鋁箔分切加工打卷系統設計
2014-04-12 06:55:58張艷梅湯受鵬
鋁加工 2014年4期
張艷梅,湯受鵬
(山東商務職業學院,山東 煙臺 264670)
鋁箔分切加工打卷系統設計
張艷梅,湯受鵬
(山東商務職業學院,山東 煙臺 264670)
成品鋁箔展開后分切成多股,再加入染色、沖孔等加工后,打卷的加工系統是這些年來膠東半島制造業,特別是新興的鋁產品加工業一個重要發展對象。恒功率力矩電機可以很好的解決開卷和收卷過程中力矩和轉速的自動比例變化;變頻器與異步電機很容易使操作者掌控整體加工速度,但是兩者配合必須加入平衡功率需要的磁粉制動器。因為利用PLC模擬量三路控制上述原件的系統是發展分切加工打卷系統最佳途徑。
鋁箔分切加工打卷系統;力矩電機;變頻電機;磁粉制動器;PLC
0 前言
隨著煙臺葡萄酒和啤酒制造業的發展—特別是酒瓶蓋機加工和噴涂,以及煙臺汽車工業的發展,煙臺的鋁加工業發展很快。2012年以來,山東省煙臺市的科技課題中,有關扶持相關企業的鋁加工機電設備的設計任務也逐年增多。 如煙臺藍天鋁廠主要從事鋁箔涂層和鋁板印刷的生產,該公司的鋁箔分切打卷機為仿制國外類似設備,加工對象是厚箔(厚度為0.1mm~0.2mm的箔)和雙面光鋁素箔(軋制后不經任何其他加工的鋁箔,也稱光箔)等各種鋁材料。目前由于效率和自動化技術的發展,設備已經到了必須升級改造的時候了。
1 鋁箔分切打卷機系統常見設計
一般鋁箔分切打卷機的加工功能是將寬度約為1m(標準尺寸為950mm)的鋁箔開卷后,分切成3股寬度精準為300mm的窄鋁箔條。通過刀具切割自動在機器前后兩端同步打捆成3個小鋁箔卷。當每個鋁卷纏繞直徑達到0.5m,總長度約為1000m時,停車完成加工,如圖1所示。
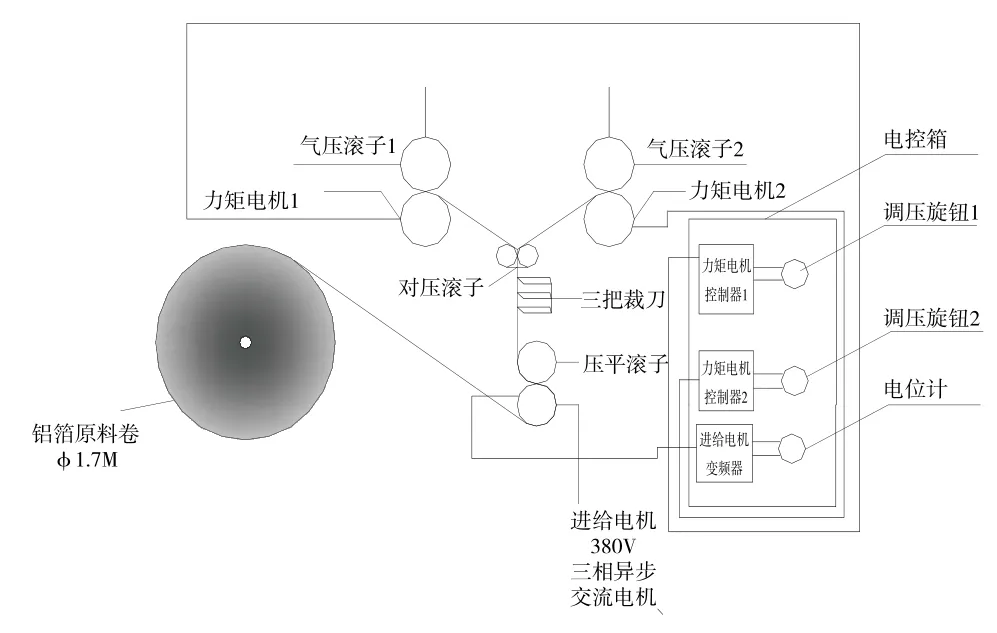
圖1 某鋁廠分切打卷系統原理圖
傳統系統具體設計功能是:
(1)工作人員將總質量小于等于5t,直徑約為1.7m,總長度約為3000m,寬度約為0.95m的待加工鋁箔卷安裝在滾動軸承支座上,人工牽引出鋁箔板源頭裝入送進電機滾子內。
(2)送進電機與壓平滾子連接,送進電機調速由變頻器控制。通過調整電位計阻值,改變變頻器的0~10V模擬量輸入端子的電位;從而使變頻器輸出不同頻率的電壓。送進電機實現無級調速,壓平滾子負責將不平整的鋁箔進行初步壓平處理。
(3)電機滾子上部帶有若干刀具,相鄰刀具之間的距離為300mm。在力矩電機的拖動下,將鋁箔進行修整、剪裁。氣壓滾子最后壓平處理,以減少鋁箔卷起時厚薄不均等情況。
(4)力矩電機負責將已經加工好的材料進行收卷打捆。通過力矩電機控制器的0~10V模擬量調壓旋鈕,可以改變力矩電機輸出不同的交流電壓。調整力矩電機的輸出轉速和轉矩,即力矩電機總功率。
2 傳統鋁箔分切打卷機系統常見故障分析
