醋酸裝置安裝工程中鋯管焊接工藝及應(yīng)用研究
2014-04-11 10:35:34蔣愛國
化工裝備技術(shù) 2014年1期
蔣愛國
(上海華誼建設(shè)有限公司)
鋯在地殼中的含量為0.25%~0.28%,與Cr的含量相當(dāng)。由于其提煉加工困難,價格昂貴,被列為稀有金屬。工業(yè)純鋯在大多數(shù)有機(jī)酸、無機(jī)酸、強(qiáng)堿和一些熔態(tài)鹽中均具有良好的耐蝕性[1]。近年來鋯越來越多地被應(yīng)用于化工領(lǐng)域。
2009年,上海華誼建設(shè)有限公司承接的安徽華誼化工有限公司50萬t/a醋酸工程中,由于醋酸及其合成之介質(zhì)在催化劑碘化銠等的作用下有極強(qiáng)的腐蝕性,而鋯材具有高耐蝕性,故裝置中采用了大量的鋯材Zr702和鋯材Zr702管道。鋯材生產(chǎn)過程復(fù)雜,鋯材制設(shè)備的制造工藝也復(fù)雜,其設(shè)備、管材、管件價格昂貴。鋯材管道焊接工藝復(fù)雜,焊接保護(hù)裝置也復(fù)雜,其加工設(shè)備、加工方法、焊接設(shè)備、焊接環(huán)境均要求高,所有焊口需在專門的加工廠完成,在施工現(xiàn)場設(shè)有專門的鋯材焊接預(yù)制場。限于現(xiàn)場施工條件,金加工需要的機(jī)械設(shè)備現(xiàn)場得不到滿足,困難較大。我們進(jìn)行了一系列工藝試驗,精心制定施工方案,嚴(yán)格控制焊接質(zhì)量,確保了該工程特殊材料管道安裝的順利完成。
1 鋯材簡介
1.1 鋯材的性能概述
鋯材是優(yōu)異的耐蝕結(jié)構(gòu)材料,較廣泛應(yīng)用于核動力工程和化工耐蝕結(jié)構(gòu)。鋯材在許多有機(jī)酸、無機(jī)酸、強(qiáng)堿和熔融鹽中具有優(yōu)異的耐蝕性和導(dǎo)熱性,具有良好的抗高溫性能和耐水蒸氣腐蝕性能。目前常用的鋯材為Zr702(ASME SB551分類號為R60702),其主要化學(xué)成分及機(jī)械性能如表1所示。
1.2 鋯材的物理性能
鋯為銀白色金屬,熔點(diǎn)為1852℃,無磁性,密度為6.51 g/cm3。在常溫下,鋯為密排六方晶格,稱為α相,862℃以上為體心立方晶格,稱為β相。鋯材與其他金屬材料的物理性能對比見表2。

表1 Zr702主要化學(xué)成分及機(jī)械性能
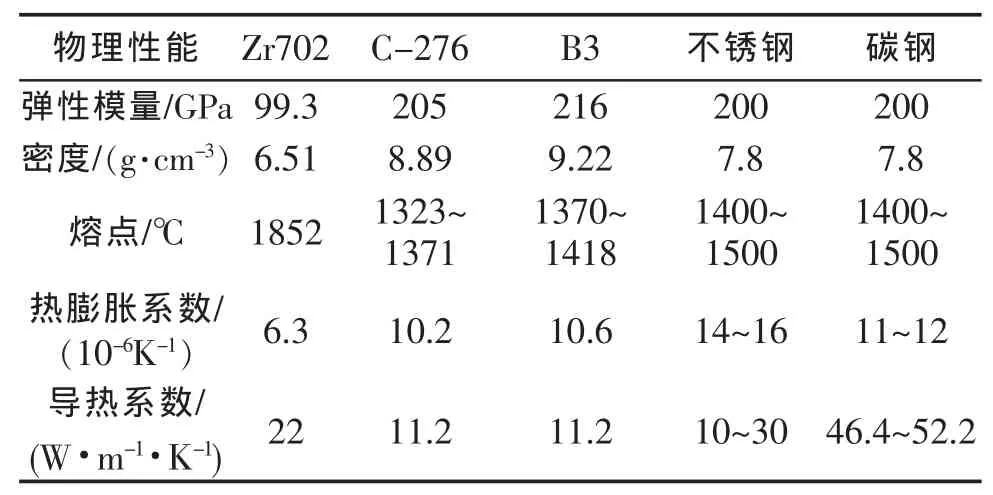
表2 鋯材與其他金屬材料物理性能對比
