電極壓力對2A12鋁合金電阻點焊裂紋的影響*
2014-03-09 03:13:47劉宗芳謝紅霞張乾寧
焊管 2014年1期
關(guān)鍵詞:裂紋
劉宗芳,張 勇,張 濤,謝紅霞,張乾寧
(1.西北工業(yè)大學(xué) 凝固技術(shù)國家重點實驗室 摩擦焊接陜西省重點實驗室,西安710072;2.中國電子科技集團公司第二十研究,西安710068)
0 前 言
鋁合金導(dǎo)熱性強,線膨脹系數(shù)和冷卻收縮率大,在電阻點焊快速加熱和冷卻條件下,易在焊件內(nèi)出現(xiàn)較大的內(nèi)應(yīng)力而產(chǎn)生變形或在脆性溫度區(qū)間內(nèi)產(chǎn)生熱裂紋。熱裂紋不僅可能直接導(dǎo)致結(jié)構(gòu)在運行中破斷,且還可能成為冷裂紋、再熱裂紋及疲勞裂紋的裂源[1-4]。2A12鋁合金是一種成分比較合理,綜合性能較好、用量較大的高強鋁合金,其含銅量雖超過Al-Cu合金裂紋敏感高峰區(qū),但由于還含有形成低熔點多元共晶的其他元素,結(jié)晶溫度區(qū)間寬,因而焊接裂紋敏感性大[5-8]。
壓力作為電阻點焊一個十分重要的規(guī)范參數(shù),對高強鋁合金點焊裂紋的形成有很大影響。以往的研究主要關(guān)注鍛壓力對電阻點焊裂紋的影響,關(guān)于焊接壓力和鍛壓力的綜合作用對電阻點焊裂紋的影響機理及規(guī)律還缺乏全面的了解[9-13]。
筆者分別調(diào)定焊接壓力為0.4 kN,1.2 kN,2.0 kN,2.8 kN,3.6 kN和4.4 kN,每個焊接壓力下調(diào)定鍛壓力為12.4 kN,14.0 kN和16.4 kN,研究焊接壓力和鍛壓力對2A12鋁合金點焊熔核裂紋的分布規(guī)律及形狀尺寸的綜合影響。
1 試驗方法
試驗選取的2A12-T4鋁合金,是對2A12進行了固溶熱處理后自然時效至基本穩(wěn)定狀態(tài)的一種高強硬鋁合金,其化學(xué)成分見表1,金相組織照片如圖1所示。

表1 2A12-T4鋁合金的化學(xué)成分 %

圖1 2A12-T4鋁合金金相組織照片
圖1中白色較淺的大塊狀是α(Al)相,大顆粒的黑色片狀是θ(CuAl2)相,較小的黑色小顆粒包括了S(Al2CuMg)相和從α相或θ相中析出的二次相(θ2)等[14]。
使用DZ-3×63型三相次級整流式點焊機,試片規(guī)格為 100 mm×20 mm×1 mm。選用 CdCu合金的球面電極,其尺寸為φ 20 mm,球面半徑為50 mm。試驗焊接參數(shù)見表2。本研究中將焊接壓力和鍛壓力統(tǒng)稱為電極壓力,表3是電極壓力調(diào)變參數(shù)。采用酸洗工藝清洗試片表面,并在12 h之內(nèi)完成試驗。如圖2所示,試樣采用等距連續(xù)焊接3點的方法,焊后均選用左邊第一個焊點沿熔核中心方向切開制備成金相試樣,其余2點備用。腐蝕劑為 1.5%HCl,1%HF和 2.5%HNO3的水溶液。利用光學(xué)顯微鏡和掃描電鏡觀察熔核的裂紋特征及顯微組織。

表2 點焊焊接參數(shù)
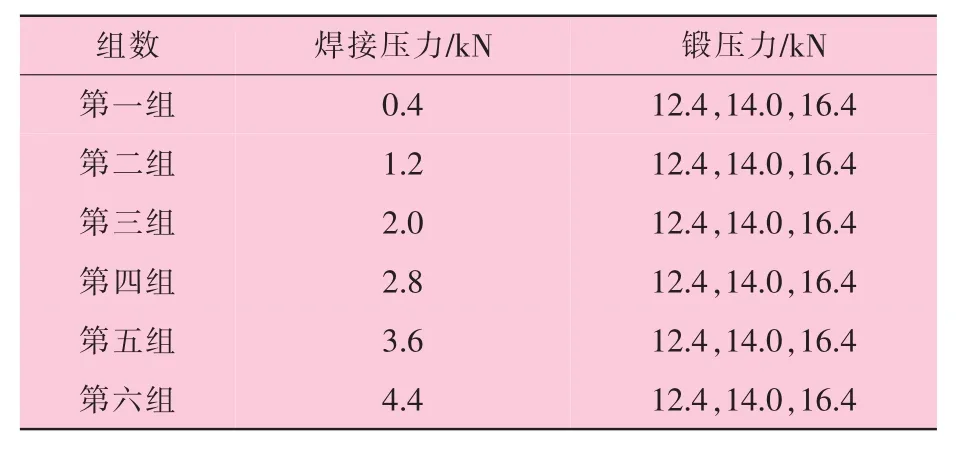
表3 電極壓力調(diào)變參數(shù)