目前的操作方法:在啟動時用戶先把左力矩電機輸出電壓調到150V左右,右力矩電機調到160V左右(因兩邊力矩電機的軸轉矩可能有差別),用手拍測試鋁箔是否張緊合適,張緊后調整變頻器頻率到12.5Hz左右啟動送進電機。此時鋁箔送進速度為50m/min左右。然后把送進電機頻率逐步調高,力矩電壓也隨后調高跟進。這種操作方法會使送進電機轉速和力矩電機轉矩得不到很好的轉動配合,若先調電頻稍高,使送進速度明顯高于收卷速度,容易造成鋁箔打卷打折,若先調力矩電機電壓稍高則容易使送進速度明顯低于收卷速度而造成鋁箔繃斷,且操作起來繁瑣。因而常見的系統故障分析如下。
(1)力矩電機調速與送進電機調速手動操作很難同步分析原因為:①每種鋁箔的厚度不同,收卷功率即力矩電機的電壓需要操作員來現場調節;②由于分切后染色、沖孔的時間工藝要求不同,送進的速度也需要操作員來掌控。傳統系統低自動化設備率成為操作員分開掌控,特別是在調節時非同步調節的原因。
(2)力矩電機長時間工作容易發熱燒毀,力矩電機本易發熱,長時間低壓工作(一般指處于300V以下)更容易燒毀。但是由于加工工藝需要,有時需要控制鋁箔的送進頻率很低。這時需要力矩電機的配合功率也很低,因此電機不得已處于低壓工作。
3 系統機械部分改進設計
針對上述問題,機械方面可做如下改造,如圖2所示:
(1)增加兩個平壓滾子,并在滾子2下增加壓力傳感器。通過傳感器0~10V的模擬輸出檢測鋁箔的張緊程度。
(2)為防止低速加工時,力矩電機由于低功率運行而所需電壓過低的情況。在開卷滾子上增加磁粉制動器來平衡系統低速加工時力矩電機保持300V以上電壓的需要。
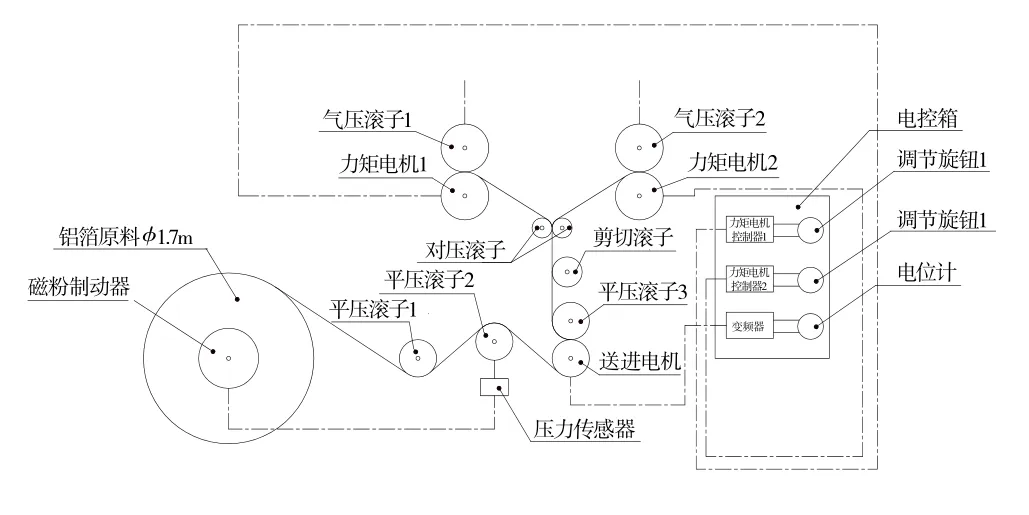
圖2 機械布局改進后的鋁箔分切收卷系統
4 電氣部分改造設計
為實現綜合控制,在原設備上添加觸摸屏、可編程控制器PLC及模擬量輸入輸出模塊。具體方式是觸摸屏通過通信電纜連接西門子S7-200 PLC,PLC再通過數據線連接1個模擬量輸入EM231模塊和2個模擬量輸出模塊EM232。導線連接第一個EM232模塊,分兩路端子模擬量輸出;與左右兩個YLJK-III型150A三相力矩電機的調壓輸入端子連接控制。第二個EM232模擬量兩路輸出端子,一路到AB Flex40變頻器模擬量調頻輸入端子,另一路經過3.6倍電路放大送入磁粉制動器(因其制動力矩模擬輸入為0~36V)。EM231模塊負責閉環反饋壓力傳感器張緊值、力矩電機電壓和變頻器輸入頻率。以此完成硬件組態,如圖3所示。
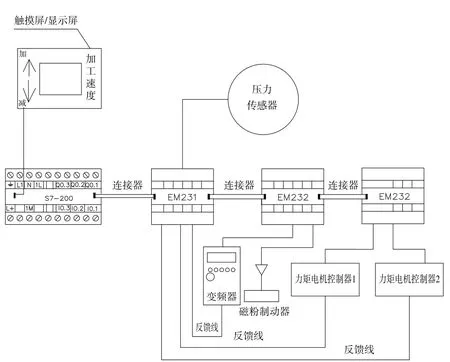
圖3 鋁箔分切收卷系統的電氣改造
4.1 西門子S7-200PLC控制A-B Flex40變頻器的設置方法
AB Power Flex 40變頻器有 RS485通訊接口,可采用MODBUS的通訊協議與PLC進行通訊,可以通過PLCEM235模塊控制變頻器模擬量的輸出。
