基于機器人浮動功能的冰箱壓縮機曲軸磨削生產線研究
2014-03-17 01:16:36陳祝權林粵科張曉瑾林君健
機床與液壓 2014年3期
陳祝權,林粵科,張曉瑾,林君健
(廣州機械科學研究院有限公司,廣東廣州510700)
在機械制造領域,切削、磨削加工是應用較廣泛的加工方法[1]。近年來,隨著現代機械加工要求的不斷提高,磨削技術也處在不斷發展之中[2]。磨削生產過程中的手動操作、人工上下料等傳統生產方式已無法滿足高速發展的機械、電子電氣、汽車及家用電器等工業需要。在磨削生產中用機器人[3]代替人工操作,構成自動化生產單元或組成柔性自動化生產線,是進行高速、高效、高質量磨削生產的一種有效方法,也是現代磨削生產技術的重要發展方向之一。
現代化大生產對生產和工藝設備提出了柔性化的要求[4],由于冰箱壓縮機曲軸零件自身結構的特殊性,以及磨削加工中上下料過程對柔性要求較高,目前業內還沒有使用機器人代替人工進行曲軸磨削加工自動上下料的生產線。以冰箱壓縮機曲軸磨削工藝為應用對象,成功開發出基于工業機器人的冰箱壓縮機曲軸磨削加工柔性自動化生產線。
1 零件及其工藝分析
冰箱用的壓縮機中,曲軸是重要的運動部件,其受力情況比較復雜,在周期性的氣體壓力和慣性力作用下,會產生交變的彎曲應力和扭轉應力。這就要求曲軸的材質要有足夠的剛度和強度,尤其是耐疲勞強度。曲軸的主軸徑和曲軸徑分別在機座孔和滑塊孔內作變速的旋轉運動,故曲軸零件必須滿足與其他傳動零部件的配合精度要求[5]。而作為曲軸零件機加工的終端工藝,磨削加工是曲軸成品精度的重要保證。
如圖1所示,為冰箱壓縮機中曲軸零件的示意圖。該曲軸整體結構由相互平行的主軸徑和曲軸徑及兩軸之間的半圓形平衡塊組成。該曲軸需磨削加工的位置分別為主軸徑即軸A 外圓,平衡塊端面B 以及曲軸徑即軸C 外圓。
