大型圓筒混合機焊縫去應力退火的溫度測量與控制
2014-04-25 03:01:49易青
中國科技縱橫 2014年5期
易青
(北方重工集團有限公司計量檢測中心,遼寧沈陽 110027)
大型圓筒混合機焊縫去應力退火的溫度測量與控制
易青
(北方重工集團有限公司計量檢測中心,遼寧沈陽 110027)
介紹了大型圓筒混合機消除殘余應力的焊縫局部退火的處理方法,并對電加熱器、加熱控制裝置、熱處理工藝進行了闡述,為現場大型筒體焊縫消除殘余應力熱處理提供了新的途徑。
溫度儀表 測量與控制 焊縫 局部退火 殘余應力
1 引言
圓筒混合機是我公司為韓國制造的大型焊接筒體選礦設備,其材料為Q235A,幾何尺寸φ4m×18m,厚度為25mm,其焊縫用埋弧自動焊機焊接,采用H08A埋弧焊絲。在選礦混合過程中的動平衡及同軸性直接影響到受力的均勻性,由于焊接、塑性變形、切削加工、鑄造等因素的影響,一旦受力不均,所產生的內應力集中在焊縫上容易造成斷裂。因此焊縫焊接后去除內應力退火,就顯得十分重要,由于在爐內退火非常困難,我們采用焊縫局部退火,消除了焊縫所產生的殘余內應力。經檢驗,各項性能指標符合有關技術條件的規定。

表1 殘余應力對比分析
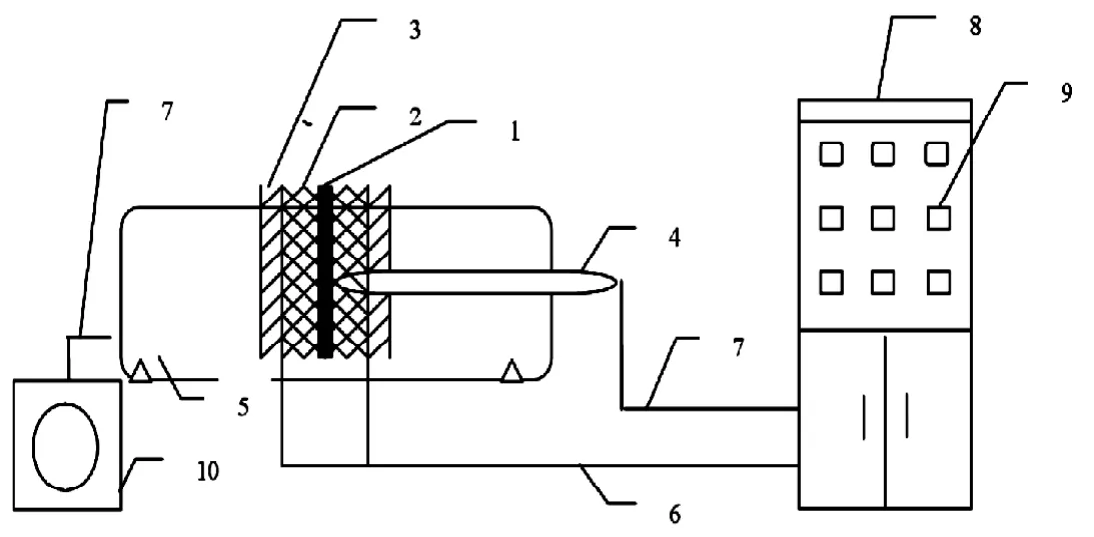
圖1 加熱過程控制原理示意圖
2 退火溫度的測量與控制
2.1 加熱過程控制原理
為了保證測溫時的精密度與響應度,這里選用的7只Ⅱ級K型鎧裝熱電偶。同時為了保證整個退火過程的可記錄性,還使用了1臺XWBJ-101大圓圖自動平衡溫度記錄儀表,1臺ER-187溫度記錄儀表以及6臺智能溫度控制儀表。
2.2 電加熱元件的選擇
陶瓷電加熱器目前按其形狀分為三個類型:即履帶式、繩狀式和指狀式。根據圓筒混合機的結構形狀采用履帶式陶瓷電加熱器,每片額定電壓220V,額定功率10kw, 最高溫度1050℃,發熱面積約720×260mm。同時采用強度高,熱輻射性能好的氧化鉛陶瓷元件作絕緣材料,使用鎳鉻絲作發熱體。
根據熱處理工件來確定總電加熱區域,設加熱面積為A,A=D ×H(米)
D為工件外徑,H為加熱寬度,一般情況下可取H=(7~10),為熱處理工件的厚度。
2.3 退火溫度的控制
2.3.1 退火溫控柜的選擇
在使用陶瓷電加熱器進行熱處理時,需要配有專門的溫度控制設備來實現電加熱器的升、恒、降溫的變化,最好選用自動化程度較高的程序控制設備。這里我們采用過零觸發固態繼電器或大功率雙向可控硅(SSC/SSR)控制功率輸出,可控硅電源在電壓過零時(一般是3°~5°)觸發,使其導通,導通時的輸出波形為完整的正弦波,不存在電源波形畸變以及隨之而來的干擾,由于智能溫度控制儀表具有自整定PID及模糊控制功能,使設備控制精度可達到±2℃。由于我公司生產的圓筒混合機直徑通常在φ3.2m~φ3.8m,需要16個陶瓷電加熱器,考慮到留有充分余地,選擇控制設備的總功率為180kW,即可控制18個電加熱器,其中控溫點6個,記錄點12個。