由表1的數(shù)據(jù)可知Zr702的一些焊接特性:。
(1)Zr702的彈性模量低,焊接殘余應(yīng)力小。。
(2)Zr702的熔點(diǎn)高,導(dǎo)熱系數(shù)相對較小,因此熔池容易過熱。
(3)Zr702的熱膨脹系數(shù)低,僅為碳鋼的一半,因此焊接變形小。
(4)Zr702的導(dǎo)熱系數(shù)中等,為碳鋼的一半,焊接時應(yīng)注意層間溫度。
(5)Zr702的密度低,焊縫容易成型且美觀,表面張力相對較大,焊縫表面光滑,單面焊雙面成型性能也好。
1.3 鋯材的化學(xué)性質(zhì)
鋯是高活性金屬,純鋯熔點(diǎn)高達(dá)1852℃,因此鋯材焊接需要采用大能量熱源。鋯在高溫下化學(xué)活性很大,極易與空氣中的氧、氫、氮發(fā)生反應(yīng),使其機(jī)械性能與耐蝕性能急劇降低。當(dāng)被加熱到焊接溫度時,鋯極易熔解其表面氧化物。鋯與氧在200℃開始發(fā)生反應(yīng),與氫在300℃開始發(fā)生反應(yīng),與氮在400℃開始發(fā)生反應(yīng)。鋯對雜質(zhì)的存在十分敏感,微量的雜質(zhì) (如氧、氫、氮、碳等)就可導(dǎo)致脆化,直接影響到它的塑性、韌性。
2 鋯材Zr702焊接工藝評定
2.1 Zr702焊接特點(diǎn)
鋯材Zr702焊接性良好,可用不同的焊接方法進(jìn)行焊接。Zr702的導(dǎo)熱性差,在焊接高溫作用下往往會導(dǎo)致焊接組織粗大、熱影響區(qū)增寬、接頭塑性下降;Zr702熱膨脹系數(shù)小,焊接變形小;Zr702彈性模量小,焊接殘余應(yīng)力小。Zr702的高溫強(qiáng)度大,塑性好,結(jié)晶溫度區(qū)間小,在晶界上形成的低熔點(diǎn)共晶物少,所以熱裂紋傾向很小;Zr702的流動性好,因此比較容易獲得優(yōu)質(zhì)的焊接接頭。Zr702的焊接工藝接近于鈦,而焊接過程中保護(hù)要求要高于鈦,焊接措施要嚴(yán)于鈦[2]。
2.2 焊接方法和焊材的選擇
根據(jù)現(xiàn)場施工的條件,Zr702對接焊縫采用手工鎢極氬弧焊。焊材選擇主要考慮 “等成分原則”,以滿足耐腐蝕要求。焊絲選用ERZR2,AWS A5.24對鋯材焊絲的主要化學(xué)成分要求見表3。

表3 焊絲ERZR2化學(xué)成分
2.3 焊接工藝評定標(biāo)準(zhǔn)和工藝評定項目的確定