圖2 焊點分布示意圖
2 試驗結(jié)果及分析
2.1 裂紋的宏觀分布特征及形成機理分析
試驗獲得的點焊熔核裂紋數(shù)量分布規(guī)律如圖3所示。對應(yīng)有裂紋的點焊熔核低倍宏觀照片如圖4所示。

圖3 熔核裂紋數(shù)量分布
從圖3可以看出,第一組試驗熔核沒有裂紋產(chǎn)生,第二、第三、第四組試驗均有1條裂紋產(chǎn)生,第五組試驗產(chǎn)生的裂紋數(shù)量最多(6條),第六組試驗產(chǎn)生的裂紋數(shù)量為4條。由此發(fā)現(xiàn)隨焊接壓力的依次增大,點焊熔核內(nèi)產(chǎn)生裂紋的數(shù)量基本呈遞增趨勢。
圖4為有裂紋熔核的宏觀形貌。從圖4可以看出,隨焊接壓力的增大,點焊熔核內(nèi)產(chǎn)生裂紋的數(shù)量和尺度均有所增大。從第五、第六組試驗點焊熔核宏觀照片發(fā)現(xiàn),在焊接壓力不變的前提下,隨鍛壓力增大,點焊熔核內(nèi)產(chǎn)生裂紋的數(shù)量和尺度均有所減小,且產(chǎn)生的裂紋方向除第五組試驗鍛壓力14.0 kN的點焊熔核有1條位于熔核邊沿上方的橫向裂紋外,其他裂紋均為熔核內(nèi)的縱向裂紋。
根據(jù)焊接熱裂紋理論,焊接熱裂紋產(chǎn)生的充分條件為[15-16]

式中:ε′為焊接冷卻過程中實際承受的拉伸應(yīng)變;εm為由凝固收縮和熱收縮變形所導(dǎo)致的拉伸應(yīng)變;εc為外加壓應(yīng)變;CST為臨界應(yīng)變速率。

圖4 有裂紋熔核的宏觀照片
式(1)表明:當(dāng)焊接冷卻過程中實際承受的拉應(yīng)變率大于其臨界應(yīng)變速率時則產(chǎn)生焊接熱裂紋。由于點焊熔核凝固過程本身就包括溫度的變化,熔核凝固收縮包含有熱收縮,因此可把由凝固收縮和熱收縮變形所導(dǎo)致的拉伸應(yīng)變統(tǒng)稱為凝固三維收縮拉應(yīng)變。
鋁合金點焊熔核凝固的一般過程是:點焊電流切斷后,受熱局部熔化的金屬在母材和電極的急冷作用下,點焊熔核從具有很大的溫度梯度熔合線處液態(tài)金屬由外向內(nèi)依次凝固,先凝固的液態(tài)金屬形成柱狀晶組織,后凝固的液態(tài)金屬在結(jié)晶潛熱及成分過冷等作用下生成等軸晶組織。在凝固即將結(jié)束時,熔核中心最后凝固的等軸晶區(qū)的金屬處于固-液階段后期,此時剩余液態(tài)金屬不足以完全填充等軸晶間的間隙,剩余液相流動性減弱并被排擠到枝晶間滯留形成液態(tài)薄膜。此液態(tài)薄膜的強度及塑性遠(yuǎn)低于熔核熱影響區(qū)、熔核內(nèi)先凝固的柱狀晶和等軸晶晶界間的結(jié)合力。此時如果熔核凝固產(chǎn)生的三維收縮拉應(yīng)變率(dεm/dT)與電極施加的壓應(yīng)變率(dεc/dT)之差大于液態(tài)薄膜的臨界應(yīng)變速率(CST),則在熔核中心的等軸晶晶界液態(tài)薄膜處最先產(chǎn)生裂紋,隨后該裂紋沿著結(jié)合力較弱的等軸晶、柱狀晶晶界處縱向擴展,這就是點焊熔核內(nèi)產(chǎn)生的裂紋大多是縱向凝固裂紋的原因。
分析認(rèn)為,焊接壓力對點焊熔核裂紋的影響,主要是其改變了點焊循環(huán)的通電階段焊接區(qū)域接觸面積的大小,進而使后期冷卻結(jié)晶階段施加在點焊熔核上鍛壓力密度(壓強)發(fā)生變化造成的。在其他參數(shù)不變的條件下,隨焊接壓力的增大,焊接區(qū)域電極與工件的接觸面積增大,使得冷卻結(jié)晶階段施加在點焊熔核單位面積上的鍛壓力減小,導(dǎo)致其抵消點焊熔核凝固產(chǎn)生的三維收縮拉應(yīng)力的能力減弱,就越容易產(chǎn)生裂紋。
在點焊焊接循環(huán)的通電階段,熔核內(nèi)金屬處于熔化狀態(tài),不會產(chǎn)生凝固三維收縮應(yīng)力,此階段產(chǎn)生裂紋的可能性較小,故鍛壓力的變化對點焊熔核裂紋的影響主要體現(xiàn)在點焊焊接循環(huán)的冷卻結(jié)晶階段。
在其他參數(shù)不變的條件下,焊接壓力決定了焊接區(qū)域的接觸面積。所以當(dāng)焊接壓力一定時,在冷卻結(jié)晶階段,鍛壓力越大,施加在點焊熔核單位面積上的鍛壓力越大,其抵消的點焊熔核凝固產(chǎn)生的三維收縮拉應(yīng)力越多,式(1)成立的條件越不充分,就越不容易產(chǎn)生裂紋。
2.2 橫向裂紋的形成機理
圖4(e)中橫向裂紋的局部高倍光鏡照片如圖5所示。從圖5可以看出,橫向裂紋位于點焊熔核邊沿晶粒受熱發(fā)生粗化的熱影響區(qū),并沿晶向水平方向擴展。
圖6是通過掃描電鏡的X射線能譜分析(EDS)點掃描法得到的該橫向裂紋內(nèi)的成分。

