鑄軋法生產PS版基坯料的質量與工藝控制
2014-04-12 06:55:53郎學春梁魯清
鋁加工 2014年4期
郎學春,梁魯清
(青海橋頭鋁電股份有限公司,青海 西寧 810100)
鑄軋法生產PS版基坯料的質量與工藝控制
郎學春,梁魯清
(青海橋頭鋁電股份有限公司,青海 西寧 810100)
在用鑄軋方法生產PS版基用1050鋁合金鑄軋板坯過程中出現了影響版基材料性能的質量缺陷。通過原因分析,優化生產工藝條件,缺陷得到控制,產品質量有所提高。
PS印刷版基;1050鋁合金;質量缺陷;鑄軋工藝
0 前言
PS版是預涂感光板的簡稱,是膠印機平版印刷中的一種優質印刷版,由印刷中構成圖文部分的感光層和構成親水部分的鋁板基兩部分組成。其中PS版基材料(印刷用PS版鋁板基),以其密度小、良好的穩定性、易進行各種表面處理等優點,具有印刷質量精美,耐印力高,無毒無害,成本低等優點而成為主流板基,廣泛應用于印刷領域[1]。
作為預涂感光板(PS版)的基材——PS版鋁板基,其質量對PS版的分辨力、耐印力和感光度影響很大,特別是彩版,除了要求特殊的化學成分,對板帶的平直度(板形)、力學性能和表面質量(含粗糙度)等都很苛求[1]。國內外鋁加工者為探索先進合理的生產工藝先后采用保證質量的熱軋工藝路線及近年來為節能降耗控成本的鑄軋工藝路線,但鑄軋路線因鑄軋料內部質量、表面偏析和總加工率等原因,生產難度極大,質量極不穩定,困擾著用鑄軋法生產PS版基坯料的生產廠家。某公司在利用電解鋁液試生產PS版基鑄軋坯料的開發中出現了工藝與產品質量問題,通過研究分析原因,調整、優化工藝技術等條件,產品質量得到提高。
1 質量要求及試生產工藝
1.1 合金及規格
合金牌號:PS1050;規格:7.0mm(厚)×1100mm(寬)。
1.2 產品質量要求
1.2.1 化學成分(見表1)

表1 PS1050鋁合金化學成分(質量分數/%)
1.2.2 外形尺寸(見表2)
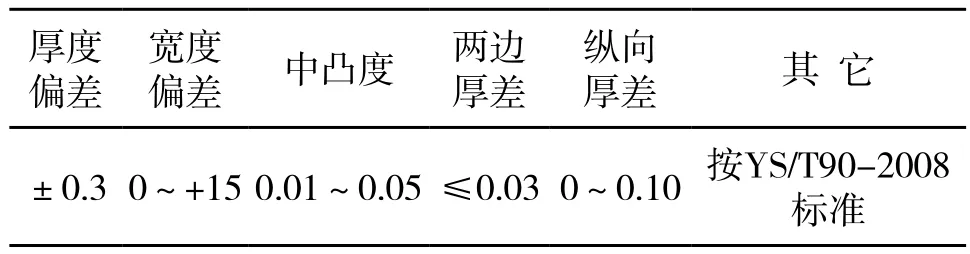
表2 板型控制條件(允許偏差)/mm
1.2.3 低倍、板型及表面質量要求
(1)表面晶粒度上下1級,不允許有表面偏
析、中心偏析、縱向、橫向條紋;(2)氫含量:≤0.12ml/100g.Al;(3)工藝裂邊:≤6mm,邊部缺損≤4mm;除兩邊部50mm外,板面100mm內相鄰兩點厚度差不能超過0.02mm。板橫向厚度變化曲線為拋物線型;(4)鑄軋板表面不允許有黑線、氣道、孔洞、氣泡、裂紋、熱帶、粘輥、劃傷、腐蝕、通條、碰傷等缺陷,目測板面不允許有縱向、橫向條紋。
1.3 生產工藝
1.3.1 熔煉爐配料熔煉(見表3)

表3 合金配料熔煉工藝
1.3.2 保溫爐熔體凈化處理工藝條件(見表4)
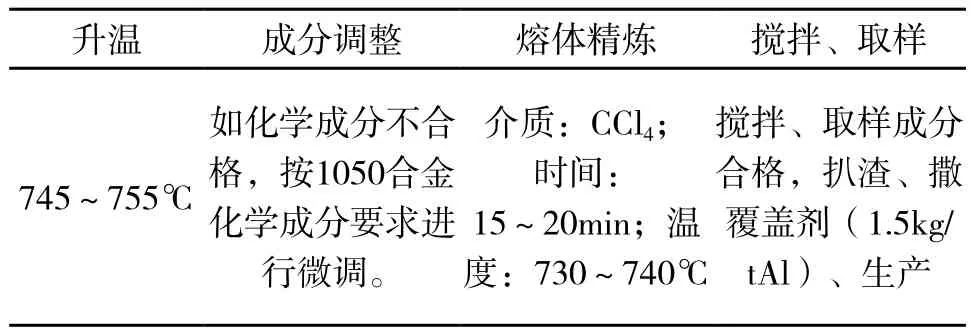