在PLC與變頻器實現通訊連接后 ,就能根據通訊狀態的字符去判斷變頻器的工作狀況,例如啟動、停止及工作狀況和參數數據。利用觸摸屏對參數進行修改,通過PLC對變頻器進行相應的控制,如控制變頻器的啟動、停止、頻率輸出等。
4.2 西門子S7-200PLC控制YLJK-III型150A三相力矩電機控變頻器的設置方法
首先,將兩個力矩電機控制器的調控輸出旋鈕去掉,然后將西門子的EM232模塊分別連接到兩個控制器的控制接線端子上,通過程序使EM232模塊輸出端子分別輸出0~10V的控制電壓,進而控制兩個力矩電機控制器上調控旋鈕的電位。
力矩電機控制器一般有六個接線柱,三相交流電源經自動開關(電機堵轉電流上130%)接入力矩電機控制器的輸入A、B、C接線柱,控制器的輸出D1、D2、D3連接力矩電機的接線柱W1、V1、U1,力矩電機接線必須符合Y型、△型接法,Y型力矩電機的公共點(即中心點)不需接到電源零線上。
5 改進后的操作編程思路
用戶可在觸摸屏上只設有系統加工速度控制一個對話框或者旋鈕,即送進電機的頻率控制,力矩電動機的電壓和制動器的模擬量輸入可由程序自動控制。程序開發思路是:
(1)用戶啟動送進電機后,PLC根據用戶的頻率設置自動預判系統的開卷線速度,即展開后整體平進加工速度。
(2)PLC逐步調高力矩電機的輸出電壓,力矩電機功率逐漸增大;開、收卷同時的轉速逐步提高。
(3)由于設備初開時一般整體速度較低,當力矩電機電壓增大到一定值后,壓力傳感器檢測鋁箔的張緊力明顯變低,此時力矩電機的電壓往往也較低。
(4)PLC接收到壓力傳感器張緊力變低信號后,同步繼續增大磁粉制動器和力矩電機的電壓,即同時增加力矩電機的功率和磁粉制動器的制動力矩。雖然此時有一些“矛盾能耗”,但是這種能耗正是杜絕低加工速度下,力矩電機低電壓運行的最好方法。
(5)如果力矩電機電壓增加到300V以上,而磁粉制動器也存在制動電壓時,PLC停止增加力矩電機電壓,直到操作者繼續提高系統加工速度為止。
(6)如果操作者繼續提高系統加工速度,PLC自動逐步減少磁粉制動器的輸出電壓以保持系統轉速和鋁箔的張緊程度。
(7)當操作者繼續提高系統加工速度以至磁粉制動器電壓為零時,繼續提高系統加工速度將使力矩電機的電壓從300V逐步提高到380V。
(8)當操作者提高系統加工速度最終使力矩電機電壓達到380V,磁粉制動器輸出電壓為0時,PLC提示用戶系統已達速度上限。
(9)系統在上述任何一種狀態下,收卷力矩和收卷角速度由力矩電機自動調整。
上述程序思路雖然稍顯復雜,程序編制也較大,但是在目前一般的PLC運算能力下,其實現過程相當快捷,操作員往往體會不到整個過程的運算執行時間,因此實現了單控制自動智能化。
6 小結
目前我國還沒有類似系統的成熟技術,中國企業技術人員到德國企業進行技術調研學習后對德國機器進行仿制,但效果存在極大的技術難點,且一直沒有得到合理解決。通過在收卷滾子與刀具之間安裝測試張力的傳感器和平衡磁粉制動器,以及PLC模擬量自動化設備的加入,可以使系統在任意加工速度下自動處于一個穩定連續的工作狀態。
