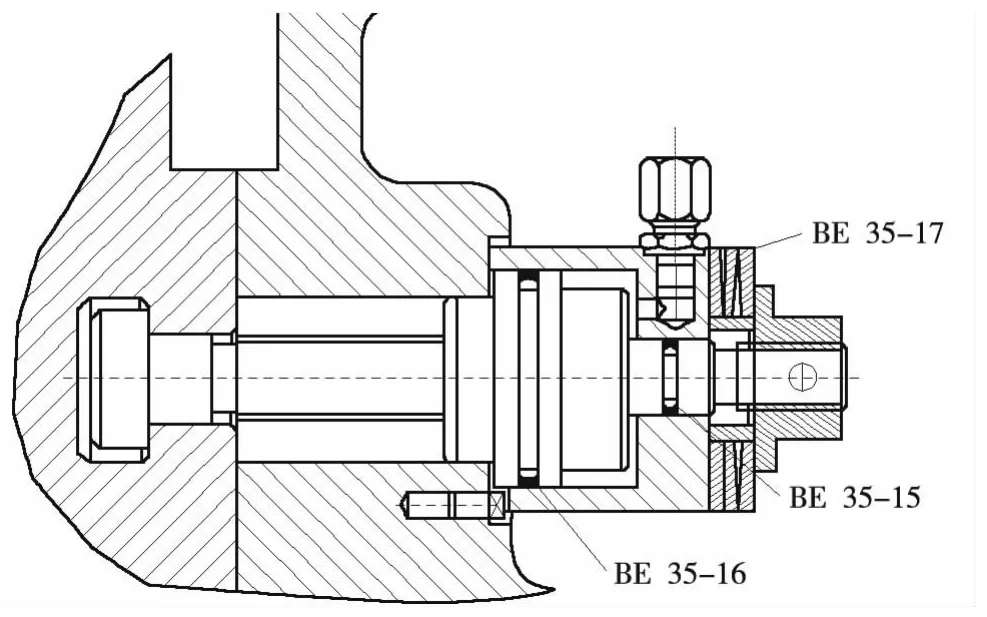
圖2 油缸碟簧片鎖緊結構
將機床X軸開至合適位置,進入機床立柱內部拆卸漏油的B軸鎖緊機構,可通過加長套筒扳手將鎖緊機構整體拆出。解體油缸,更換磨損的密封后回裝。安裝鎖緊機構時注意要在完全擰緊后再松動3/4圈,從而使碟簧片彈力調至最佳。中部的3個鎖緊機構在機床立柱內便可觀察和更換,回轉座兩側的2個鎖緊機構無法直接觀察,一般要打開X軸下部的防護板。如漏油,需將整個回轉座拆卸,才能檢查維修兩側的鎖緊機構。拆卸回轉機構時要先將X軸電機、絲杠、直線導軌副與光柵尺讀數頭支座拆除和脫離,并注意回轉機構的支撐和吊裝,修復安裝后也要注意對各軸系重新做零點位置標定。
3.ZE400機床加工時液壓泵啟動加載頻繁
ZE400在加工時液壓系統壓力值下降快,液壓泵啟動加載頻繁。檢查機床液壓站及各管路無泄漏情況,液壓油箱油位無明顯變化。拆檢系統主溢流閥無異常,與相同機床的正常溢流閥進行互換,故障依舊。用蓄能器專用充氣工具檢查液壓系統蓄能器內氮氣壓力為0.3 MPa,壓力過低。
準備滿瓶的標準氮氣瓶和專用充氣工具,首先釋放液壓系統壓力,用專用充氣工具連接氮氣瓶和蓄能器,旋轉開啟閥頂開蓄能器單向閥,緩慢開啟氮氣瓶截止閥進行充氣,直至蓄能器壓力至3 MPa(該型號機床額定壓力)。依次關閉截止閥和開啟閥,并打開放氣開關,放掉充氣氣路中的殘留氣體,一般可重復1~2次,直至蓄能器內壓力符合標準。開啟機床,故障隨之消失。對帶有蓄能器保壓的液壓系統,要定期檢查蓄能器壓力,低于規定的充氣壓力時應及時充氣,以使蓄能器處于最佳使用狀態。另外,保壓回路中的單向閥和溢流閥的好壞,同樣是造成故障的因素。
4.液壓系統無法開啟
ZE800開啟機床,液壓上電后操作面板上指示燈反復閃爍,無法上電。復位后報警:701038打開時間超時,見順序錯誤。檢查機床液壓系統無異常,檢查冷卻潤滑劑處理裝置時,發現回油泵控制斷路器斷開。經分析,NILES ZE系列機床共配了兩種型號的冷卻潤滑劑處理裝置,一種為HOFFMANN的OEDRK190-U-2型,采用該型號處理裝置的機床,在冷卻潤滑劑處理裝置發生故障時液壓能上電,同時機床報警:700100冷卻系統沒有就緒。只需將故障排除后,便可消除報警。另一種為KNOLL的FKA/2500型,采用該型號冷卻潤滑劑處理裝置的機床,會出現上述701038報警后的故障現象。
檢查故障機床的回油泵支路,發現回油泵吸口有贓物堵塞,清除堵塞物同時檢查電機的三相電阻及電壓,均正常。復位斷路器后,消除了冷卻潤滑劑處理裝置報警。重新對機床液壓系統上電,機床恢復正常。
在數控磨齒機的維修中,要區別兩種型號冷卻潤滑劑處理裝置的機床,對采用KNOLL裝置的機床,在液壓無法上電時,除了檢查液壓系統外,同時要檢查和排除冷卻潤滑劑處理裝置的故障因素。
5.機床Y軸軸承沒有靜壓力