表4 合金凈化工藝條件
1.3.3 在線熔體處理工藝條件(見表5)

表5 合金在線凈化工藝條件
1.3.4 鑄軋主要工藝參數(見表6)
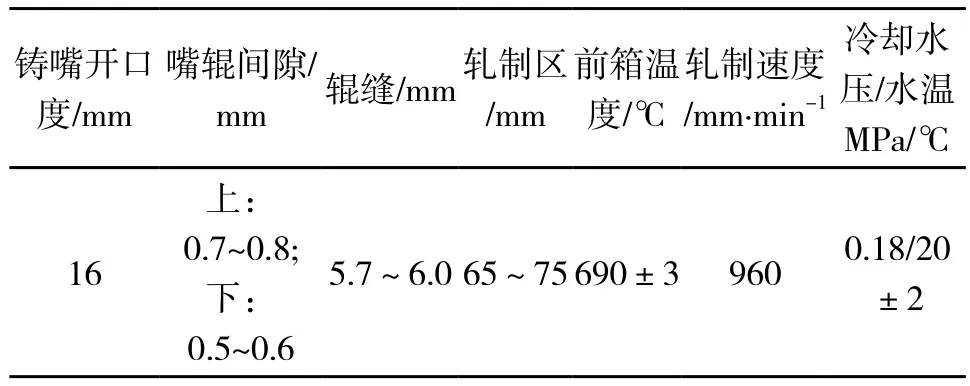
表6 合金鑄軋主要工藝參數
2 產生的主要質量缺陷
2.1 表面黑條
(1)缺陷特征:鑄軋板表面呈現的黑黃的點狀或條狀物,該部位因其雜質成分不同,表面凹凸程度不同,吸收和反射光強度不同,而有黑白之分,通常稱之為黑自條,嚴重影響印刷質量。
(2)缺陷形成原因:鑄軋時鋁液中混入了金屬或非金屬物,經鑄軋成形后,在其組織中分布不均勻,造成雜質、夾雜、偏析等粗糙裂節條紋,形成黑條狀;導路不清潔或外界臟物掉在帶材表面上經軋制而成。經能譜分析,主要雜質是Fe和Si,還有一些Na、Ca、Ti等元素。
2.2 板面橫向條紋
(1)缺陷特征:鑄軋板表面存在著與壓延方垂直,呈一定間距的水平光澤斑紋,無手感。該缺陷除影響外觀質量外,嚴重時在拉伸、彎曲加工時會出現裂紋。
(2)缺陷形成原因:鑄軋時,嘴輥間隙處包覆鋁液的氧化膜周期振蕩并發生破裂,使帶坯表面的凝固速度周期和枝晶間距周期發生變化,從而使表面顯現橫向細紋。鑄軋嘴與軋輥間隙過大,前箱液面過高、波動,機架、供料系統振動,特別是產生共振時易出現這種缺陷。
2.3 粘輥
2.3.1 缺陷特征
板坯牢牢地黏附在鑄軋輥面上。粘輥的板坯面呈暗灰色,硬度增加,使冷軋工藝性能發生改變[2]。
2.3.2 缺陷形成原因
(1)用新磨削的軋輥,當軋入液態金屬時,軋輥新生面與其緊密接觸,液態金屬與輥面的黏結力最強,易發生粘輥。
(2)生產時,熔體過熱,鑄軋速度過快,液穴加深,粘著區弧度加長,鋁與輥面的摩擦系數增大,易出現粘輥。
(3)噴涂系統涂層不當,影響熱交換及鋁與軋輥間的摩擦系數,也易發生粘輥。
2.4 偏析
2.4.1 鑄軋板中心偏析
(1)缺陷特征:在鑄軋帶材厚度方向的中心部位,聚集著較多的Fe、Si和低熔點不平衡過剩化合物、雜質元素等形成的偏析。經過堿溶液腐蝕后,在板坯中心觀察到一條或一條斷斷續續的連線。這些化合物大多為硬脆物,過度集中會影響材料的加工性能、理化性能和力學性能[2]。
(2)缺陷形成原因:鑄軋速度偏高和熔體過熱時,液穴深度加深,中心線偏析增加;冷卻強度過低,板坯與輥面熱交換率低,導致凝固時間長,中心線偏析增加;嘴腔前沿開口偏小,易產生中心線偏析。
2.4.2 表面偏析
(1)缺陷特征:鑄軋帶材表面點狀缺陷聚集,呈帶狀,縱貫鑄軋帶坯全長。經高濃度混合酸或堿溶液侵蝕后發黑,缺陷部位Fe、Si含量遠高于正常部位。
(2)缺陷形成原因:鑄軋速度過高,熔體過熱,導致鑄軋區液穴加深,凝殼變薄,易發生重熔,形成表面偏析帶;嘴輥隙尺寸不合理、供料嘴局部破損等都易引起表面偏析;供料嘴前沿開口過大,易出現表面偏析;軋輥材質不均或輥芯局部阻塞,使局部發生較薄凝殼,液穴區拉長,易出現重熔,共晶熔體從板材中心部位向表面枝晶間滲透[3]。