2.3.2 加熱系統升溫時的溫度控制
圓筒混合機焊縫去應力退火曲線如圖2所示
去應力退火溫度一般為500℃~650℃;該溫度退火時金屬的組織不發生變化,只是消除內應力。按該工藝要求加熱到550℃~590℃,考慮到溫度儀表顯示、控制有一個誤差極限,故取加熱溫度為570℃。開始升溫加熱時,根據圓筒混合機筒體內壁焊縫的測溫儀表顯示的升溫速度來反復調整ZWK型溫控柜上的PXW系列智能溫度控
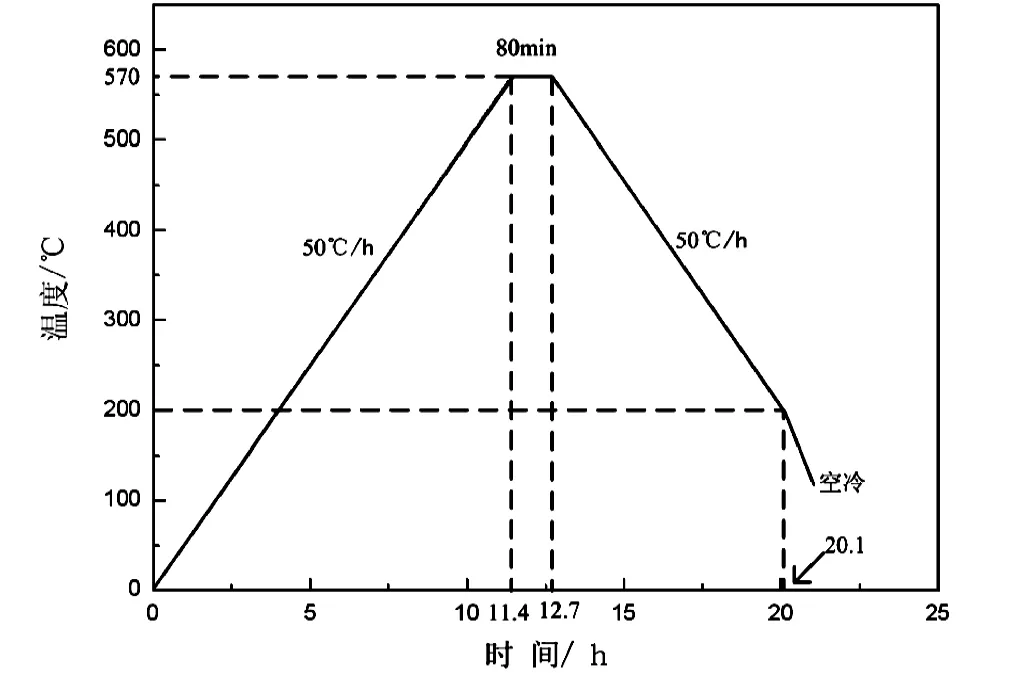
圖2 退火工藝曲線
制儀表,使得電加熱器退火溫度在620℃~780℃范圍內找出最佳溫度,使得筒體在11.4小時溫度上升到570℃;得到XWBJ-101大圓圖自動平衡記錄儀升溫曲線的升溫速度為50℃/h。
2.3.3 保溫過程的控制
當大圓圖自動平衡記錄儀升溫曲線到570℃時開始恒溫,恒溫目的是指被加熱圓筒焊縫內外溫度一致,恒溫時間為80min。在恒溫時期由于存在熱能的補給與散失,恒溫溫度可能呈現出波動趨勢,這時應根據實際情況,觀察大圓圖自動平衡記錄儀的記錄曲線,調整溫度智能儀表的退火最高溫度,使恒溫曲線滿足工藝要求。
2.3.4 降溫過程的控制
經80min的恒溫后開始降溫,溫控柜的溫度智能儀的降溫時間調整到7.4小時,并根據大圓圖自動平衡記錄儀的降溫速度記錄曲線,設定下限溫度為250℃附近,使大圓圖自動平衡記錄儀的降溫速度是50℃/h降溫。當降溫曲線為200℃時,斷開電源,自然空冷,不要放在通風處,以免影響退火質量。
3 應力檢測結果分析
殘余應力對筒體的影響是復雜、多方面的,我們僅從消除殘余應力的熱處理工藝進行分析。圓筒混合機筒體焊縫經去應力退火處理后,經用“鉆孔法”在圓周焊縫附近對稱取四個點,檢測殘余應力經過分析對比如表1所示。
采用第四強度理論計算殘余應力的相當應力,退火前的各測量點殘余應力是較高的,而退火后的各測量點殘余應力下降幅度較大。針對退火前后殘余應力和相當應力的相對變化率普遍下降,觀察相當應力的相對變化率最小幅度是58.8%,最大幅度是83.0%,殘余應力平均下降了70.4%。
4 結語
以上分析說明此種退火方法滿足了筒體焊縫局部退火溫度的工藝要求。消除殘余內應力的效果非常理想。同時,此方法由于采用了內外雙側保溫氈進行徑向復蓋,其保溫效果非常好,即降低了電能消耗,又保證了質量,增加了效益,減少了操作者勞動的強度。焊縫局部退火溫度控制將與電爐溫度控制一樣實現自動控制。不足之處是操作復雜,如熱電偶的安裝,溫度儀表的控制,溫差的減小,需要操作人員具有實際經驗。
[1]中國紡織大學,方博武,編著.《金屬冷熱加工的殘余應力》高等教育出版社,1991(7).
[2]戴少度,主編.《材料力學》.國防工業出版社出版發行,2000(8).
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2016年5期)2016-03-16 02:20:45
