汽車輪轂軸測方法的改進
2014-10-12 05:55:58南陽東佳機械有限公司河南473000蔡翠平
金屬加工(冷加工) 2014年9期
南陽東佳機械有限公司 (河南 473000) 蔡翠平
我公司是生產汽車輪轂軸管的專業廠家,占很大市場份額。輪轂軸管主要用于各類載重車的沖壓焊接橋殼及工程機械驅動橋兩端的輪邊支承,它焊在橋殼兩端;半軸從中間穿過,在汽車的行駛過程中,不僅要承受整個車身及車載貨物的重量,同時,由于路況的變化,還要承受多種復雜的交變應力的作用,因此,該零件是載重汽車上的一類安全零部件,其質量好壞,對保證車輛的行駛安全非常關鍵。
筆者從事多年的輪轂軸管機加工藝、工裝設計,在實踐中不斷積累經驗,不斷對其進行優化設計,主要從以下4個方面談談軸管量具設計的改進。
1.圓周12個螺紋孔位置度測量方法的改進
如圖1所示的軸管精加工圖,要求檢測12個M16×1.5-6H螺紋孔的位置度,其相對基準K、H要求在φ0.2 mm以內。在小批量試制時,首件產品采用的檢測方法是用三坐標儀檢測,檢測合格后進行小批量生產,此時采用的檢測方法是測量相鄰兩孔之間間距,即弦長相差是否在要求的范圍內。我公司無三坐標儀,需委外,檢測費用較高而且檢測時間長;采用測量弦長的方法雖然費用較低但時間長,兩種方法都不適合批量生產,無法滿足客戶的需求。通過查閱技術資料,學習位置度量規的設計方法,借鑒位置度量規的設計思路,結合本產品的技術要求,不斷地摸索,總結經驗,設計了位置度量規,如圖2所示。
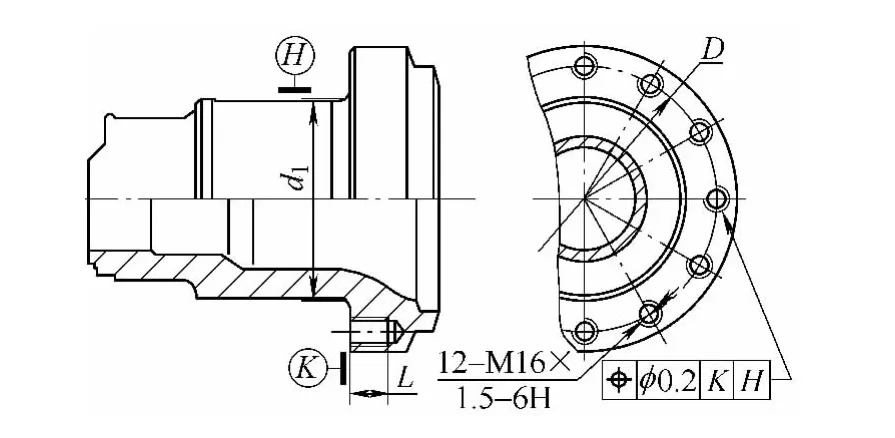
圖1
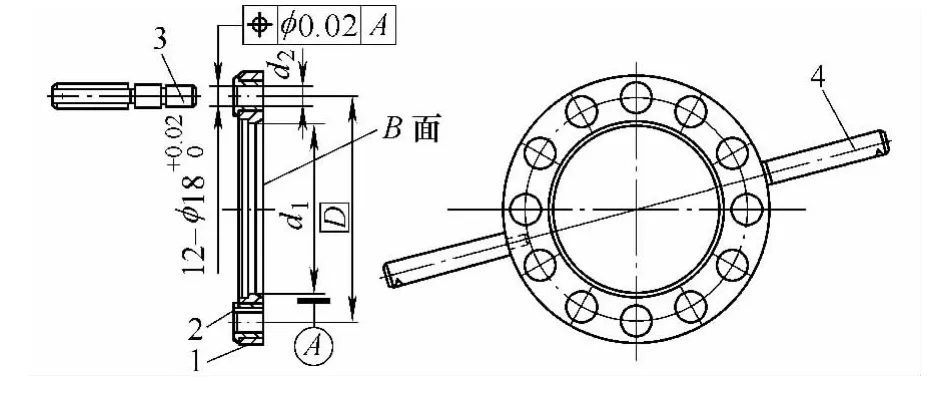
圖2
位置度量規檢具加工制造最關鍵的地方是:①模板1所指的基準A內孔d1與12個孔尺寸d2的位置度要求保證≤0.02 mm,模板的上平面、下平面對基準A的垂直度要求保證≤0.02 mm。②導套2的內孔與外圓的同軸度要求保證≤0.01 mm。模板和導套加工制造只要能滿足形位公差和尺寸公差的要求,該檢具就能準確地檢測產品的位置度合格與否。
