調節閥閥體鉆孔及攻螺紋的專用夾具設計
2014-04-09 13:52:58霍尼韋爾環境自控產品全球研發中心天津300457張瑋劉毅
金屬加工(冷加工) 2014年9期
關鍵詞:調節閥
霍尼韋爾環境自控產品全球研發中心 (天津 300457) 張瑋 劉毅
調節閥閥體鉆孔及攻螺紋的專用夾具設計
霍尼韋爾環境自控產品全球研發中心 (天津 300457) 張瑋 劉毅
1.問題的提出
調節閥在工業部門被稱為生產過程自動化的“手腳”,是組成工業自動化系統的重要環節。調節閥可以用來控制流體介質的流量、壓力、溫度、液位等,在調節系統中必不可少。隨著國家節能減排等政策的出臺,調節閥的產出量更是逐年增加。為了適應市場需求,對于調節閥產品中各個零件在加工生產過程中的工藝改進問題也變得越來越緊要。
按照與管道聯接的直徑不同,調節閥的公稱通徑有DN15、DN20、 DN25、 DN40、 DN50、DN65、 DN80、 DN100、 DN150、DN200、DN250、DN300等十幾個規格。每個規格的調節閥閥體的尺寸逐步遞增。如圖1所示,閥體是調節閥的核心零件,關系著調節閥整機的各項質量指標,因此,保證閥體的加工精度至關重要。
如圖2所示,閥體中法蘭部分需要加工出若干螺紋孔,而螺紋孔的加工精度也要求較高。通常的加工方法是:先在閥體中法蘭平面上面劃線,再將閥體平放,夾緊,使用搖臂鉆孔,攻螺紋。雖然使用這種工藝方法可以將螺紋孔加工成形,但是存在以下問題。
(1)由于調節閥閥體為鑄造毛坯加工成形,在閥體下部雖然是設計有平臺的,但是鑄造表面并不平整。在搖臂鉆打孔的時候不容易夾緊,切削力過大的情況下可能存在偏移的隱患。
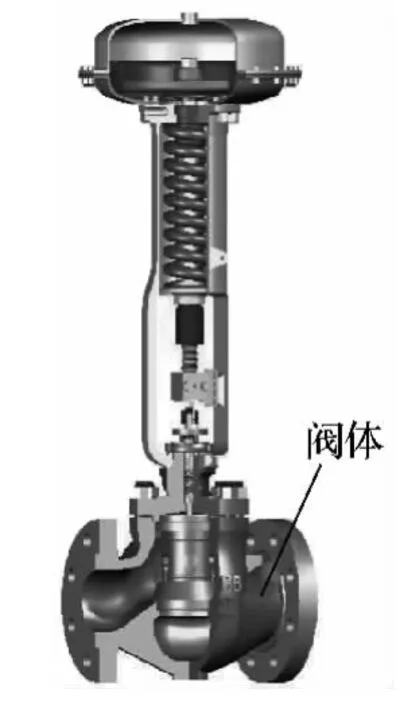
圖1 調節閥整機圖
(2)通過劃線確定位置再打孔的加工方式不但會影響工件的加工效率,費時費力,而且也不容易保證工件的位置度要求。

圖2 調節閥閥體
(3)對于像DN50口徑以下的小口徑調節閥閥體,使用普通的搖臂鉆進行機械加工,勢必是一種“大馬拉小車”的情況,嚴重影響工作效率。
2.專用夾具的設計與制作
在工作中,筆者對調節閥閥體中法蘭螺紋孔的加工工藝進行了大量研究,翻閱了許多技術資料,決心設計和制造出一套加工調節閥閥體螺紋孔的專用夾具,對加工工藝進行改進。設計思路是將問題逐個分析解決,逐個擊破。
(1)V形架的設計和制造 對于閥體不容易夾緊、存在偏移易患的問題,必須設計出專用夾具來對閥體進行固定。經過觀察,將檢驗工作中常用的“V形鐵”加以改造,放大、移植,做出兩個V形架。兩個V形架分別支撐在閥體兩側的端法蘭上,如圖3所示。在V形底面上銑削出小平面,像燕尾槽倒置一樣。在槽面上銑削出橢圓槽,用螺絲固定在平面上,并能平行移動,可以調節閥尺寸。V形架的底面比閥體下面的平臺底面略高。這樣閥體可以被擺放平,并且牢牢夾緊,消除了偏移的隱患。

圖3 V形架示意圖
(2)中法蘭鉆模的設計和制造 對于難以保證工件位置度的問題,需要設計和制造出專用鉆模。專用鉆模可以有效保證加工精度滿足圖樣要求。①專用鉆模的外圓需要與閥體中法蘭的外圓尺寸一致,選取閥體內的止口作為定位基準,方便定位。②專用鉆模的鉆套尺寸和位置也按照各個規格閥體的尺寸和位置進行選取 (每個規格均有獨立的中法蘭鉆模)。③采用壓板固定。如圖4所示,專用鉆模固定在閥體中法蘭上,先用鉆頭鉆出螺紋底孔,再進行攻螺紋。另外,使用專用鉆模以后,加工效率也得以大幅提高,原先劃線的工時得以省去,勞動強度也得以下降。

圖4 中法蘭鉆模示意圖
(3)臺鉆專用鉆模夾具的設計和制造 對于小口徑調節閥閥體加工效率低的問題,可以考慮使用普通臺鉆進行加工。如果可以使用普通臺鉆加工部分小口徑的調節閥閥體,生產效率必然大大提高,而且也比較節省體力。考慮到小口徑的調節閥閥體同樣存在下部平臺不平整的問題,以及中法蘭位置度不易保證的問題,也需要架上V形架并使用中法蘭鉆模。另外,由于閥體中法蘭尺寸偏小,普通壓板無法滿足 (普通壓板會把螺紋孔擋住)需要,而過細的壓板又有可能因壓緊力不夠無法平穩夾緊閥體。經過思考,選擇了使用四螺桿固定的方式。如圖5所示,使用兩組4個螺桿來固定閥體,既不會擋住螺紋孔,又能提供足夠的壓緊力。在解決了V形架平行移動和閥體法蘭左右固定的問題后,其前后擺動又出現了,這樣鉆孔時會有斜孔出現。為了解決這一問題,在工作平板面做了兩個相似于千斤頂的螺桿,而使兩端平行,再用一個平板找正平面,保證在鉆孔及攻螺紋時不再傾斜。

圖5 臺鉆用專用夾具
通過使用該套臺鉆用專用夾具,在對小口徑調節閥閥體鉆孔和攻螺紋的時候,已經由普通的臺鉆代替了體積龐大的搖臂鉆,解決了“大馬拉小車”的情況,極大地提高了生產效率,降低了勞動強度。
3.結語
新的專用夾具由V形架、中法蘭鉆模、臺鉆專用夾具等組成,簡潔、實用、操作方便,不但可以保證圖樣尺寸中的各種尺寸公差和形位公差,而且還極大地提高了生產效率,降低了勞動強度。新的加工工藝方法推行以后,對適應當前市場需求大有裨益。
20140110)
猜你喜歡
儀器儀表用戶(2023年11期)2023-10-25 01:46:48
儀器儀表用戶(2023年10期)2023-09-12 08:24:28
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
儀器儀表用戶(2021年12期)2021-12-10 16:02:25
儀器儀表用戶(2021年11期)2021-11-29 02:20:36
石油化工自動化(2018年5期)2018-11-14 02:34:26
