淺談數控機床故障診斷及維修
2014-04-25 03:01:36黃智華
中國科技縱橫 2014年5期
黃智華
(云浮市技工學校,廣東云浮 527300)
淺談數控機床故障診斷及維修
黃智華
(云浮市技工學校,廣東云浮 527300)
隨著機械加工行業的迅猛發展,數控加工技術得到廣泛應用,數控機床的使用率也越來越高。然而在數控機床的使用率越來越高的同時,機床出現故障就成了數控機床使用者最頭痛的問題,也成為制約數控機床推廣的因素之一。本文就本人多年從事數控機床操作與維修的工作實踐,淺談數控機床的一般故障診斷及維修方法,希望能對從事相關工種的人員有一定借鑒作用。
數控機床 故障診斷 維修
數控機床是集光、機、電一體的新一代高新技術的產品,生產效率比普通機床要高上幾倍。雖然數控機床及系統的可靠性得到很大的提高,但由于各相關方面的影響,如因操作者的操作的不當,維護不合理等而產生故障,造成停機待修等故障,往往給企業或工廠所造成的直接和間接損失。
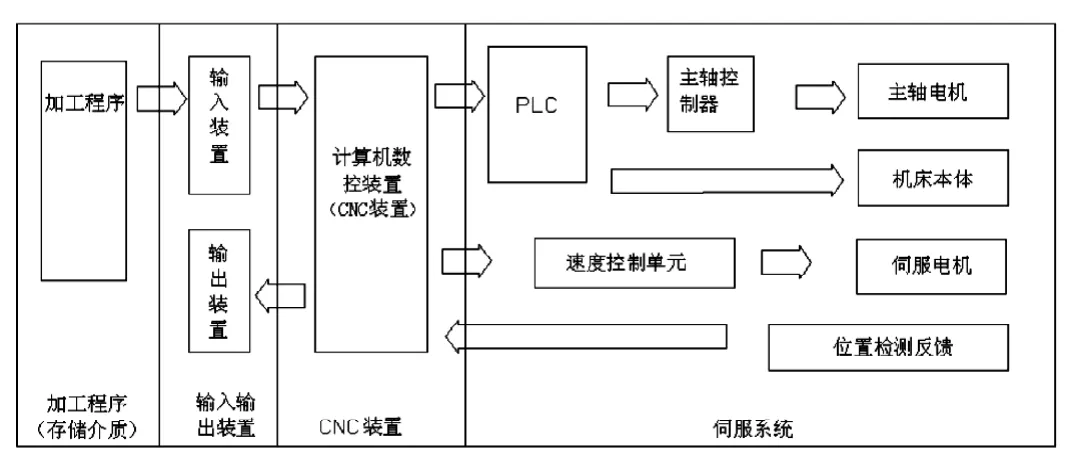
圖1
1 數控機床維修步驟
數控機床主要由加工程序、輸入輸出設備、計算機數控裝置、伺服系統、機床本體等幾大部件組成,如圖1所示。
對數控機床的故障維修一般采用先觀察出現故障時數控車床外部表現特征;然后從故障表現特征判斷故障出現的大致模塊;再針對故障模塊進行逐一檢測,查找出故障部件;最后排除故障。具體細致可以分為如下面的幾個步驟:(1)詢問:向數控車床的操作者詢問故障出現的具體現象,在故障出現前操作者的全部操作過程以及出現故障時數控車床外部表現特征,通過出現的故障現象,初步確診數控車床的出現故障的可能性。(2)故障分析:判斷故障出現的大致模塊(系統內部模塊、控制電路模塊、機械模塊、人為因素等)。這是一個非常重要的環節,只有正確的確定了故障模塊,才可能在最短的時間內、最準確地排除故障。如不能判斷故障模塊,就需要對各個模塊逐一檢測、判斷。(3)深入對故障檢測,排除故障:對具體的故障模塊進行有針對性的、細致的檢測,找出出現故障的具體的元器件和出現故障的原因,排除故障。
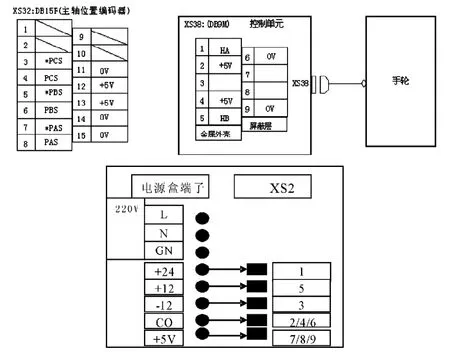
圖2 編碼器、手輪以及電源連接圖
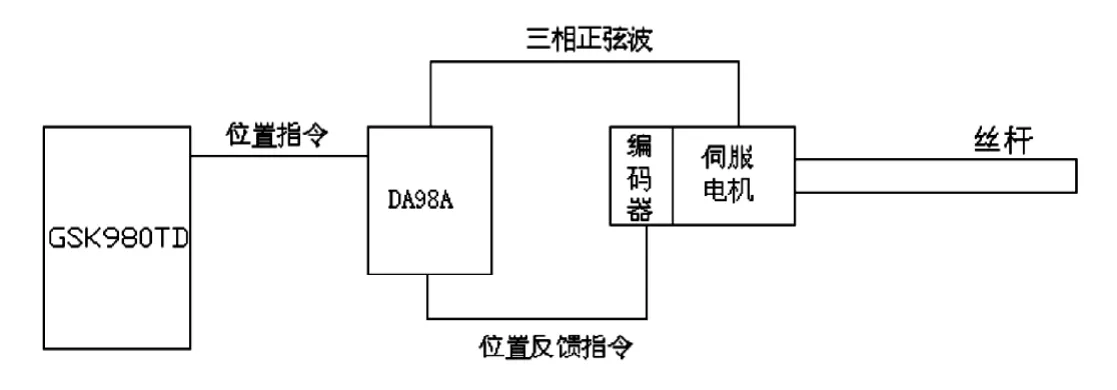
圖3 進給控制框圖
2 典型故障分析
案例1我學校(云浮市技工學校)使用CJK6140數控車床,配GSK980TA數控系統(DA98交流伺服驅動)。學生反映開機后出現以下情況:(1)數控系統的液晶顯示在通電后,幾分鐘內會慢慢的變暗,最后看不到顯示;(2)換刀時,刀架轉不停。
故障排除過程:
(1)詢問:學生上課時直接通電后就出現這種情況,而且在這之前沒有出現過類似的情況。判斷:系統故障是非人為因素造成,屬于機床硬件故障。
