重型軋輥磨床37SiM n2M oV合金鋼傳動(dòng)軸的修復(fù)工藝研究
2014-03-12 05:53:20何俊麗李清華于洪喜陳立新
中國新技術(shù)新產(chǎn)品 2014年4期
何俊麗 李清華 于洪喜 陳立新 田 雨
(首鋼遷鋼公司,河北 遷安 064404)
1 概述
重型軋輥磨床是對(duì)熱連軋機(jī)組軋輥進(jìn)行磨削、精度校正的設(shè)備,是生產(chǎn)線正常運(yùn)行的重要保障。我現(xiàn)場(chǎng)采用的MK84160匯峰磨床主要用來磨削精軋支撐輥,其頭架皮帶傳動(dòng)軸因設(shè)計(jì)缺陷,導(dǎo)致在使用過程中軸向竄動(dòng),使得傳動(dòng)軸端磨損,因此停機(jī)進(jìn)行了更換。更換后的新軸使用一段時(shí)間后,因加工質(zhì)量問題意外斷裂,磨床頭架已經(jīng)無法正常啟動(dòng),嚴(yán)重影響軋線的正常生產(chǎn),必須對(duì)舊軸進(jìn)行修復(fù)。
2 磨床頭架結(jié)構(gòu)分析
頭架采用三級(jí)三角皮帶傳動(dòng)來保證傳動(dòng)的平穩(wěn)和精度,交流主軸電機(jī)通過皮帶輪帶動(dòng)皮帶1運(yùn)轉(zhuǎn),然后通過一級(jí)傳動(dòng)軸帶動(dòng)皮帶2運(yùn)轉(zhuǎn),皮帶2與皮帶3通過二級(jí)傳動(dòng)軸傳遞力矩,從而最終帶動(dòng)頭架撥盤正向和反向旋轉(zhuǎn)。同時(shí)各級(jí)傳動(dòng)軸的潤滑系統(tǒng)選用進(jìn)口油脂泵,實(shí)現(xiàn)各點(diǎn)自動(dòng)定時(shí)給油和手動(dòng)給油。
需修復(fù)件為二級(jí)傳動(dòng)軸,因傳動(dòng)軸結(jié)構(gòu)設(shè)計(jì)不合理,運(yùn)行中存在軸向竄動(dòng)。當(dāng)軸徑磨損變小后,傳動(dòng)軸與皮帶輪之間間歇增大,兩端壓蓋拉力不足,造成嚴(yán)重的偏擺現(xiàn)象。
3 修復(fù)工藝的選擇
經(jīng)測(cè)量該軸軸徑磨損深度1mm,磨損長度265mm。刷鍍、堆焊和鑲套是修復(fù)磨損件常用的有效方法,在選擇修復(fù)工藝時(shí),首先對(duì)幾種方法進(jìn)行比較,對(duì)比見表1。
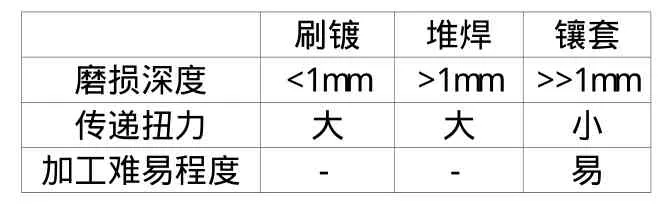
表1 磨損件修復(fù)常用方法比較
經(jīng)對(duì)比分析,起初考慮用內(nèi)部鑲套的方法,這樣即使日后軸徑磨損量增大,只需要更換不同厚度的套筒即可恢復(fù),但目前軸徑磨損深度1mm,套筒需要加工精度高,不易完成,且鑲套傳動(dòng)扭力太小不適合現(xiàn)場(chǎng)要求。經(jīng)多方探討,決定對(duì)該軸進(jìn)行堆焊修復(fù),在竄動(dòng)軸端頭堆焊一層耐磨材料,形成復(fù)合材料的堆焊件,獲得了良好使用性能,可大幅提高運(yùn)行效率,延長服役時(shí)間。

表2 37SiMn2M oV化學(xué)成分及力學(xué)性能
4 堆焊工藝的選擇制定
4.1 焊接性分析
傳動(dòng)軸的材質(zhì)為37SiMn2MoV 合金結(jié)構(gòu)鋼,主要用于制作大截面承受重載荷的重要零件。化學(xué)成分及主要力學(xué)性能如表2。