(編輯:余東梅)
重大西南鋁研制出航空航天用高性能高強鋁合金
重慶大學和西南鋁業集團有限公司攜手參與的重慶市科技計劃應用技術研發重大項目“航空航天用高性能高強鋁合金關鍵技術及產業化”順利通過市科委組織的專家驗收。該項目先后突破了鑄造組織表征及冶金缺陷規范標準、7050鋁合金軋制工藝控制、7085鋁合金形變熱處理組織與性能的定量關系等多項關鍵技術,并建成了7050鋁合金超厚板和7085鋁合金自由鍛件生產線,具備年產1萬噸鋁合金超厚板和1千件鋁合金鍛件的生產能力。
亞洲第一鋁合金輪轂投資項目30億開工
由浙江萬豐奧特集團投資的高端汽車零部件產業基地在涪陵正式開工。萬豐奧特集團擁有中國最大的鋁合金輪轂生產基地,主要為知名車商配套生產高端鋁輪,生產規模位列亞洲第一、世界第二。此次在涪陵開工建設的高端汽車零部件項目總投資30億元,投產后,年產600萬件汽車零部件,年產值達50億元,實現利稅8億元。項目一期將于2015年10月建成投產,屆時將為長安福特每年配送300萬只汽車鋁輪轂。
Design of Coiling System for Aluminum Foil
ZHANG Yan-mei, TANG Shou-peng
(Shandong Business Institue, Yantai 264670, China)
Such coiling system is very important to the new developement of aluminum industry in Yantai. The torque motor can automatically adjust the torque and the rotation rate. Converter motor and asynchronous motor can be used for controling the whole speed by operators. PLC can be used to control the coiling system.
aluminum foil coiling system; torque motor; converter motor; magnetic powder brake; PLC
TG333.2+4,TP27
B
1005-4898(2014)04-0057-03
10.3969/j.issn.1005-4898.2014.04.14
張艷梅(1972-),女,山東煙臺人,工學碩士,講師。
2014-04-20
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
自動化博覽(2014年12期)2014-02-28 22:34:39