幾種中、小型鋁合金模鍛件壓力機模鍛技術研發
2014-04-16 06:01:36楊擁彬劉靜安韓鵬展
鋁加工 2014年2期
楊擁彬,劉靜安,韓鵬展
(1.河北邯鄲力爾鋁業有限公司,邯鄲 057650;2.西南鋁業(集團)有限公司,重慶 九龍坡 401326;3.河南恒美鋁業有限公司,鄭州 452427)
0 前言
以鋁代鋼、以鍛代鑄已成為很多工業部門,特別是迫切要求輕量化的航天、航空及現代交通運輸業的發展趨勢。鋁合金鍛件廣泛應用于航天器、航空器以及汽車、火車、輪船的重要構件上,并研發出了大批新產品、新工藝和新技術。
一般來說,大型的復雜整體的硬鋁合金模鍛件應采用大型液壓機進行生產以保證其產品質量。而中、小型鋁合金鍛件和模鍛件,對變形速度及其均勻性的敏感度較小,可用機械壓力機、螺旋壓力機或模鍛錘來進行鍛壓,以降低設備費用和提高生產率。
下面介紹幾種典型的中小型鋁合金模鍛件生產工藝,供同行們參考。
1 2A50鋁合金搖臂模鍛件的研發工藝解析
飛機用2A50鋁合金搖臂模鍛件的工序圖示于圖1。2A50合金為鋁銅系(2XXX系)鋁合金,鍛件重量0.68kg,模鍛斜度7°,錯移量不大于0.5mm。這個模鍛件的生產特點是生產過程中采用兩種曲柄壓力機,即機械壓力機和偏心壓力機來進行鍛壓生產。主要工序說明如下:
(1)毛坯和下料:直徑50mm的棒材用圓盤鋸切成210mm±1mm的毛坯。
(2)加熱:在回轉電爐中加熱至460℃,并保溫50min。
(3)彎曲:在2500kN偏心壓力機的彎曲模槽內彎曲80°,并在該壓力機的壓扁平臺上壓扁至高度26mm;終鍛溫度不低于350℃,空冷。
(4)模鍛:鍛模預熱至100℃以上,預制坯加熱至460℃,在25MN機械壓力機的模鍛模槽中模鍛,終鍛溫度不低于350℃,空冷。
(5)切邊:在2500kN偏心壓力機上冷切邊。
(6)熱處理、腐蝕、清除缺陷,檢查。
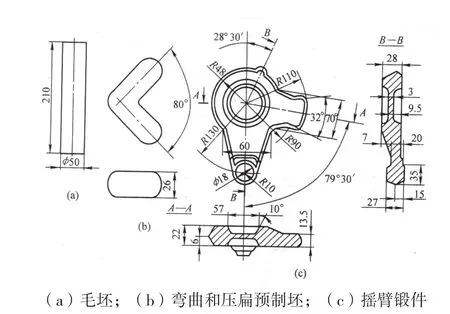
圖1 2A50鋁合金搖臂模鍛件的工序圖
2 航空發動機葉片的模鍛技術
鋁合金廣泛用于制造早期航空發動機中壓氣機和風扇上的葉片,特別是工作溫度較低的航空發動機和艦船、裝甲車和發電機等目前相當部分的葉片仍然用鋁合金制造。對于中小型鍛壓,搖臂采用機械壓力機進行鍛壓。