(2)故障分析:故障現象1產生的原因是由于系統背光電源出現故障引起的,但引起背光電路故障的因素又可能為:系統背光電路中的X9313芯片出現老化或損壞,如果是這個原因則系統對應輸出端口的+5V端子沒有電壓;外部與系統+5V連接的電路中出現短路故障,其中與系統+5V連接的電路最常見的有編碼器電路、手輪電路以及電源電路(如圖2)。
故障現象2產生的原因可能為:系統電路中的ULN2803A芯片損壞,如ULN2803A損壞時進行換刀操作,對應刀位的輸出電壓與實際不相符;換刀時電壓過低(正常電壓高于+23V);從刀架控制電路到系統的電路出現故障,通過系統的故障診斷參數可以判斷刀架信號是否反饋回電腦;刀架發信盤故障,測量發信盤霍爾元件是否損壞。
(3)深入檢測,故障排除:對于故障現象1根據故障分析進行檢測發現:系統與背光電路相關的端子的輸出均正常,手輪電路也正常,編碼器的0V與+5V短路,檢查編碼器,編碼器內部的0V與+5V短路;判定車床的主軸編碼器損壞,更換編碼器后系統液晶顯示正常,故障得到解決。對于故障現象2根據故障分析進行檢測:檢查系統診斷參數——沒有信號反饋到電腦;檢測系統在換刀時相應端子輸出的24V電壓——正常;檢測刀架發信盤時,發現換刀時反饋電壓只有+16V;進一步的查看換刀電壓,發現電壓過低是由于上拉電阻老化引起的,更換新的2KΩ/0.5W上拉電阻,試機一切正常,故障排除。
案例2一臺CJK6140O數控車床配置GSK980TD+DA98A伺服系統,X軸驅動器出現ERR4報警。
故障排除過程:
(1)故障分析。通過查詢DA98A說明書,ERR4報警解釋為:位置超差。引起這報警是由于位置偏差計數器的脈沖個數值超過“位置超差檢測范圍”這個參數設定的值。GSK980TD+DA98A的配置的控制框圖如圖3所示,從系統發出來的位置指令脈沖與伺服電機光電編碼器反饋回來的脈沖在驅動器進行運算,位置指令脈沖到來進行加法運算,伺服電機光電編碼器反饋回來的脈沖進行減法運算,得到的偏差值即為位置偏差計數器的計數值。由此可以判定故障有可能由以下原因引起:1)系統或伺服相關的參數設置異常,引起指令脈沖頻率過高,轉矩不足等;2)光電編碼器故障或電纜引線接錯,使當前位置脈沖反饋失效;3)伺服電機或絲杠機械卡死,光電編碼器轉不起來;4)轉矩不足;5)驅動器損壞;6)電機U,V,W引線接錯。
(2)故障排除。排除故障步驟圖如圖4,由于原因有可能是電氣故障,也有可能是機械故障,所示先上電觀察X軸驅動是否報警;如有,一般是驅動器電路板故障,只能更換同型號的驅動器。如沒有報警,可檢查系統和驅動器相關的參數是否設置正確,如系統的電子齒輪比、快速定位速度、加減速時間常數等;伺服驅動器的位置超差檢測范圍,位置比例增益、轉矩限制值等。然后再按圖4步驟進行排除。在維修過程中,當斷開伺服電機與絲桿時,發現絲桿機械卡死,同時其表面附有一層鐵粉,懷疑有鐵粉進入了螺母座里面使滾珠卡死無法傳動,從而絲桿機械卡死,拆下絲桿和螺母座用柴油清洗,重新安裝后工作正常。
