智能RGV的動態(tài)調(diào)度模型研究
2019-07-26 06:34:30徐曉龍張商州黃樂樂
商洛學院學報 2019年4期
徐曉龍,張商州,黃樂樂
(商洛學院電子信息與電氣工程學院,陜西商洛 726000)
RGV(Rail Guided Vehicle)是與地面導向軌道接觸式的運輸車,根據(jù)運動方式的不同,可分為環(huán)形軌道式和非環(huán)形往復式[1],根據(jù)設(shè)計功能的不同,簡單的分為裝配型和運輸型兩種。RGV 具有運行速度較快、性能穩(wěn)定性較好等特點,分別應(yīng)用于產(chǎn)品部件的裝配和工廠中物料的運輸,可大大提高運輸和裝配的能力[2-3]。本文研究的RGV 動態(tài)調(diào)度系統(tǒng)由8 臺CNC(Computerized Numerical Control)、1 輛直線型軌道式自動引導車 RGV、1條RGV 直線軌道、1 條上料傳送帶、1 條下料傳送帶等附屬設(shè)備組成。能夠完成上下料及清洗物料等作業(yè)任務(wù)。針對本問題,有學者以最小化單個周期所用時間為目標,求解較優(yōu)的調(diào)度方案使用Python2.7 實現(xiàn)算法[4];有學者將問題轉(zhuǎn)化為變相TSP 問題,采用改進的遺傳算法進行模型的求解[5]。