該檢具的使用方法為:兩手握住檢具的兩個手柄,扳動檢具,將檢具套在輪轂軸管上,檢具中的d1尺寸與軸管中的d1尺寸緊配合,檢具中B平面緊靠軸管中基準K平面,將檢具裝好。
該檢具的檢驗原理是:將12個量柱依次旋入軸管的12個螺紋孔,如果量柱均能旋入螺紋孔內,說明軸管的12個螺紋孔的位置度合格,否則則不合格。
這套檢測位置度的檢具投入使用后,軸管位置度的檢測由專用量具代替了萬能量具和三坐標儀檢測,減少了檢驗員和操作者的檢測時間及勞動強度,降低了檢測成本,提高了勞動效率,受到操作者及檢驗員的好評。同時有效可靠地保證了軸管的產品質量,使軸管裝配到車橋上,避免了螺栓因位置度超差裝不上的問題,避免了顧客抱怨,減少了我公司的廢品損失,為公司贏得了聲譽。
2.大端止口深度樣板的改進
如圖3所示,對軸管的檢測中須對大端止口深度尺寸H進行檢測,因深度尺寸標注的是大端面到R圓心的距離,不能用萬能量具深度尺進行檢測,必須設計專用量具。
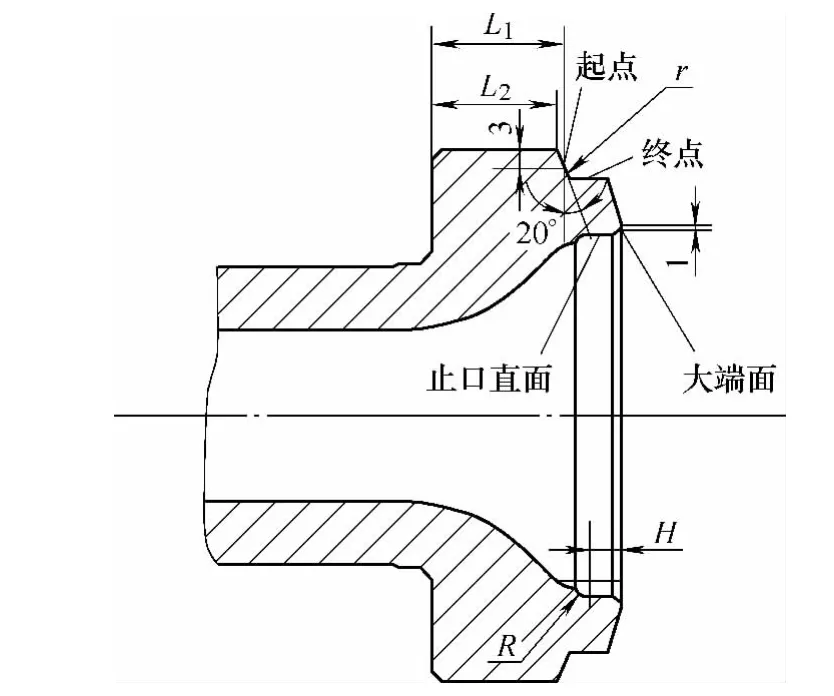
圖3
原設計樣板的形狀是T形,如圖4所示。檢測原理是:將樣板X端緊靠如圖3所示軸管大端面和止口直面,觀察樣板X端R面是否拉縫;再將樣板D端緊靠軸管止口直面和R面,觀察軸管大端面是否拉縫,如果均拉縫則合格。反之,則產品不合格。由于軸管大端面平面寬度只有1 mm,樣板X端靠緊軸管大端面和止口直面,不易放平而且軸管止口R處在內孔,觀察拉縫與否,不好觀察;在用樣板D端檢測時大端面拉縫與否好觀察,但是觀察樣板D端是否緊靠軸管止口直面和R面,不易操作。故操作者和檢驗員多次反映樣板不好用。
為了解決此難題,借鑒光滑塞規檢驗產品合格與否的原理 (即通規通,止規止產品合格,反之則不合格)設計如圖5所示的樣板。檢測原理是:樣板的X端相當于光滑塞規的通規,樣板的D端相當于光滑塞規的止規,即X端通過、D端止住,則該尺寸合格,反之則該尺寸不合格。檢驗方法是:將樣板帶測量的一面放在軸管的大端面上,滑動X端到軸管止口R處,若能靠到止口直面上,再滑動D端到軸管止口R處,若不能靠到止口直面及R處,則該件產品深度尺寸H合格。反之,則產品深度尺寸H不合格。用此樣板檢驗產品,不僅提高了檢驗準確性,而且提高了檢驗效率,有效地保證了產品質量。