由于當(dāng)時國內(nèi)沒有現(xiàn)成的鋯材焊接工藝評定標(biāo)準(zhǔn),所以根據(jù)與設(shè)計方、業(yè)主的合同要求,按ASME鍋爐壓力容器規(guī)范第Ⅸ卷進(jìn)行焊接工藝評定。根據(jù)工程中鋯材的厚度確定工藝評定項目及試驗要求、取樣數(shù)量。有關(guān)焊接工藝評定詳見表4。
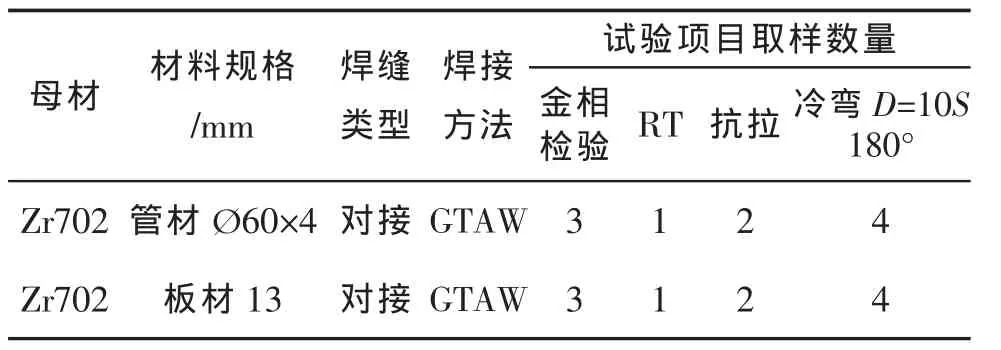
表4 與Zr702相關(guān)的工藝評定項目及試驗要求
2.4 對接焊接工藝評定
管子工藝評定焊接坡口如圖1所示,板材工藝評定焊接坡口如圖2所示。
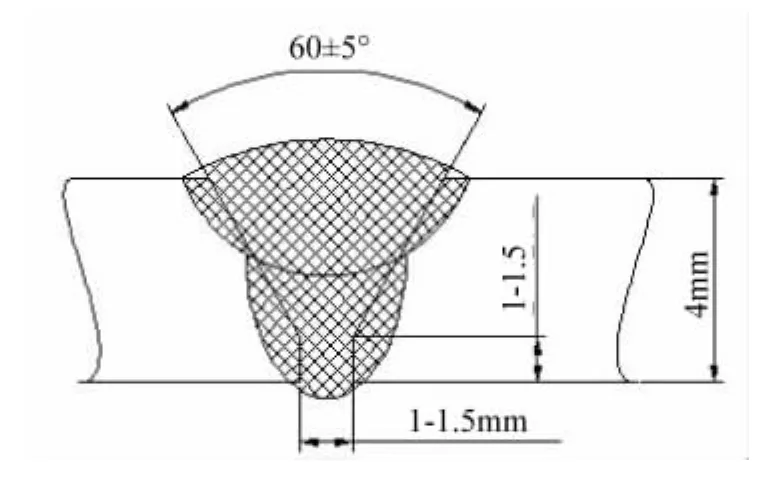
圖1 管子工藝評定焊接坡口
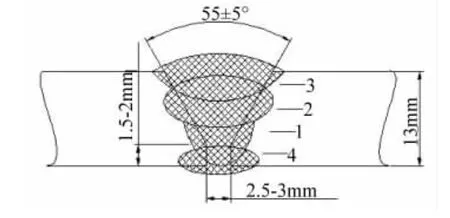
圖2 板材工藝評定焊接坡口
管子工藝評定焊接工藝參數(shù)、板材工藝評定焊接工藝參數(shù)分別如表5、表6所示。
評定結(jié)果如下:外觀檢查無裂紋、未焊透、未熔合等缺陷;無損檢測、力學(xué)性能、彎曲試驗均合格。

表5 管子工藝評定焊接工藝參數(shù)
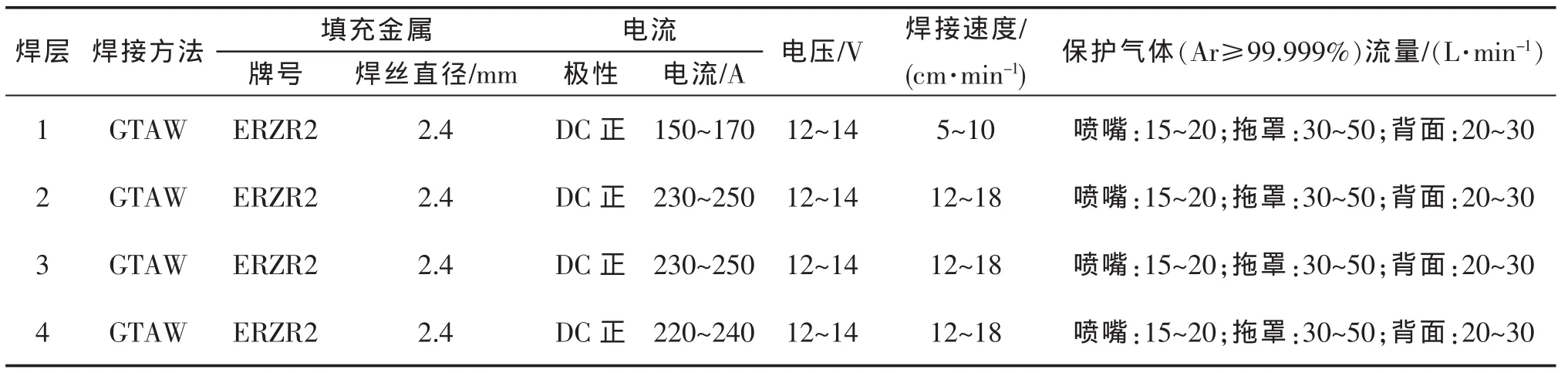
表6 板材工藝評定焊接工藝參數(shù)
3 合格焊工培訓(xùn)考核
焊工要按照“國家質(zhì)檢總局” 《鍋爐壓力容器壓力管道焊工考試與管理規(guī)則》的要求考試合格且項目在有效期內(nèi)。公司鋯材焊工2006年在合肥通用所進(jìn)行了Zr702焊接的培訓(xùn),并按 《鍋爐壓力容器壓力管道焊工考試與管理規(guī)則》進(jìn)行考試,取得該項目鍋爐壓力容器壓力管道焊工資質(zhì)。后又進(jìn)行換證培訓(xùn)考試。
在上崗施焊前還要進(jìn)行培訓(xùn)及技能測試,以確保鋯材的焊接質(zhì)量。在鋯材正式安裝施焊前,由監(jiān)理對焊接機(jī)具、材料、設(shè)備及場地等進(jìn)行檢查。此外,還對4名焊工逐一進(jìn)行固定位置試樣的考試,焊件經(jīng)外表檢測和探傷合格后,方準(zhǔn)許正式焊接。
4 安裝過程中焊接質(zhì)量控制要點(diǎn)
4.1 鋯材焊接要求
焊前對鋯管道材料和焊絲表面進(jìn)行機(jī)械清理和化學(xué)清洗,放置時間超過4 h,應(yīng)使用溶劑對坡口及其兩側(cè)50 mm范圍內(nèi)再清洗一遍,焊絲也要清理。