2.5 麥穗晶
(1)缺陷特征:鑄軋帶坯浸蝕后,全部或部分寬度的表面上呈現粗大的縱向帶狀花紋,橫截面表層為排列緊密的片狀胞晶,由表層到里層,胞晶的片逐漸變厚,表面層約為1.0~1.5mm厚,表層往里為羽毛狀晶,到中心為等軸晶。
(2)缺陷形成原因:熔體過熱、結晶前沿溫度梯度過大、熔體在爐中停留時間過長以及變質失效等都是產生麥穗晶的主要原因[3]。
3 質量缺陷的控制措施
3.1 黑條的消除措施
(1)提高鋁的純潔度,使用99.70品位電解鋁液。
(2)選用含雜質較少(Ca、Na等)的高質量金屬熔劑。
(3)改用高純度的Ar氣(純度大于99.995)代替N氣作為熔體精煉介質,同時加強熔體質量精煉凈化,最大限度減少氣渣含量。控制熔體H含量小于0.12mL/100g.Al。
3.2 控制板面橫向條紋措施
(1)適當降低鑄軋速度,鑄軋速度由原來的960mm/min降至930mm/min。
(2)前箱液位控制采用自動控制系統,并在流槽中放置相應過濾板,控制并保持前箱液面高度的穩定性。
(3)適當調整嘴輥間隙,由原來的上0.7 ~0.8mm、下0.5~0.6mm調整為上0.6mm、下0.4mm。
3.3 消除粘輥措施
(1)避免熔體過熱,適當降低鑄軋速度,鑄軋速度調整為930mm/min。
(2)提高冷卻強度,確保冷卻水的暢通,冷卻水壓由0.18MPa提高到0.20MPa。
(3)對新磨削的軋輥,使用前進行烘烤,使輥面形成氧化保護膜和碳層,改善熱交換條件和減小鋁與軋輥間的摩擦系數。
(4)適當提高卷取張力,有利于減輕粘輥。卷取張力由55kN提高到70kN。
3.4 中心偏析控制措施
(1)避免熔體過熱,適當降低鑄軋速度,鑄軋速度調整為930mm/min。
(2)提高冷卻強度,增加冷卻水量和水壓,冷卻水壓由0.18MPa提高到0.20MPa。
(3)定期清理輥芯,確保水道暢通。
(4)選擇合適的嘴腔前沿開口,鑄嘴開口度13.5±0.5mm。
3.5 表面偏析控制措施
(1)避免熔體過熱,適當降低鑄軋速度,鑄軋速度調整為930mm/min。
(2)適當增大鑄軋區,由65mm增加到70mm。使變形區增大,板輥接觸緊密,減少重熔析出。
(3)安裝供料嘴時,使嘴滾間隙、嘴唇前沿對中,鑄嘴磨削后保證輥面的清潔和嘴腔的通暢,合理設計嘴腔厚度和墊片分布,確保結晶前沿的溫度均勻。
3.6 麥穗晶的消除措施
(1)避免熔體過熱,盡量縮短熔煉和靜置時間,熔煉時間由4h縮短為3h。
(2)提高冷卻強度,冷卻水壓由0.18MPa提高到0.20MPa。
(3)采用質量較好的Al-5Ti-1B絲細化劑。
4 結論