本研究在限定工作時間(8 h)內(nèi),以 CNC 加工一道工序和加工兩道工序分別對RGV 的動態(tài)調(diào)度策略進行研究:加工一道工序以RGV 移動距離最短和加工物料最多為約束,加工兩道工序,以加工過程邏輯性為約束,對兩種情況分別建立多目標規(guī)劃模型,求出RGV 的動態(tài)調(diào)度策略。
1 RGV的工作模式
一道工序的物料加工作業(yè)情況,每臺CNC安裝同樣的刀具,物料可以在任一臺CNC 上加工完成;兩道工序的物料加工作業(yè)情況,每個物料的第一道和第二道工序分別由兩臺不同的CNC 依次加工完成。對一般問題,分別考慮一個班次(8 h)無故障,一道工序的物料加工作業(yè)和兩道工序的物料加工作業(yè)時,兩種工作模式下,RGV 的動態(tài)調(diào)度模型。系統(tǒng)示意圖如圖1所示,系統(tǒng)作業(yè)參數(shù)見表1。
2 RGV調(diào)度模型的建立
本文建立數(shù)學模型中,需要用到的符號見表2所示。
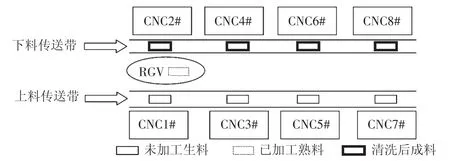
圖1 智能加工系統(tǒng)示意圖
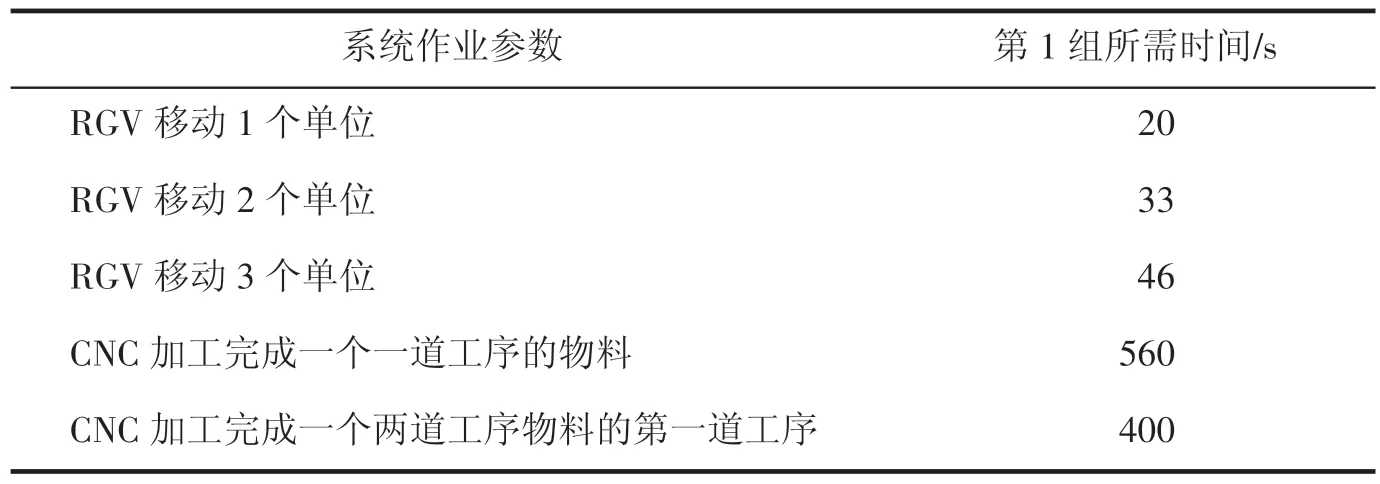