鋁合金葉片的模鍛工序主要包括:原材料準備、鍛造加熱、鍛造(預鍛、終鍛、切邊)、精壓或校正、熱處理、清理和質量檢查。主要工序說明如下:
(1)原材料準備:對于用過渡族元素強化的鋁合金,尤其是鋁-錳系合金,要注意檢查擠壓棒材上有無粗晶環,若有,則應切除。
(2)模鍛加熱:建議在爐氣循環的轉底式電爐中加熱,毛坯應避免靠近加熱元件;加熱爐最好有超溫報警裝置。
(3)模鍛:通常在機械壓力機上進行,模具預熱至100~150℃或更高。當鍛件出現分層或毛邊橋部出現開裂時,應視情況采取如下措施:改用變形速度較低的設備鍛造、減少變形程度、改善潤滑條件和改進模槽粗糙度以及檢查上下模具毛邊槽形狀和尺寸等。
(4)精壓或校正:精壓的變形程序應小于1%或壓下量小于0.3mm;當葉身出現毛邊時,不允許存在裂紋。
(5)潤滑:模鍛鋁合金葉片的常用潤滑劑有蜂蠟或地蠟、豬油、低黏度機油等;不得使用含鋁粉的潤滑劑。
(6)其他:鋁合金葉片在模鍛過程中要防止粉塵污染;固溶處理宜采用硝酸鹽槽或強制循環的井式爐加熱;葉片鍛件在腐蝕處理廠房里的停留時間不得超過24h。
應該指出,上述注意事項也適用于其他鋁合金鍛件的模鍛,尤其是精鍛。
3 小型構件的摩擦壓力機模鍛技術研發與舉例
3.1 6082鋁合金6"卡箍鍛造工藝實例
圖2和圖3所示分別為鋁硅鎂合金系6082鋁合金6"卡箍的鍛件圖和制坯圖。
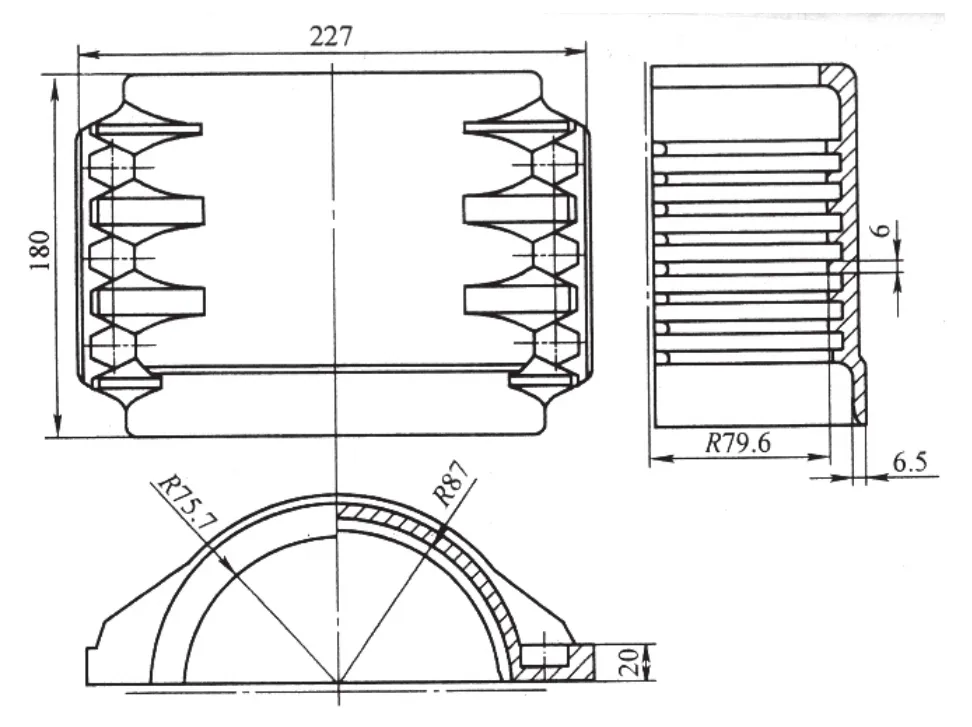
圖2 6082鋁合金6"卡箍鍛件圖
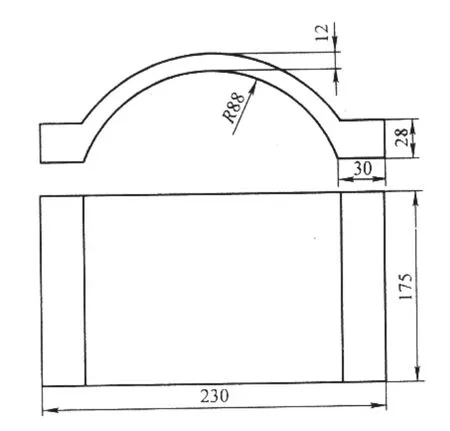
圖3 6082鋁合金6"卡箍制坯圖
6082鋁合金6"卡箍鍛造的主要工藝流程及其工藝操作要點如下:
(1)下料:使用厚28mm,寬175mm的擠壓板料,在帶鋸床上截成長168mm的坯料。
(2) 加熱:在帶強制空氣循環裝置的箱式電阻爐內加熱,加熱溫度470℃,保溫45min。
(3)制坯:在560kg空氣錘上,先將板料中間部分壓薄至厚度12mm,寬度175mm不變,總長280mm,再彎曲至圖3所示的尺寸和形狀。
(4)加熱:使用箱式電阻爐加熱,加熱溫度470℃,保溫30min。
(5)第一次模鍛:在10MN摩擦壓力機上進行。
(5)冷切邊:在1600kN沖床上進行。
(7)酸洗:去除表面油污,暴露表面缺陷。
(8)打磨:去除飛邊毛刺,清理表面缺陷。