由于其碳及合金元素含量均較低,因此焊接性總體較好。但該材料抗拉強(qiáng)度大于800MPa,沖擊韌性為4kg·m/ cm2,是一種強(qiáng)度高,韌性低,焊后極易淬火的鋼種。按公式計(jì)算碳當(dāng)量為0.84,當(dāng)冷卻速度大于87℃/min時(shí),就會(huì)導(dǎo)致50%以上的組織轉(zhuǎn)變?yōu)橛捕嗟鸟R氏體淬硬組織。焊接過程中如果工藝不當(dāng),會(huì)造成焊接區(qū)脆化或產(chǎn)生裂紋。
4.2 焊接方法的選擇
4.2.1 焊前的準(zhǔn)備
1 為防止焊接過程中產(chǎn)生缺陷,焊前應(yīng)先將端頭表面粘著的油、水、銹等雜質(zhì)去掉,用砂紙打磨清理干凈。
2 42GrMu焊絲烘干溫度350℃~400℃,保溫2小時(shí),放入保溫爐內(nèi)隨用隨取。
3 預(yù)熱溫度
通過對(duì)37SIMnZMoV焊接性分析,為防止堆焊層和焊接熱影響區(qū)產(chǎn)生裂紋,減小工件的變形,需在焊前對(duì)工件預(yù)熱。工件的預(yù)熱溫度與堆焊材料碳當(dāng)量關(guān)系如表3。37SiMn2MoV碳當(dāng)量為0.84,可知焊前預(yù)熱溫度須在 300℃以上,我們采用預(yù)熱溫度400℃,充分滿足堆焊溫度要求。
4.2.2 焊接實(shí)施過程
采用熱源集中的焊接方法,用富氬氣體保護(hù)焊對(duì)轉(zhuǎn)軸端頭在轉(zhuǎn)臺(tái)上進(jìn)行360°轉(zhuǎn)圈堆焊,焊接電流控制在 150~ 180A。堆焊結(jié)束后轉(zhuǎn)軸直徑應(yīng)保持在?175mm ~?182mm間,焊道表面保持平整、致密,不允許溝槽。

表3 工件的預(yù)熱溫度與堆焊材料碳當(dāng)量
4.2.3 焊后保溫緩冷
焊后保溫緩冷有利于焊接接頭中氫的擴(kuò)散逸出和淬硬組織的改善,可有效控制裂紋產(chǎn)生。焊接后將傳動(dòng)軸重新放回至加熱爐內(nèi),與加熱爐共同降至常溫。待常溫取出進(jìn)行機(jī)加工,修復(fù)軸徑及鍵槽,并經(jīng)外觀檢驗(yàn)無裂紋。
5 結(jié)論
傳動(dòng)軸修復(fù)完成檢查正常后,即組織進(jìn)行回裝,磨床設(shè)備快速恢復(fù)投入使用,有效的減少了停機(jī)時(shí)間。
通過本次修復(fù)過程,總結(jié)如下:
(1)選擇正確的修復(fù)方法。選擇修復(fù)方法時(shí)首先要考慮工件的運(yùn)轉(zhuǎn)條件,滿足現(xiàn)場(chǎng)設(shè)備結(jié)構(gòu)受力、加工工藝、生產(chǎn)節(jié)奏運(yùn)行的停機(jī)時(shí)限等要求;本次通過對(duì)刷鍍、堆焊和鑲套幾種方法的比較,得出堆焊方法更適合現(xiàn)場(chǎng)條件。
(2)選定合適的堆焊工藝。焊接前要掌握所要堆焊件的材料性能,針對(duì)其特性選擇合適的工藝。此次修復(fù)件材質(zhì)為37SiMn2MoV,其焊接性好,焊后極易淬火的特性,決定了選擇工藝時(shí)要注意預(yù)熱和緩冷。
[1]張文鋮.焊接冶金學(xué)[M].北京:機(jī)械工業(yè)出版社,1999.
[2]王寬福.壓力容器焊接結(jié)構(gòu)工程分析[M].北京:化學(xué)工業(yè)出版社,1998.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
兒童故事畫報(bào)(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03