表1 智能加工系統(tǒng)作業(yè)參數(shù)
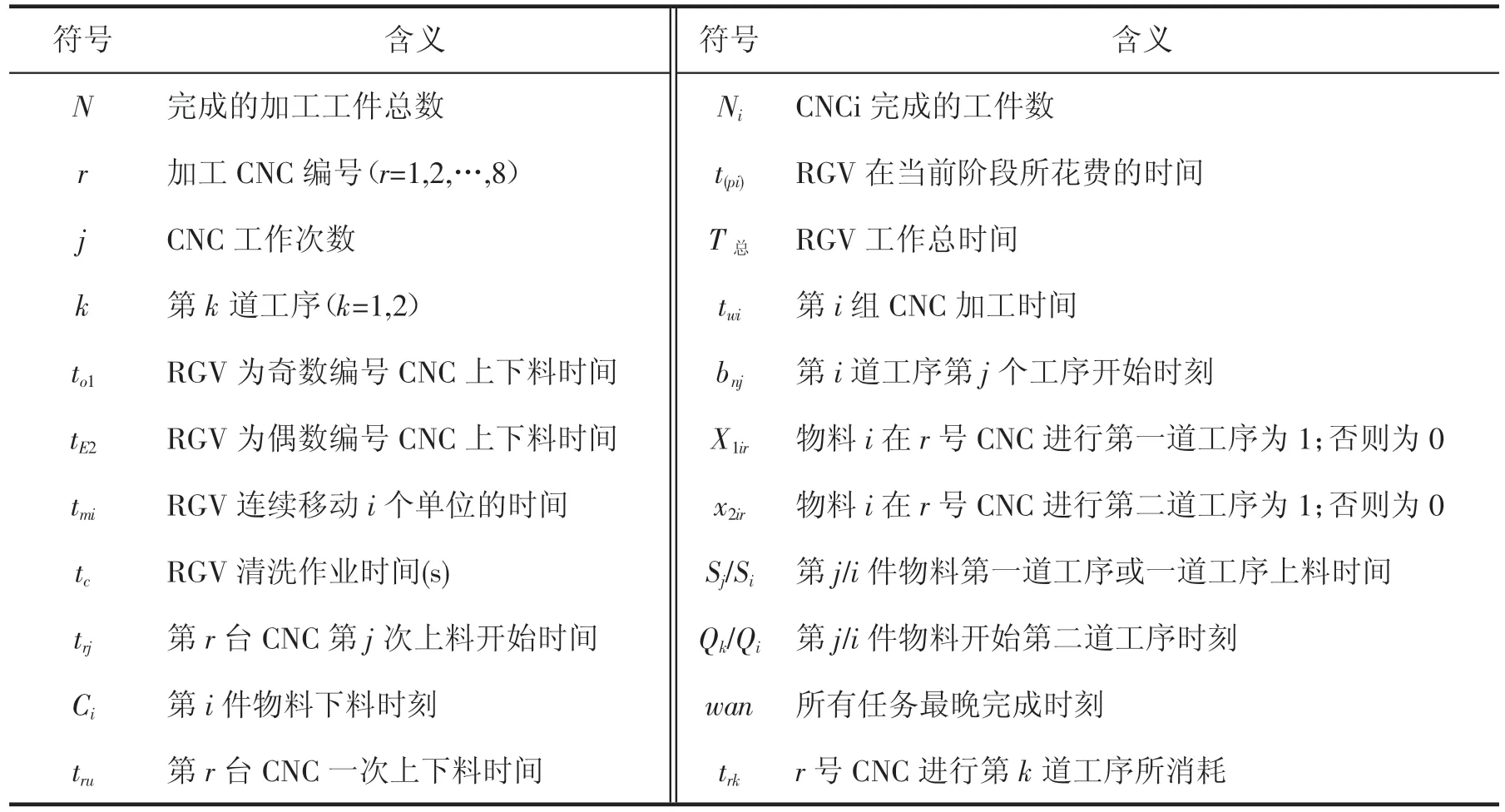
表2 符號說明
假設(shè)8 h 連續(xù)作業(yè)內(nèi)8 臺機器的作業(yè)車間調(diào)度問題需滿足下列約束條件。
1)一個作業(yè)由若干道工序構(gòu)成:移動RGV,上料、加工、下料、清洗等。
2)每道工序必須在指定的CNC 上加工。CNC 的每道工序從開始到結(jié)束不會被另外的工序所中斷。
3)按照加工工藝的規(guī)定,每道工序必須在它前面的工序加工完畢后再加工。
一般性定義如下:
n 個工件的集合{p1,p2,…,pm},8 臺機器的集合為 r={r1,r2,…,r8},注意 Mi,Mj(i≠j)可能是同一臺設(shè)備,但所實現(xiàn)的工序內(nèi)容不同。此處把實現(xiàn)同一功能的一類機器中的多臺。
2.1 RGV只進行一道工序的建模
現(xiàn)為只需加工一道工序的物料在8 臺CNCi=1~8,一共加工N 件產(chǎn)品,要使RGV 在8 h 內(nèi)工作效率達到最大,則要求RGV 在此期間內(nèi)移動最短的距離并且CNC 完成的工件數(shù)最多。
由于1#CNC 最先開始工作,即最先完成工作。
第1 臺CNC 第j 次開始上料時間:

