運用輔助功能代碼維修數控機床
2014-04-09 13:14:02臺州科技職業學院浙江318010
金屬加工(冷加工) 2014年9期
臺州科技職業學院(浙江 318010) 揭 曉
輔助功能中的M代碼在數控PMC中用來指定主軸的正轉、反轉,主軸停止及主軸定向停止,切削液的供給和關閉,刀架的正反轉到位控制工件或刀具的夾緊和松開,刀具自動更換等功能的控制。運用它來讀懂PMC程序,并進行修改,以達到機床正常運作。我們首先必須搞清楚它的原理。M代碼控制時序如圖1所示。

圖1
當數控程序執行到系統讀到程序中的M代碼指令時,就輸出M代碼指令的信息 (FANUC系統M代碼信息),輸出地址為F10~F13(4字節二進制代碼)。通過系統讀M代碼的延時時間TMF后,系統輸M代碼選通信號MF,選通信號是F7.0。M功能執行結束后,把輔助功能結束信號 (FIN)送到CNC系統中,輔助功能結束信號 (FIN)為G4.3。當系統收到PMC發出的輔助功能結束信號 (FIN)后,經過輔助功能結束延時時間TFIN(系統參數設定,標準設定時間為16ms)切斷系統M代碼選通信號MF。當系統M代碼選通信號MF切斷后,切斷系統輔助功能結束信號FIN,然后系統切斷M代碼指令輸出信息信號,系統準備讀取下一條M代碼指令信息。
理解了上述工作原理,就可以針對有關M功能代碼的PMC程序進行解讀,進而可以編寫修改已達到維修機床的目的。
例1:有臺FANUC系統數控車床,開機后一段時間發現刀架電動機冒煙,摸上去感覺很燙,操作人員不敢開機操作,也一直找不到原因。后筆者查看PMC,觀察輸入輸出點發現刀架反轉的輸出信號Y2.2一直處于輸出狀態。我們知道刀架換刀的過程是先正轉,到位后反轉鎖緊,再停止。也就是說反轉是轉不動的,是鎖緊的,持續輸出就說明電動機一直反轉,但轉不了,這樣肯定會發燙,時間一長就會燒壞電動機。我們打開PMC圖,查看什么原因使得反轉一直帶電。梯形圖如圖2所示。
根據輔助功能代碼知識我們知道,要使Y2.2沒有輸出,不但要在Y2.2輸出線圈前設置斷開觸點,還必須在G4.3線圈輸出前設置一個Y2.2的常開觸點,當Y2.2線圈得電一段時間后其常開點閉合,使得G4.3接通,從而切斷一切輔助功能代碼的如F7.3、F7.0的通道,使Y2.2線圈也不能得電,這樣故障就得以解決。圖3中的G4.3線圈輸出要同圖2中的G4.3并到一起,不能有多重輸出。