(9)加熱:使用箱式電阻爐加熱,加熱溫度470℃,保溫30min。
(10)模鍛:在10MN摩擦壓力機上終鍛成形。
(11)冷切邊:在1600kN沖床上進行。
(12) 酸洗:去除表面油污。
(13)打磨:去除飛邊毛刺。
(14) 熱處理:T6處理,HB≥95。
(15) 酸洗:使表面光亮。
(16) 終檢。
3.2 壓縮機連桿鍛造工藝分析
圖4和圖5所示分別為2A14鋁合金汽車空調壓縮機連桿的鍛件圖和制坯圖。2A14為鋁銅合金系鋁合金,屬于固溶處理加人工強化的鍛鋁合金,適于制造截面較大的高載荷零件。
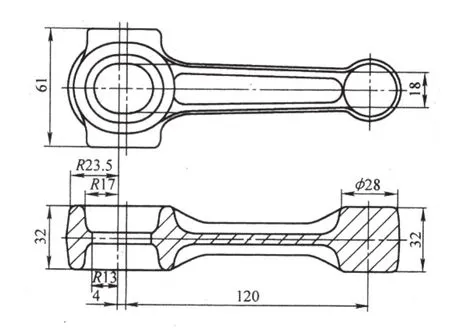
圖4 2A14合金連桿鍛件圖
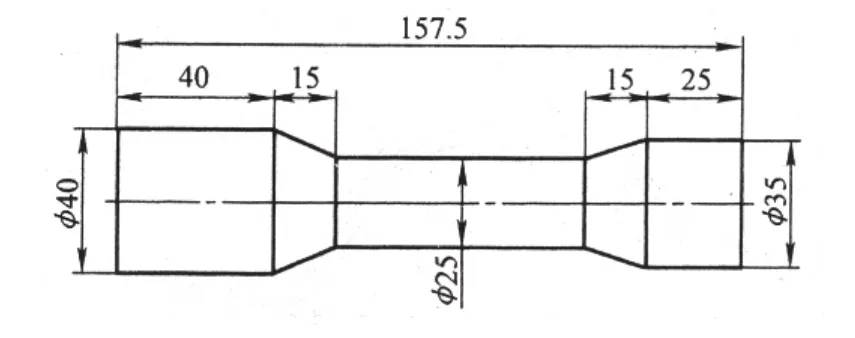
圖5 2A14合金連桿的楔橫軋預制坯圖
2A14合金的鍛壓工藝應由其工藝塑性圖、應力-應變曲線和再結晶圖來決定。該合金在300~450℃范圍內的鍛造工藝性較好,臨界變形程度在15%以下。
2A14鋁合金汽車空調壓縮機連桿鍛造工藝流程及其操作要點如下:
(1)下料:在帶鋸床上將圓棒截成40mm×207mm 的坯料。
(2)加熱:在帶強制空氣循環裝置的箱式電阻爐內加熱,加熱溫度450℃,保溫60min。
(3)制坯:在楔橫軋機上將棒料軋制成如圖5所示的形狀和尺寸,一件坯料可供2個毛坯之用。
(4)加熱:加熱溫度450℃,保溫45min。
(5)模鍛:在4000kN摩擦壓力機上,先將坯料大頭部分在壓扁平臺上壓扁至厚30mm,再將坯料置于模膛內成形。
(6)冷切邊:在1000kN沖床上進行。
(7)酸洗:去除表面油污,使表面光亮。
(8)打磨:去飛邊毛刺。
(9)熱處理:T6處理,HB≥120。
(10)酸洗:使表面光亮。
(11)拋丸。
(12)終檢。
4 小結
①鋁合金鍛件和模鍛件替代鋼和銅等構件或鑄造件是迫切要求輕量化的航天、航空、現代交通運輸業發展的必然趨勢。鋁合金鍛件和模鍛件在火箭、導彈、飛機、汽車、火車、輪船等現代交通運輸工業上的應用將越來越廣泛。
②中小型鋁合金鍛件和模鍛件可選用機械壓力機進行鍛壓,可避免大型液壓機的巨額投資,又可提高生產效率,降低成本。
③應研發各種新設備、新技術、新工藝,不斷提高產品的精度與質量,提高生產效率和降低生產成本,以促進現代交通運輸業的高速發展。