1)若物料加工時間大于給所有CNC 工作臺都完成上下料時間,并且RGV 在加工第j 次前,能返回初始位置:

2)若物料加工時間小于給所有CNC 工作臺都完成上下料時間,并且RGV 返回初始位置加工第j 次的時間為:

3)由于偶數(shù)和奇數(shù)的上下料時間不同且在CNC 第一次開始加工之前不需要清洗,則:
當j=1 時,CNC 上下料時間為:

當 j>1 時,CNC 上下料時間為:

目標函數(shù)為:

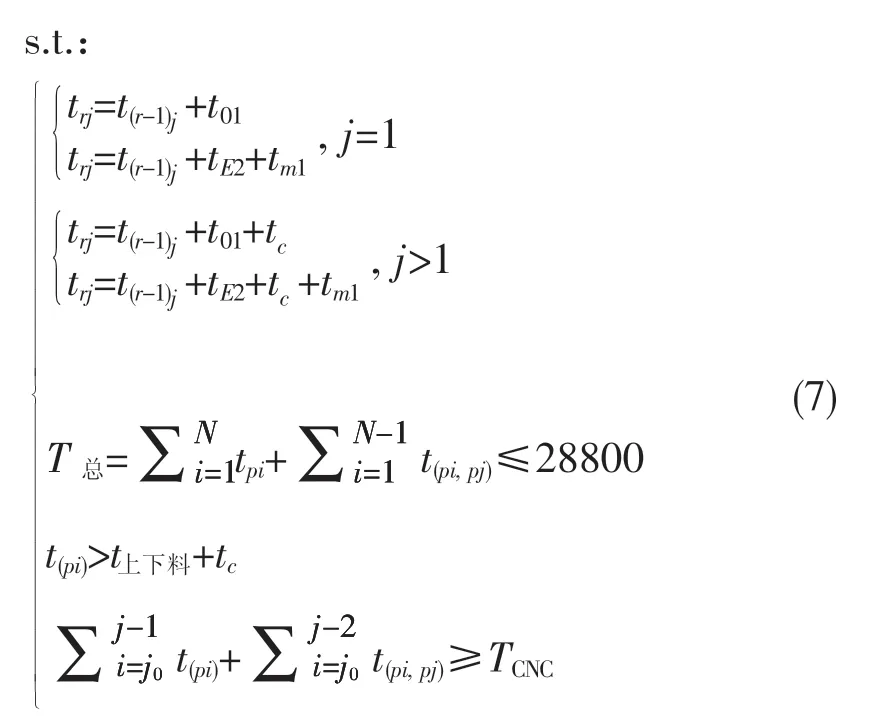
(7)式中:TCNC為加工一個物料所需的時間;Mi=1~8為加工工件號;N 為表示完成的加工工件總數(shù);j 為 CNC 工作次數(shù);Ni完成的工件數(shù);tij為第r 臺 CNC 第j 次上料開始時間;T總為 RGV 工作總時間(s);twi為第i 組 CNC 加工時間;t01為 RGV為奇數(shù)編號CNC 上下料時間;T(pi)為RGV 在當前階段所花費的時間;tE2為RGV 為偶數(shù)編號CNC上下料時間;tc為RGV 清洗作業(yè)時間;tmi為RGV連續(xù)移動i 個單位的時間。
2.2 RGV進行兩道工序建模
每臺機器每次只能處理一個物料這一約束條件可理解為一旦開始順序確定,則后續(xù)仍按原順序進行。引入0~1 變量表示任意兩工件相對生產(chǎn)順序,對兩個加工順序依次進行比較,根據(jù)他們的相對加工順序求物料加工總工序。
首先每個物料都要按照第一道工序,然后按照第二道工序進行加工。即第一道結(jié)束,才能進行第二道工序。
設(shè)bnj為第n 道工件第j 個工序開始時刻。每個零件加工順序不變,即前一個加工結(jié)束才能加工下一個。

又由每個機器每次只能加工一個工件,第n+1 個工件必須在第n 個工件的j 工序完成后才能進行j 工序。

同一臺CNC 不能進行兩道工序。

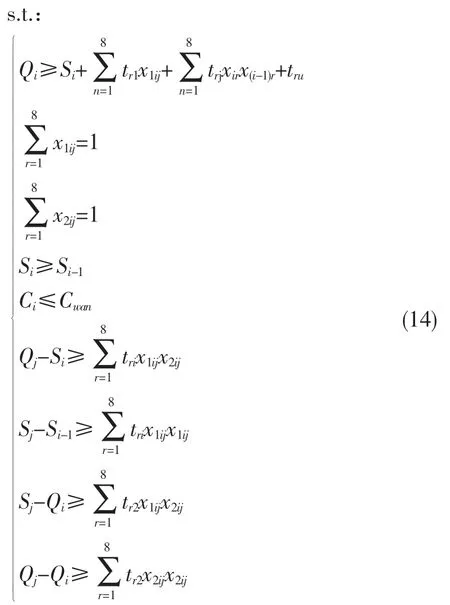
約束條件,s.t.:

第i 件物料下料時刻需大于第二道工序開始時刻+8 臺CNC 第一道工序時間+清理時間+上下料時間。

第i 件物料第二道工序開始時刻需大于第一道工序開始時刻+8 臺CNC 第一道工序時間+清洗時間+上下料時間。綜上可得目標函數(shù):