圖4

圖5 改進后的深度樣板
3.法蘭厚度樣板的改進
如圖3所示,對軸管的檢測中須對大端厚度尺寸L1進行檢測,因厚度尺寸L1標注的是法蘭左端面到大端20°斜面的r圓弧起點的距離,不能用萬能量具進行檢測,必須設計專用量具。
如圖6所示是按傳統的量具設計方法設計的樣板。檢測原理是:樣板的上平面緊靠軸管法蘭左端面,觀察樣板20°斜面的尖點落點位置,如果D端尖點落在軸管r圓弧起點的下端,X端尖點落在軸管r圓弧起點的上端,則測量的產品合格。否則,則不合格。由于軸管r圓弧起點到端面的距離只有3 mm,測量時不宜放平;而且樣板D端、X端尖點落在軸管r圓弧起點的位置,不好觀察,因此不能準確判斷產品尺寸合格與否。
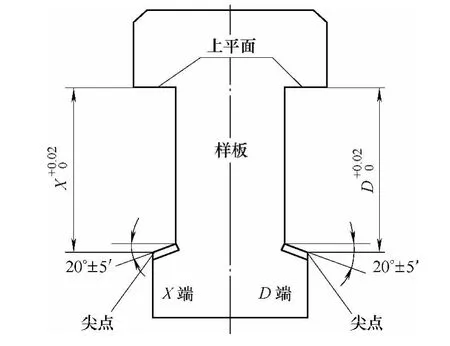
圖6
在實踐中不斷地總結經驗,進行優化設計,通過尺寸轉換,將原來的測量法蘭左端面到大端20°斜面的r圓弧起點的距離L1改為測量法蘭左端面到大端20°斜面尖點的距離L2,按照此思路,設計如圖7所示的樣板。檢測原理是:樣板的上平面緊靠軸管法蘭左端面,觀察測量面A面、B面是否拉縫,如果D端測量面B面拉縫,X端測量面A面拉縫,則測量的產品尺寸合格。否則,產品尺寸不合格。
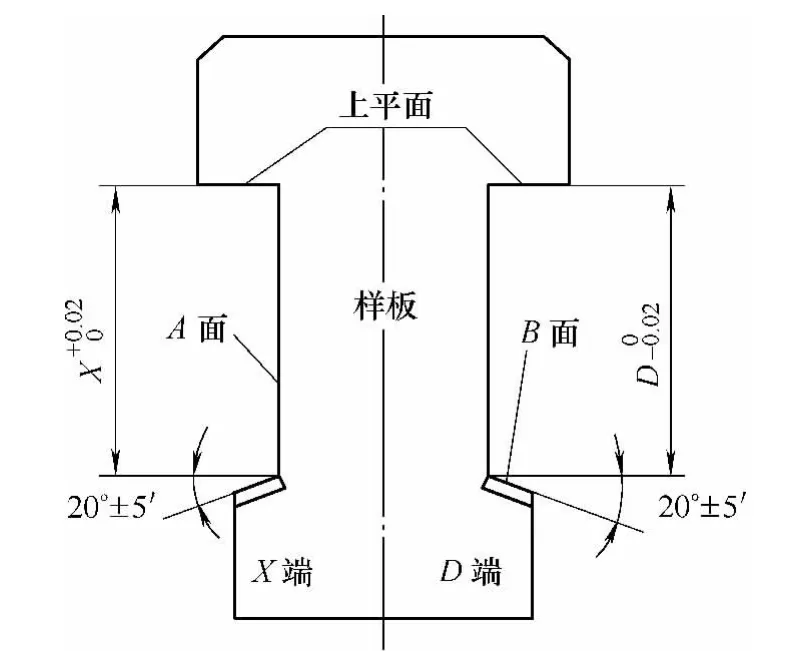
圖7 改進后的厚度樣板
經過轉換后,測量產品法蘭厚度尺寸是否合格非常易于判定。改變了傳統量具的D端尺寸和X端尺寸測量工件時位置不固定而造成測量誤差的弊端。
4.測量軸管外徑尺寸的單頭雙極限卡規的改進
軸用極限量規有以下幾種形式,每種形式測量的范圍不同。①圓柱環規:測量范圍1~100 mm。②雙頭組合卡規:測量范圍1~3 mm。③單頭雙極限組合卡規:測量范圍1~3 mm。④雙頭卡規:測量范圍3~10 mm。⑤單頭雙極限卡規:有3種標準形式,測量范圍分別是1~30 mm、80~120 mm、120~260 mm。不同的產品根據各自的產品特性可以選用不同形式的量規。