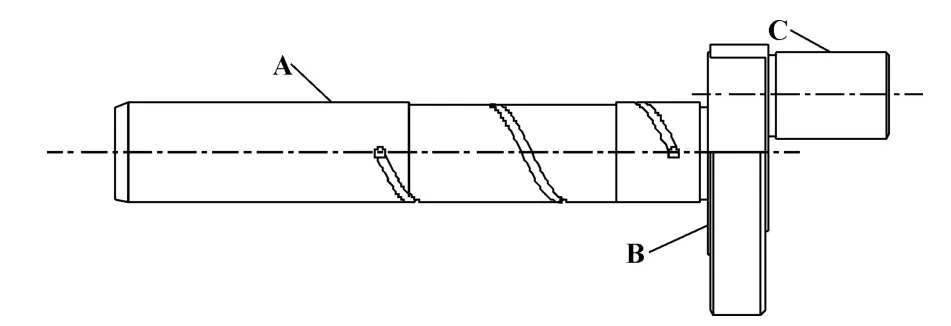
圖1 曲軸零件示意圖
該曲軸磨削加工工序共4 道,分別為:無心磨床[6]粗磨軸A 外圓(工序10)、端面磨床[7]磨端面B(工序20)、無心磨精磨軸A 外圓(工序30)、外圓磨床磨軸C 外圓(工序40),具體工藝流程如圖2所示。

圖2 曲軸磨削工藝流程圖
生產運作過程中,工序10、工序20 及工序30 平均節拍為13 s,即每13 s 完成一個工件的上下料與加工。工序40 平均節拍為23 s,即每23 s 完成一個工件上下料與加工。因前后工序生產節拍不一致,目前業內曲軸磨削車間按照每2 臺外圓磨床與前3 道工序各1 臺磨床的比例配置,以滿足曲軸磨削工藝生產效率要求。
2 整線系統設計
為實現磨削加工生產成本削減,并提高生產效率,將順次完成4 道磨削加工工序的5 臺磨床布局成類L 型,從目前的5 名工人操作轉變成1 名工人、2臺六自由度工業機器人,以及外加轉工序所需的傳送線,實現高度自動化生產。生產線結構平面布局如圖3所示。
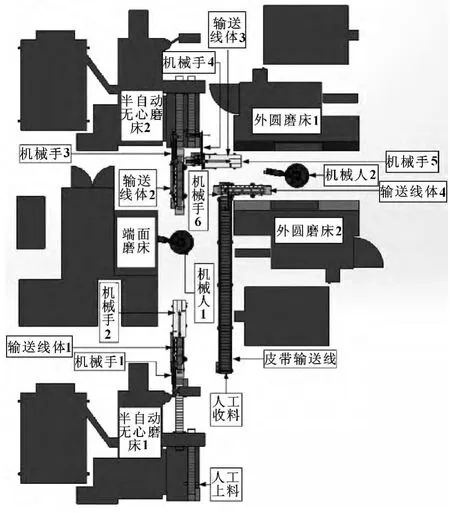
圖3 生產線平面布局圖
其中,原有機床分別為半自動無心磨床1、端面磨床、半自動無心磨床2、外圓磨床1 和外圓磨床2。新增部分為2 臺六自由度工業機器人和4 段傳送線,其中傳送線1 包括機械手1、輸送線體1 和機械手2,傳送線2 包括輸送線體2 和機械手3,傳送線3 包括機械手4、輸送線體3 和機械手5,傳送線4 包括輸送線體4、機械手6 和皮帶輸送線。整線程序流程圖如圖4所示。
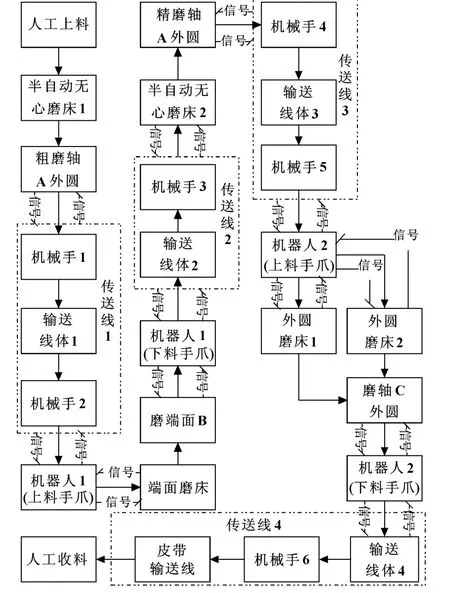
圖4 曲軸磨削自動生產線程序流程圖