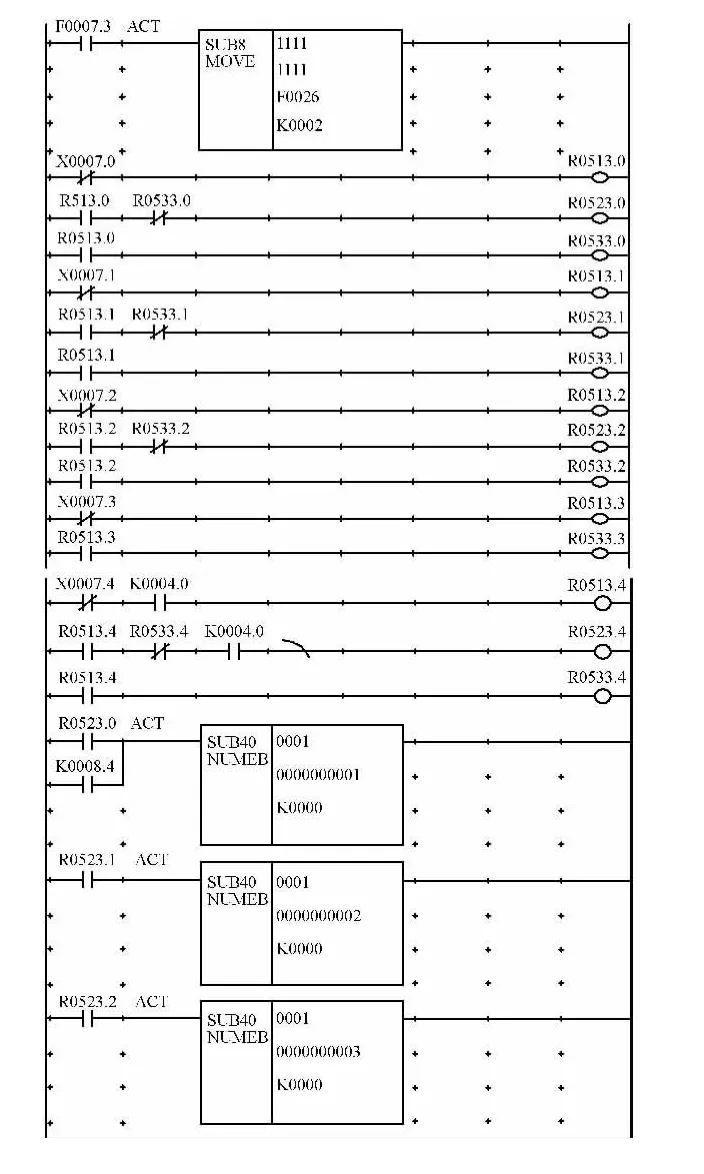

圖2
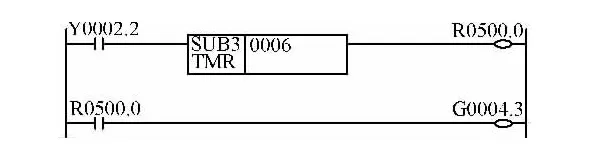
圖3
例2:FANUC機床開機后,運行程序時,執行換刀動作時能換到正常位置,但過幾秒,又開始重復剛才的換刀動作,停掉程序,用手動換刀,一切正常。查看PMC程序沒有改動的跡象。其PMC程序圖如圖4所示。
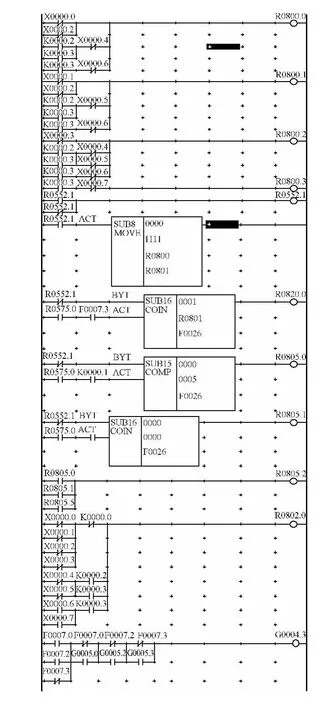
圖4
圖中X0.0~X0.3是4個到位的輸入點地址,Y0.3和Y0.4是刀架正轉和反轉的輸出地址,刀位信號存儲在F26中。刀架自動換刀過程是一個尋找刀位點的過程,但程序中出現T代碼時,F7.3即接通,并將刀號信號放入F26中,由刀架上的霍爾元件搜尋到的刀位信號進行比較。如果一致,就讓G4.3接通,從而切斷F7.3,使程序動作完成,執行下一個動作。針對上述問題,估計是刀架的發詢盤位置稍有偏差,導致F26中的刀位信號同實際搜到的刀位信號有偏差,不斷執行動作。解決該問題可以從PMC入手,從圖中我們可以看到,當F26中的刀位信號同實際搜到的刀位信號一致時,輸出R820.0。所以,我們就在程序末尾G4.3輸出的位置接入R820.0,使G4.3有輸出,就不會重復動作,但這樣一來,就使得F通道全部被切斷,程序執行不下去,為進一步解決問題,加一個解鎖信號F7.3,G4.3就不能自鎖,從而使程序能執行,一切恢復正常。所加的程序段如圖5所示。
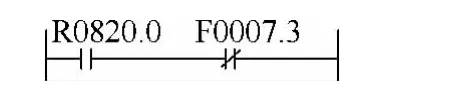
圖5
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
環球時報(2017-03-30)2017-03-30 06:44:45
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