我公司生產的輪轂軸管根據該產品特點,結合以往的設計和使用經驗,大都選用第5種類型即單頭雙極限卡規。
輪轂軸管是軸類產品,根據車的用途即客車、貨車、工程用車等,以及承載的重量等等方面設計幾百種型號的軸管。每種軸管根據裝配的要求一般有7個外徑,檢測時如果用萬能量具游標卡尺檢驗,根據測量范圍的不同,需要不同的卡尺,由于軸管產量大,年產90萬~120萬件,卡尺使用頻次高,磨損較快,檢測效率低。為減少測量時間,提高工作效率及準確性,防止由于讀錯卡尺數值造成顧客抱怨,設計了如圖8所示的光滑卡規。其中DT是通端尺寸,DZ是止端尺寸。檢測原理是:測量時通端通,止端止。如果通端不過,說明外圓尺寸大,需返修;如果止端通過,說明外圓尺寸小,須隔離進行不合格品審理。

圖8
在生產實踐中,由于軸管品種較多,外圓尺寸較多,設計的光滑卡規很多,不便于管理。為了節能降耗,提高勞動效率,公司要求對工藝、工裝進行優化設計。筆者接到對測量外圓尺寸的量具光滑卡規進行改進的設計任務后,查閱了大量技術資料,采納操作工人和檢驗員的合理化建議,設計出了如圖9所示的多功能光滑卡規。檢測原理和如圖8所示的單頭雙極限卡規一樣。
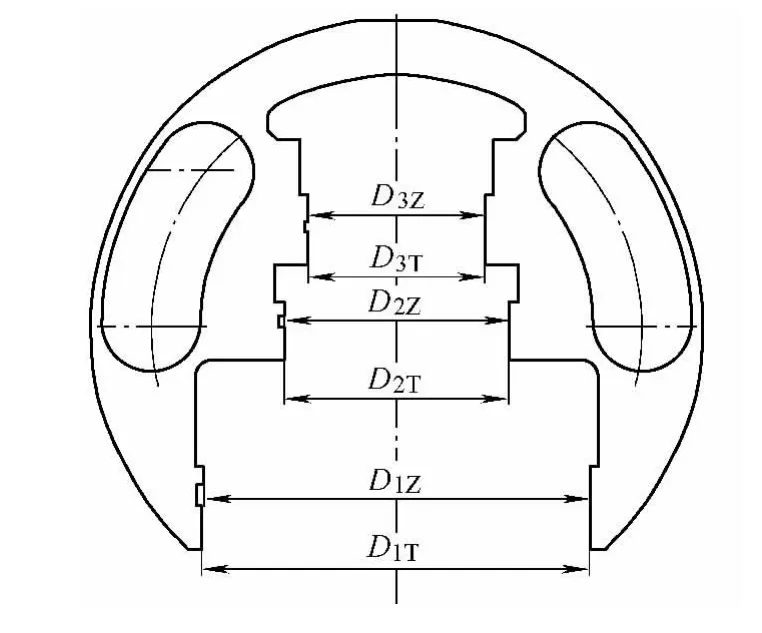
圖9 改進后的多功能光滑卡規
采用多功能專用外圓卡規測量,由于它改變了傳統一卡規測量一尺寸的形式,而是一卡規測量2~3個尺寸,節省了制造卡規的原材料,同時利用率提高了2~3倍。采用此方式測量方便快捷,準確率達100%,故提高了勞動效率及工作質量。
5.結語
圓周12個螺紋孔的位置度測量用位置度量規、大端止口深度樣板、法蘭厚度樣板和測量軸管外徑尺寸的多功能單頭雙極限卡規,以上4種量具自投入現場使用已近3年,使用狀態良好,勞動強度低,加工零件加工精度高,且平時僅需定期校對、簡單保養,維護簡單,很好地保證了零件的生產制造。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
海峽科技與產業(2016年3期)2016-05-17 04:32:12