依照程序流程,該曲軸磨削加工自動化生產線在機械傳動機構傳送與控制系統的精確控制下,不斷循環運轉,便能實現由1 名工人加2 臺機器人代替原來5 名工人負責的全部工作。
其中,機器人上料過程為該生產線最大的難點。
3 機器人上料實驗
生產中,工序10 與工序30 均為無心磨削,在半自動無心磨床上進行。半自動無心磨床已集成有自動上下料輸送線及自動定位夾具,對工件上料無特別要求。工序20 原來由人工負責上下料,上料時工人將工件軸A 塞進卡盤孔并使端面B 與卡盤孔端面定位點貼合。工序40 由人工負責上下料,上料時工人將工件軸A 塞進卡盤孔并使端面B 與卡盤孔端面貼合,同時使工件繞軸A 旋轉,使平衡塊突耳與卡盤孔端面上的偏心定位塊的定位點貼合,如圖5所示。
可知,工序20 與工序40 上料均為柔性操作,故由人工上料時可保證工件和機床均不受損壞。若換用普通氣缸組合件或簡單線性模組機械手按工藝要求進行上料,會造成硬碰撞,故該生產線選用具有浮動功能的進口品牌六自由度工業機器人代替以上兩工序的工人進行上下料操作。
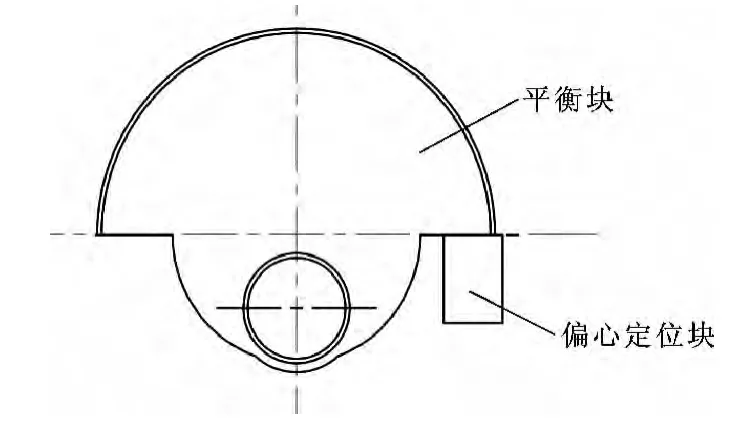
圖5 工序40 定位裝夾姿態
機器人浮動功能是指機器人在作業過程中,開啟浮動功能后,機器人可以受外力改變姿態,即手爪在抓取工件往指定方向前進時,可實現與工裝完全貼合甚至預緊,避免碰撞和摩擦。浮動力的大小可以通過參數設置,以保障機器人和手爪能按要求完成動作,并且不至于受力過大而影響壽命。
以工序40 進行實驗,該工序上料既要使工件端面B 與卡盤孔端面貼合,又要使平衡塊突耳與偏心定位塊貼合。該生產線選用了帶夾緊與旋轉一體的氣缸作為機器人上料末端執行器[3],如圖6所示,并在上料過程中啟用了機器人在直角坐標系下的浮動功能,使得工件上料時可達到人工上料的定位裝夾標準。
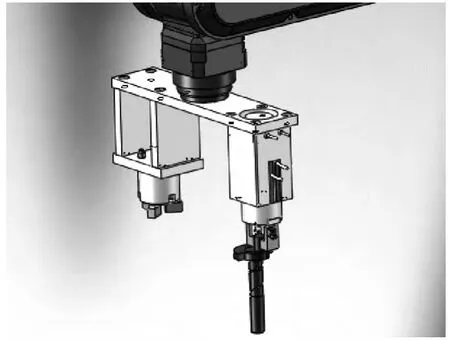