圖5 橫向裂紋局部高倍照片

圖6 橫向裂紋EDS分析結(jié)果
從圖6可見,橫向裂紋內(nèi)主要是低熔點共晶相:α(Al)+θ(CuAl2)+S(Al2CuMg)。 由此推斷該橫向裂紋是液化裂紋。分析認(rèn)為,在點焊過程中,熱影響區(qū)內(nèi)的晶粒過熱呈固態(tài)未發(fā)生熔化,但晶粒邊界上的低熔點共晶物可能發(fā)生熔化即晶界液化,從而出現(xiàn)固相與液相共存。晶間發(fā)生熔化的共晶相導(dǎo)致晶間結(jié)合力下降,離點焊熔核越近的熱影響區(qū)的晶界液化越嚴(yán)重,晶間結(jié)合力下降也越多。此時,如加壓機構(gòu)的隨動性發(fā)生變化,當(dāng)外加電極壓力不足以抵消點焊熔核凝固產(chǎn)生的三維拉應(yīng)力時,這些晶界液化區(qū)就在殘余拉應(yīng)力的作用下發(fā)生開裂形成晶間裂紋即所謂的液化裂紋。
在液化裂紋擴展的過程中,由于在點焊熔核周圍介于柱狀晶區(qū)和熱影響區(qū)之間有一條寬度為100 μm左右的塑性環(huán),其晶粒比較細(xì)小,晶間結(jié)合力遠(yuǎn)高于熱影響區(qū)發(fā)生晶間液化的晶界結(jié)合力,致使液化裂紋穿過塑性環(huán)向點焊熔核內(nèi)擴展的可能性比較低。此外,在電極下方的中部區(qū)域,電極壓力可以認(rèn)為主要是y軸方向的力,x軸方向的分力很小;如果x軸方向的分力不足以抵消熔核凝固時的水平方向拉應(yīng)力,裂紋就會朝水平方向擴展而形成沿晶橫向裂紋。
2.3 裂紋的長度與電極壓力關(guān)系
裂紋長度統(tǒng)計結(jié)果見表4,對應(yīng)的分布規(guī)律如圖7所示。
從表4和圖7可以發(fā)現(xiàn),第一組試驗的點焊熔核均沒有裂紋產(chǎn)生;對于第二和第四組試驗,鍛壓力為較小值12.4 kN和14.0 kN時,沒有裂紋產(chǎn)生,而鍛壓力取較大值16.4 kN時,點焊熔核內(nèi)均產(chǎn)生了裂紋,且焊接壓力大的產(chǎn)生的裂紋長度短;對于第三、第五和第六組試驗,鍛壓力依次取12.4 kN,14.0 kN和16.4 kN三個值時,產(chǎn)生的裂紋長度會隨鍛壓力的增大依次減小。將6組試驗點焊熔核內(nèi)產(chǎn)生裂紋的長度求平均值,發(fā)現(xiàn)在焊接壓力不變的前提下,隨鍛壓力的增大,點焊熔核內(nèi)產(chǎn)生裂紋的平均長度依次變短。