保護(hù)拖罩應(yīng)根據(jù)接頭形式確定,盡可能與焊件表面貼合嚴(yán)密,防止空氣漏入保護(hù)失效。管內(nèi)充氬氣保護(hù),兩端采用硬質(zhì)海綿塞,確保不漏氣,表面間隙采用耐高溫膠布輔助封閉措施,應(yīng)達(dá)到良好的背面保護(hù),以提高保護(hù)效果。
為防止有害氣體對焊接區(qū)域的侵入,對于溫度高于200℃的熱態(tài)焊件,必須采取有效的高純度氬氣 (99.999%)保護(hù),并注意焊接用具、人員的衣著和工具干凈無塵。
三路保護(hù)氣體 (焊炬、拖罩、背面保護(hù))應(yīng)獨(dú)立供氣,到達(dá)均勻,無紊流和互相干擾。檢查輸氣管路,應(yīng)無泄漏、無殘留水分。輸氣軟管應(yīng)采用塑料管、尼龍管,禁止使用橡膠管等易吸濕材料管道。
為保證保護(hù)有效,焊接前三路保護(hù)氣體應(yīng)提前送氣,焊接停止后應(yīng)繼續(xù)送氣,直到焊接區(qū)域冷卻到200℃以下。
為達(dá)到有效保護(hù),焊接時一般不做橫向擺動。焊接規(guī)范(電流、電壓、保護(hù)氣流量、焊接速度等)根據(jù)焊接作業(yè)指導(dǎo)書的具體數(shù)據(jù)執(zhí)行,焊接作業(yè)指導(dǎo)書依據(jù)焊接工藝評定及現(xiàn)場施焊條件進(jìn)行制定。
焊接過程中,焊絲加熱端必須始終處于氬氣保護(hù)區(qū)內(nèi)。焊絲一旦離開氬氣保護(hù)發(fā)生變色,應(yīng)將變色部分剪去。
當(dāng)焊縫表面及熱影響區(qū)發(fā)現(xiàn)有不可接受的變色時,應(yīng)立即停止焊接,查明原因,采取措施,并驗證措施確實有效后方可繼續(xù)焊接。輕微的表面變色可用不銹鋼絲刷清除,變色嚴(yán)重的焊接區(qū),必須鏟除干凈,修復(fù)后方可繼續(xù)焊接。
4.2 組對點(diǎn)焊的要點(diǎn)
管子、管件組對在不銹鋼組對架上進(jìn)行,組對時不得用鐵錘 (可用木錘或銅錘)敲打,不允許強(qiáng)力組裝。
坡口兩側(cè)各25 mm范圍內(nèi),焊件表面采用合金刮刀或不銹鋼絲刷去除氧化膜。坡口內(nèi)外側(cè)50 mm范圍內(nèi)采用丙酮或純酒精等不含氯的溶劑除去油脂、水分、灰塵等雜物。吸入溶劑的物料不得使用毛巾、棉紗,應(yīng)用干燥的海綿或綢布。焊接材料(焊絲)用同樣的方法進(jìn)行清洗。
定位焊必須采用與正式焊接同樣的焊接材料及工藝,焊縫的厚度不得超過管子壁厚的2/3,長度為10 mm左右。定位焊縫不得有裂紋、氣孔、未焊透、氧化變色等缺陷。如有缺陷,應(yīng)清除重焊。
4.3 焊接檢查、記錄及返修控制要點(diǎn)