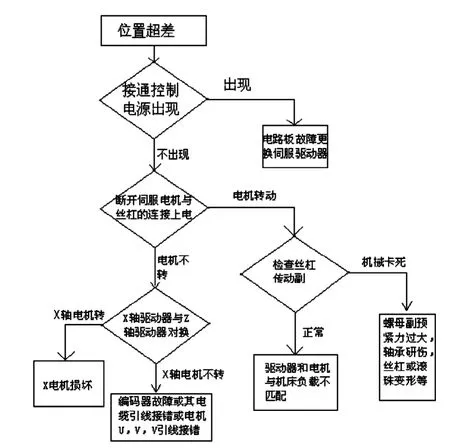
圖4 故障排除步驟圖
3 結語
數控系統種類繁多,故障千變萬化,維修方法也不盡相同,一篇短文很難盡述。從以上兩個例子,我們知道,在進行數控機床的維修時,要多思多想,認真仔細,注意合理使用逐層深入、層層分析的方法。遇到問題時要先想、問、再分析、然后深入分析、最后動手解決問題,切忌盲目動手,這樣才有利于更快、更準的解決問題。為推動數控事業做出應有的貢獻。
[1]孫漢卿,主編.《數控機床維修技術》.機械工業出版社,2004(1).
[2]龔仲華,主編.《數控機床故障診斷與維修500例》.機械工業出版社,2004.
[3]GSK980TA、GSK980TD車床CNC操作說明書,2007(5).
[4]GSKDA98系列電機驅動器說明書,艾默生EV1000系列通用變頻器用戶手冊.
[5]《GSK數控系統維修手冊》,2006(5).

表2 電流速斷保護計算表

表3 過負荷保護計算表

表4 低電壓保護計算表
5 結語
采用縱聯差動保護、過負荷保護、低電壓保護及單相接地保護這四種保護的實例,可在以后的設計中根據實際情況進行選擇和使用。
在進行水泵電機供電設計時,可將水泵工作接地、保護接地與整個系統的聯合接地系統可靠連接,盡量將其接地電阻值減小,輔以供電電源系統進行中性點經小電阻接地,以增大發生單相接地故障時的故障電流,使單相接地保護跳閘更加可靠性。
瑞鋼工業有限公司電爐冷卻水泵功率大,保護采用了相間短路保護(電流速斷保護)、過負荷保護、低電壓保護及單相接地保護共四種,整定值計算在保證保護靈敏度滿足要求,保護可靠的前提下,從工程投資方面考慮,選擇了電流速斷保護。在其他工程設計中,也有
參考文獻:
[1]卓樂友,編.電力工程電氣設計手冊(電氣二次部分).中國電力出版社.
[2]呂繼紹,編.電力系統繼電保護設計原理.水利電力出版社.
[3]電力裝置的繼電保護和自動裝置設計規范,GB50062-2008.
[4]中國航空工業規劃設計研究院 任元會主編.工業與民用配電設計手冊.中國電力出版社,2005.
[5]鋼鐵企業電力設計手冊.冶金工業出版社.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年4期)2017-06-22 11:18:05
汽車維護與修理(2016年10期)2016-07-10 08:17:41
重慶工商大學學報(自然科學版)(2015年10期)2015-12-28 07:43:58
汽車維修與保養(2015年6期)2015-04-17 03:31:50
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
汽車維護與修理(2015年2期)2015-02-28 12:15:39
振動、測試與診斷(2014年5期)2014-03-01 01:14:21