(1)避免熔體過熱,適當降低鑄軋速度,可有效消除或減小1050合金PS鑄軋板坯中心偏析、粘輥、橫向條紋的產生。
(2)避免熔體過熱,縮短熔體熔煉及靜置時間,并選用質量過關的細化劑,可有效減少麥穗晶(粗大晶粒)的出現。
(3)適當增大鑄軋區長度,提高鑄嘴材質和組裝質量,降低鑄軋速度,可以消除板坯表面偏析缺陷。
(4)選用高質量及純潔度較高的原輔材料,可降低板坯黑條缺陷的產生。
(5)提高冷卻強度,加強軋輥的合理烘烤,可有效降低粘輥現象。
[1] 司圣杰.添加電解液法生產PS版鋁板基用鑄軋坯料的工藝研究 [J].有色金屬加工,2011,40(3):20
[2] 肖立龍,肖菡曦.電解鋁液鑄軋生產板帶箔材[M].北京:冶金工業出版社,2011
[3] 劉靜安,單長智,等.鋁合金材料主要缺陷與質量控制技術[M].北京:冶金工業出版社,2012
(編輯:余東梅)
Quality and Process Control for Aluminum Lithographic Support Material Stock Produced by Casting & Rolling Method
LANG Xue-chun, LIANG Lu-qing
(Qinghai Qiaotou Aluminium & Power Co.,Ltd,Xining 810100)
During producing1050 aluminum alloy cast and rolled plate stock used for aluminum lithographic support material produced by casting and rolling method, the quality defect which effects on support material can be caused. Defect can be controlled by analyzing the cause and optimizing process condition, and the quality of products can be improved.
aluminum lithographic support material; 1050 aluminum alloy; quality defect; casting & rolling process
TG339
B
1005-4898(2014)04-0019-04
10.3969/j.issn.1005-4898.2014.04.05
郎學春(1976-),男,云南鎮雄人,工程師,主要從事輕金屬冶煉生產與技術研發。
2014-05-02
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03