約束條件為:
3 RGV調(diào)度模型算法
3.1 RGV進行一道工序
由圖1所示的智能加工系統(tǒng)示意圖,規(guī)劃出RGV 最佳路徑,需要滿足在 8 h 內(nèi)(28 800 s 內(nèi))完成物料加工數(shù)最多,且RGV 移動路徑最少,移動時間最少。在順序排隊原則的基礎(chǔ)上提出了就近算法,結(jié)合策略設(shè)置方法來優(yōu)化作業(yè)調(diào)度,以提高作業(yè)效率[6-7]。RGV 初始位置在CNC1#和CNC2#正中間,所以應(yīng)該先給CNC1#和CNC2#上料,然后再移動RGV 到3,4#CNC,進行上料。再移動到5,6#CNC 進行上料,最后一個到 7,8#CNC 進行上料。假設(shè)加工時間遠大于移動和上料時間,那么RGV 在完成8 臺CNC 上料之后,應(yīng)該返回初始位置等待CNC1#加工完成并開始CNC1#下料和清洗,以此類推。RGV 最優(yōu)路徑為1→2→3→4→5→6→7→8→1,往復循環(huán)。通過式(1)~式(7),利用 C 語言,MicrosoftVisualC++編寫 RGV 調(diào)度算法。運行程序,結(jié)果如圖2所示。
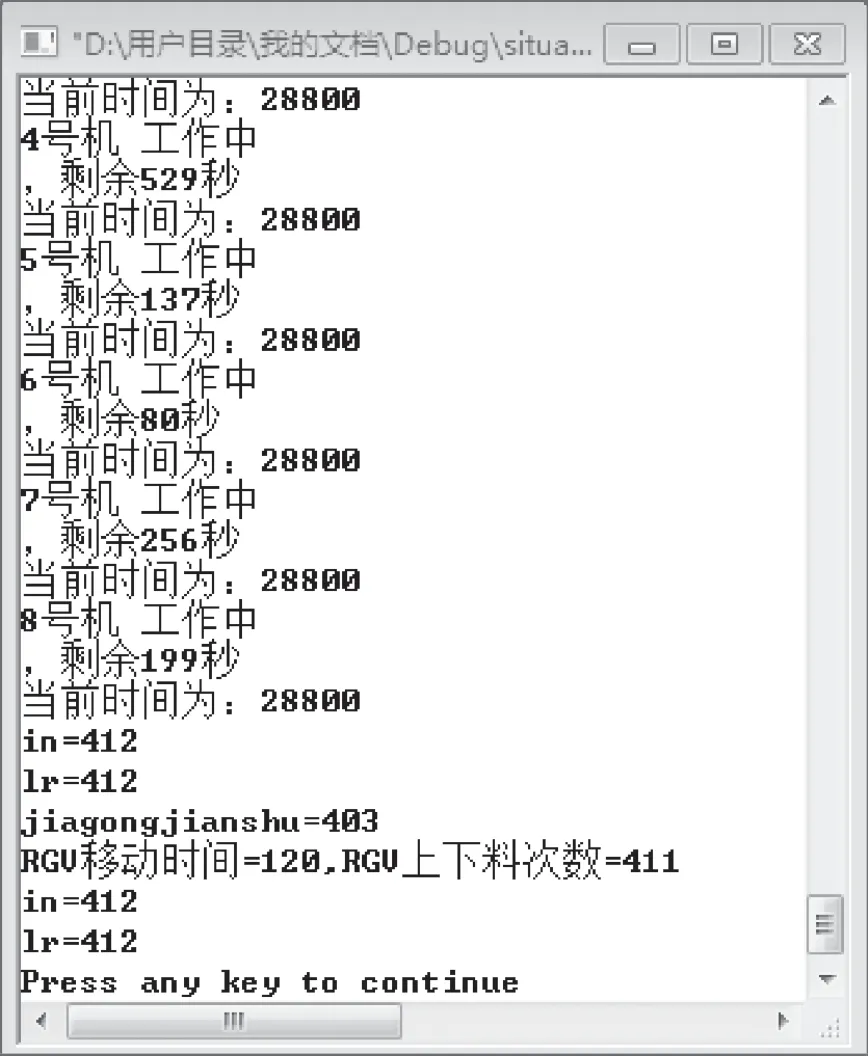
圖2 第1 組物料加工程序運行結(jié)果
由圖2可知8 h 內(nèi),RGV 上下料次數(shù)為411次,加工工件數(shù)為403 件。
3.2 RGV進行兩道工序
兩道工序的加工,每個CNC 加工過程中不允許換刀,且第二道加工工序需要在第一道工序完成之后進行,根據(jù)各工件加工順序關(guān)系,依次用excel 求解各CNC 的上料開始和結(jié)束時間。假設(shè)奇數(shù)號CNC 加工第一道工序,偶數(shù)號CNC 加工第二道工序,則RGV 的最優(yōu)路徑為CNC1→3→5→7 上料加工第一工序,再返回依次給CNC2→4→6→8,加工第二工序。加工順序如圖3所示。
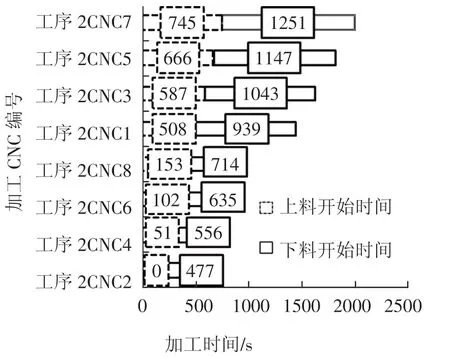