焊接過程中施工員、質(zhì)量員在場監(jiān)督焊接工藝執(zhí)行情況,并記錄焊接的各類數(shù)據(jù),焊接中發(fā)現(xiàn)表面缺陷 (夾渣、氣孔、裂紋、咬邊、未熔合、變色等)應(yīng)及時處理。
鋯材焊縫外觀檢查除不得有常規(guī)焊接缺陷外,還可通過檢查焊縫表面及熱影響區(qū)的顏色來判斷氬氣的保護(hù)效果和表面是否被氧化,如表7所示。
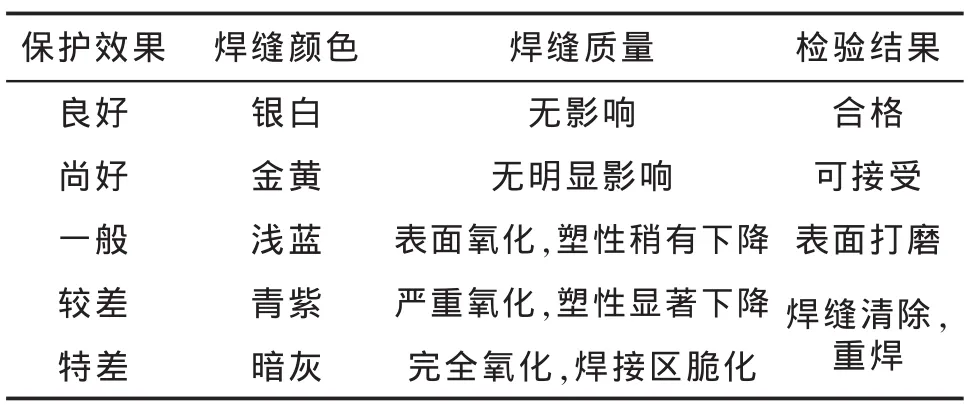
表7 以焊縫表面及熱影響區(qū)的顏色來判斷氬氣的保護(hù)效果
每個焊口焊接完成經(jīng)檢驗合格后,應(yīng)在管道單線圖上標(biāo)注施焊焊工姓名或焊工鋼印號。
焊縫無損檢測及合格標(biāo)準(zhǔn)按設(shè)計技術(shù)文件的要求。焊縫如果存在不能允許的缺陷,必須進(jìn)行返修;缺陷應(yīng)采用機(jī)械方法去除,并經(jīng)檢查確認(rèn)缺陷已全部消除后,方可補(bǔ)焊;焊縫返修時,焊前清理、焊接工藝、焊接檢驗應(yīng)按原要求進(jìn)行。
焊縫同一部位的返修不得超過兩次,兩次返修仍不合格,應(yīng)切除重焊。
5 結(jié)論
通過對Zr702焊接工藝評定試驗和工藝研究,制訂了合理的施工工藝方案,使整個工程中鋯材焊接質(zhì)量達(dá)到較高水平,焊縫一次合格率達(dá)到99.8%。這次工程可以得出如下結(jié)論:
(1)在安裝現(xiàn)場采用鎢極氬弧焊焊接鋯材是可行的。
(2)鋯材焊接關(guān)鍵是防污染工作。要嚴(yán)格進(jìn)行焊前清潔工作,加強(qiáng)施焊過程和焊后的保護(hù),以防止接頭耐腐蝕性能下降。
(3)只要采用合理的焊接工藝,嚴(yán)格控制施工中各個環(huán)節(jié),安裝現(xiàn)場的鋯材焊接就能夠獲得優(yōu)質(zhì)焊縫。
(4)按經(jīng)評定合格的焊接工藝施焊,焊接接頭符合設(shè)計要求。該50萬t/a醋酸裝置運(yùn)行正常,說明經(jīng)評定合格的該焊接工藝是合理可行的。
[1] 葛新生,張海波,崔軍,等.鋯循環(huán)冷卻器的研制 [J].壓力容器,2008,25(2):28-32.
[2] 中國機(jī)械工程學(xué)會焊接學(xué)會.焊接手冊——材料的焊接[M].北京:機(jī)械工業(yè)出版社,2009.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24