圖6 工序40 機器人末端執行器設計
上料實驗時,機器人2 的上料手爪從傳送線上抓取已完成工序30 的工件,進入磨床后,下料手爪將已完成工序40 的工件取出,并將待加工工件送進卡盤孔,送進工件的方向及工件端面頂貼后工件的旋轉方向如圖7所示。
由于目前業內還沒有機器人浮動功能的操作標準文件,也沒有關于浮動力設置的指導規范,故在調試單機上料時,需通過大量實驗才能找出最佳浮動力條件,既保證機器人滿足柔性上料要求,又不損壞機器人和末端執行器。
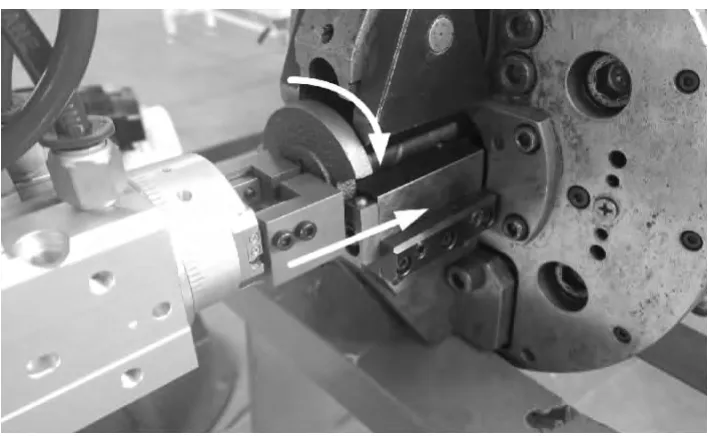
圖7 工序40 上料方向
預先編輯好機器人上下料程序,逐步改變浮動力的大小,并在各種浮動力設置條件下進行多組實驗,如圖8所示。
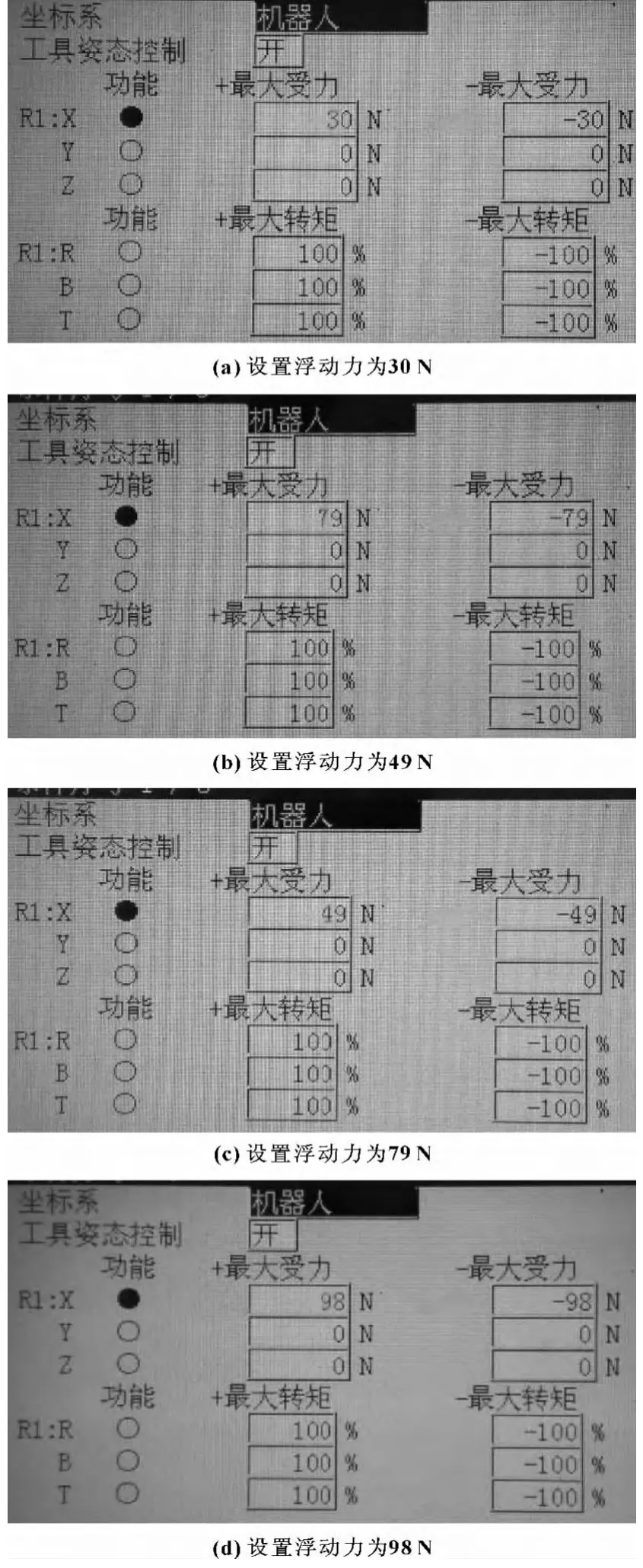
圖8 機器人浮動力前4 組實驗設置
經實驗,并對每組浮動力設置條件下的多次上料完成姿態觀察記錄,發現以上各設置條件下無法實現端面B 與卡盤孔端面貼合,均會留有約1 mm 左右的間隙,如圖9所示。
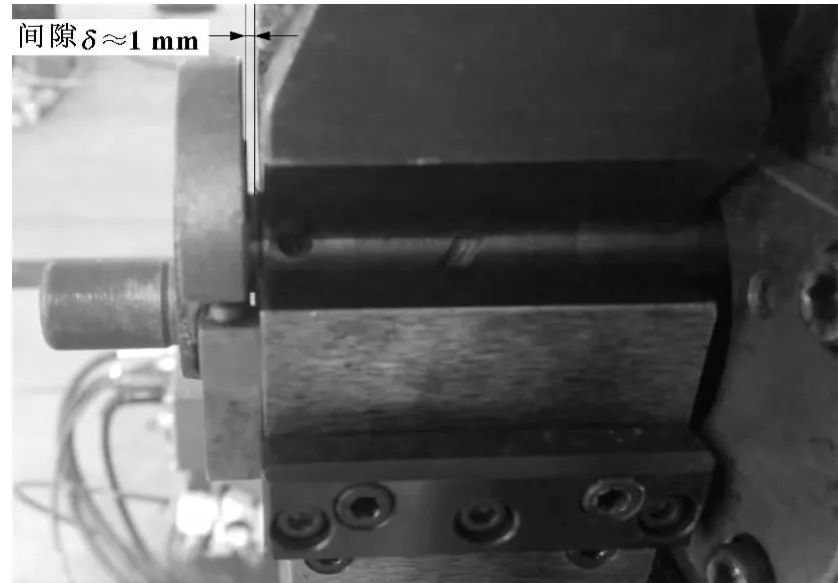
圖9 前4 組實驗上料完成姿態
繼續增加浮動力至120 N,進行第5 組實驗,如圖10所示。上料完成后工件的端面B 與卡盤孔貼合,但平衡塊突耳仍留有間隙,如圖11所示。
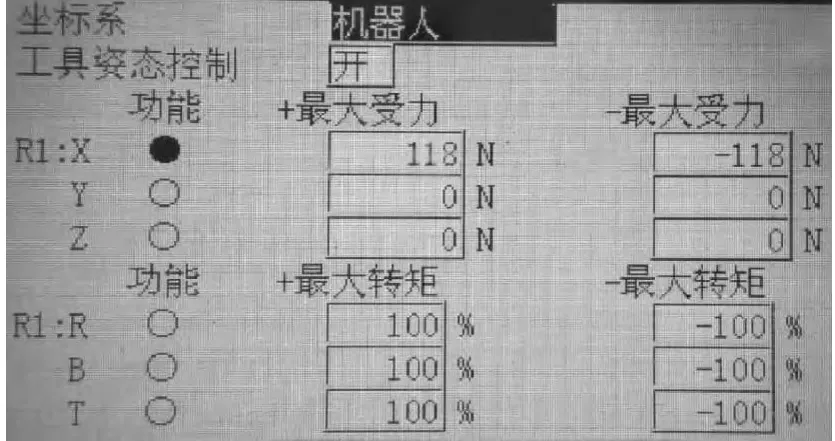
圖10 機器人浮動力第5 組實驗設置
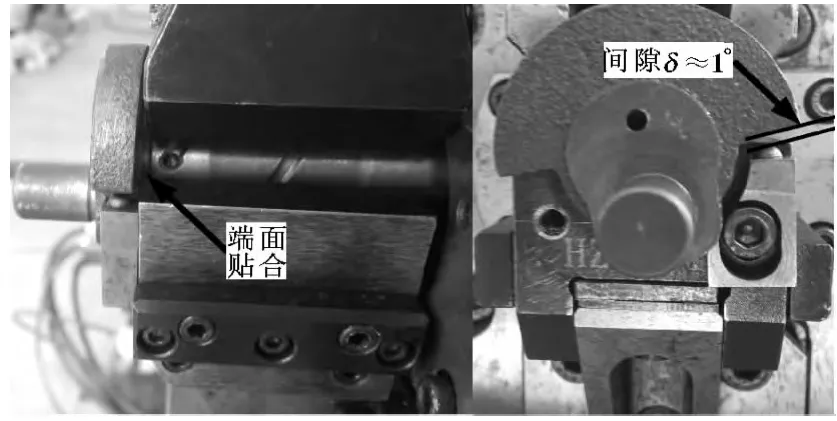
圖11 第5 組實驗上料完成姿態