圖3 兩道工序RGV 調(diào)度甘特圖
4 RGV調(diào)度模型的評價
模型的優(yōu)點: 本研究運用了數(shù)學函數(shù)求和公式建立模型,模型建立后的求解過程嚴密,嚴謹,可信度較高;使用甘特圖,使問題更加清晰,各CNC 工作時間,加工進度一目了然;系統(tǒng)的作業(yè)效率從整體上評價了不同生產(chǎn)順序的利弊;這個算法的優(yōu)點就在于它的思路簡單,有效性良好[8-11]。一環(huán)套一環(huán),從一道工序到兩道工序,只有將第一個模型建立好,才能接下來解決后面的問題,邏輯性強[12]。
模型的缺點:所建立的模型對工件個數(shù)少的動態(tài)調(diào)度比較適用,當工件個數(shù)很多很難得到全局最優(yōu)解;模型沒有考慮到成本問題,只考慮到了完成所有的工件所用最短時間。對于加工過程中CNC 出現(xiàn)故障或者增加CNC 數(shù)量等復雜情況并未進行考慮。
本研究得出的結(jié)論:以RGV 給CNC 上下料問題研究RGV 動態(tài)調(diào)度,運用多目標優(yōu)化數(shù)學建模方法,以式(6)最多加工物料為目標函數(shù),以式(7)為約束,建立整數(shù)規(guī)劃模型,通過求解得到RGV 最優(yōu)路徑為:1→2→3→4→5→6→7→8→1循環(huán)上料、加工、下料、清洗;另一方面:對于加工兩道工序的情況,以最多加工物料為目標函數(shù),以式(14)為約束,建立整數(shù)規(guī)劃模型,通過求解得到 RGV 最優(yōu)路徑為:RGV 依次給 CNC,2→4→6→8 上料加工第一工序,再返回依次給CNC,1→3→5→7 加工第二工序,往復循環(huán)。本研究可以給RGV 動態(tài)調(diào)度的研究提供一定參考。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
故事大王(2016年7期)2016-09-22 17:30:08
核科學與工程(2015年4期)2015-09-26 11:59:03
兒童故事畫報(2013年3期)2013-06-24 05:40:30