機床工作中報警:700727,Y軸軸承沒有靜壓力,無法復位消除。檢查液壓站及到Y軸的液壓管路無異常,發現S213數顯壓力傳感器顯示為0.5 MPa,其設定值應為3.8 MPa(Y軸靜壓壓力額定值),導致未觸發傳感器OUT信號,機床產生報警。初步懷疑是溢流閥2.02故障,將正常機床的相同溢流閥進行交換后故障依舊。利用疊加閥塊上預留的MPE快接口,連接壓力表檢查溢流閥的前端壓力(也是液壓泵的出口壓力)為零,確定為液壓泵故障。
機床采用的是REXROTH的三聯多級泵(圖3),第一級為葉片泵P1,后兩級為齒輪泵P2、P3,由一個電機進行驅動。Y軸靜壓由最后一級泵P3供油,額定輸出壓力4 MPa。對多級泵體進行拆檢,發現第二、三級泵的聯軸套磨損(圖4),造成多級泵工作時第三級泵軸空轉,導致上述故障。由于現場急需恢復機床,且REXROTH泵的供貨周期較長,后根據泵的聯軸套和泵軸的磨損情況,將原“十字形”的聯軸套改為“一字形”結構。安裝后液壓泵能正常工作,壓力平穩無擺差,泵無異聲,機床試機后一切正常。新泵購回后換裝,將改裝的泵作為備用泵使用。
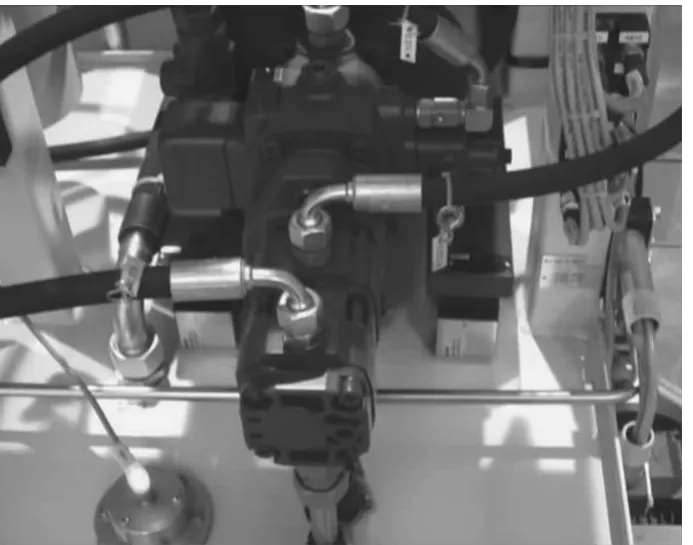
圖3 REXROTH三聯多級泵
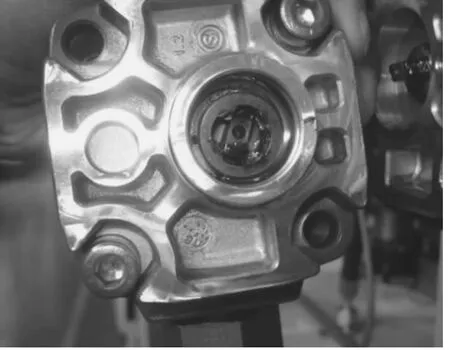
圖4 聯軸套磨損
二、數控磨齒機液壓系統維護保養
NILES ZE系列數控磨齒機的液壓系統運行可靠,故障率較低。液壓系統的液壓油,由機床冷卻潤滑劑處理裝置上的空調來保持溫度恒定。液壓系統主要過濾器都采用壓力過濾器,濾芯的污染由污染度傳感器監控,機床數控系統也會有故障信息提示。
(1)液壓油品質非常重要。由于NILES ZE系列數控磨齒機結構的特殊性,使其容易發生串油故障,在日常點檢和維保上要注意相關因素的排查和保養。機床年度小修時,將液壓油樣品委托油品供應商進行相關檢測,根據檢測報告來判斷油品是否繼續使用。平時添加液壓油時,要徹底清潔加油和通風過濾器,加油時最好使用10 μm的過濾器過濾。
(2)冷卻潤滑劑處理裝置中的空調要加強巡檢,定期檢查其工作情況,尤其要注意壓縮機油位、冷媒壓力、是否有結霜、過濾棉和冷卻柵格的清潔程度等,保證空調工作正常。
(3)定期緊固液壓系統各管接頭、法蘭盤接頭和各疊加閥緊固螺釘,保證無滲漏。對液壓系統的液壓軟管要仔細檢查,有破皮、鼓包現象時及時更換。一般從軟管標識的生產日期開始,使用滿6年后必須更換。
(4)年度小修時,對紙質濾芯必須更換,對金屬網式濾芯進行徹底清洗,如更換液壓油時對油箱也要徹底清洗。
(5)建立操作員工設備日常點檢、維修人員日常巡檢、設備年度維保計劃、設備年度小修計劃的維保體系。推行設備日常維修記錄檔案和設備履歷本制度,來記錄每臺設備的日常維修、維護保養、精度檢測、數據備份等相關信息,便于追溯和學習。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