由圖11 可知:機器人上料手爪將工件送到端面貼合后工件無法旋轉到平衡塊突耳與偏心定位塊定位點貼合姿態。這可能是由于旋轉方向上機器人未打開浮動功能,以至旋轉時機器人及卡盤孔對工件限位所致。將x、y、z 三軸浮動功能全部打開后再進行幾次實驗,該問題得到解決。但對y、z 軸所設置的浮動力大小多少才是最合適,又需經過多組設置實驗。為此,嘗試關閉y、z 軸浮動功能,而在開啟直角坐標x軸方向浮動功能的同時,開啟關節坐標末三軸的浮動功能,以自適應旋轉工件時所需的微小浮動量。經過多組實驗,找到合適的浮動力設置條件如圖12所示。此狀態下上料完成姿態全部符合人工上料最佳標準,如圖13所示,并較大程度上保護了機器人和末端執行器。
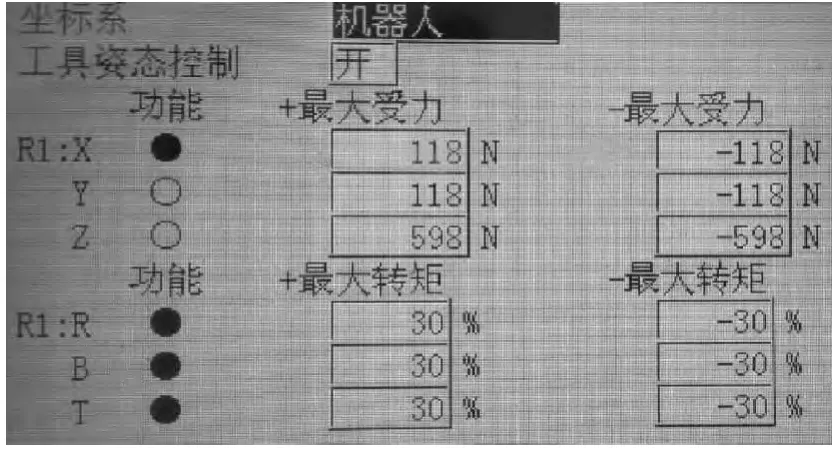
圖12 機器人浮動力合適設置條件
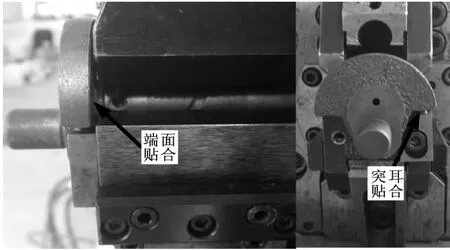
圖13 機器人上料最佳完成姿態
4 生產線試運行及分析
該生產線按照圖3 的位置和尺寸布局各機器人、傳送線和磨床,以盡量接近真實環境進行模擬試運行。經過幾個班次試運行,各段傳送線結構穩固,運行穩定,節拍均在10 s 以內,機器人1 及機器人2 均可代替工人完成柔性上下料工作,重復精度高,并且節拍均在11 s 以內,完全滿足生產要求。
5 結論
文中介紹了工業機器人在冰箱壓縮機曲軸磨削加工生產中的應用,以工業機器人、傳送線和磨床集成開發了冰箱壓縮機曲軸磨削加工機器人自動生產線。試運行結果表明:(1)壓縮機曲軸磨削加工原需5名工人負責的上下料工作,由該生產線和1 名工人替代完成,可實現生產高度自動化;(2)設定合適的機器人上料浮動力,可實現高度柔性化生產;(3)整條生產線結構穩固,可靠性高,可提高生產效率,利于在業內推廣應用。
【1】樊明亮.高速磨削技術在機械制造中的應用研究[J].機電信息,2012(9):109,111.
【2】王濤,李劍,高航.磨削技術的現狀與發展趨勢[J].機械設計與制造,2003(2):116-118.
【3】謝存禧.機器人技術及其應用[M].北京:機械工業出版社,2005.
【4】何佳.機器人柔性坐標測量系統自動化研究與設計[D].天津:天津大學,2009.
【5】譚權芬.冰箱用壓縮機曲軸材料的改進[J].家用電器科技,1984(3):39,42.
【6】向勇.淺談無心磨床加工軸承套圈外圓的技術要求[J].價值工程,2010(31):188.
【7】姚峻,賈平,呂一林,等.近年來雙端面磨床的發展綜述[J].精密制造與自動化,2012(1):8-13.
- 機床與液壓的其它文章
- Design and application of attitude measuring device for DC power output filter circuit
- Developing deburring device based on burr formation principles*
- Experimental study on milling tool life for SKD11 steel and optimization of cutting parameters*
- Application research on three-phase inverter with space-vector pulse modulation*
- Glowworm swarm optimization algorithm merging simulated annealing strategy*
- Comprehensive obstacle avoidance system based on the fuzzy control for cleaning robot