表4 不同鍛壓力下裂紋長度統(tǒng)計 μm

圖7 裂紋長度分布規(guī)律
綜上所述:當(dāng)焊接壓力維持在0.4 kN,鍛壓力依次取12.4 kN,14.0 kN和16.4 kN三個值時,點焊熔核內(nèi)產(chǎn)生裂紋的概率很低;當(dāng)焊接壓力維持在1.2 kN,2.0 kN,2.8 kN,鍛壓力依次取12.4 kN,14.0 kN和16.4 kN三個值時,點焊熔核內(nèi)產(chǎn)生裂紋的概率相對較低;當(dāng)焊接壓力維持在3.6 kN,4.4 kN,鍛壓力依次取12.4 kN,14.0 kN和16.4 kN三個值時,點焊熔核內(nèi)產(chǎn)生裂紋的概率相對較大。這說明,高強鋁合金點焊時,應(yīng)依據(jù)焊接壓力選取相應(yīng)的鍛壓力。焊接壓力越大,鍛壓力也應(yīng)增大。
3 結(jié) 論
在DZ-3×63型三相次級整流式點焊機上,通過改變焊接壓力和鍛壓力,研究了電極壓力對1 mm厚2A12-T4高強鋁合金點焊熔核裂紋分布特征及形狀尺寸的影響規(guī)律,得到以下結(jié)論:
(1)產(chǎn)生的裂紋一般是位于熔核內(nèi)的縱向凝固裂紋。在電極下方中部、熔核邊沿的熱影響區(qū),如果電極壓力在x軸方向的分力不足以抵消熔核凝固時的水平方向拉應(yīng)力時,可能形成沿晶橫向液化裂紋。
(2)在其他參數(shù)不變,焊接壓力一定的條件下,產(chǎn)生的裂紋數(shù)量和長度總體隨鍛壓力的增大而減小。
(3)本研究試驗條件下,當(dāng)焊接壓力為0.4 kN時,產(chǎn)生裂紋的概率很低;當(dāng)焊接壓力為1.2 kN,2.0 kN和2.8 kN時,產(chǎn)生裂紋的概率相對較低;當(dāng)焊接壓力為3.6 kN和4.4 kN時,產(chǎn)生裂紋的概率相對較大。高強鋁合金點焊時,焊接壓力越大,鍛壓力也需相應(yīng)增大。
[1]張學(xué)軍,李艷,張文揚.航空用中、高強度鋁合金點焊工藝[J].焊接,2012(05):44-48.
[2]SENKARA J,ZHANG H.Cracking in Spot Welding A-luminumAlloyAA5754[J].Welding Journal,2000,79(07):194-201.
[3]THORNTON P H,KRAUSE A R,DAVIES R G.Aluminum Spot Weld[J].Welding Journal,1996,75(03):101-108.
[4]彭云.鋁合金焊接結(jié)晶裂紋的防止[J].焊接,1995(01):2-5.
[5]黃伯云,李成功,石力開,等.中國材料工程大典(第4卷)有色金屬材料工程(上)[M].北京:化學(xué)工業(yè)出版社,2006:64-67.
[6]CHANG C C,CHEN C L,WEN J Y,et al.Characterization of Hot Cracking Due to Welding of High-Strength Aluminum Alloys[J].Materials and Manufacturing Processes,2012,27(06):658-663.
[7]徐厚訓(xùn).對 LY12CZ 鋁合金板材點焊中“胡須”的探討[J].材料工程,1982(03): 25-29.
[8]六二一焊接聲發(fā)射監(jiān)控題目組.LY12鋁合金點焊裂紋的聲發(fā)射特性探討[J].材料工程,1979(02):25-29.
[9]SUN H T, LAI X M, ZHANG Y S,et al.Effect of Variable Electrode Force on Weld Quality in Resistance Spot Welding[J].Science and Technology of Welding&Joining, 2007,12(08):718-724.
[10]常保華,都東,歲波,等.鍛壓力對鋁合金點焊接頭疲勞行為的影響[J].焊接學(xué)報,2005,26(08):5-8.
[11]FURUKAWA K, KATOH M, NISHIO K, et al.Evaluation of Welds of Aluminum Alloy AA6022-T4 Welded Using an Electrode Force Changeable Resistance Spot WeldingMachine[J].WeldingInternational, 2007,21(07):471-481.
[12]HASSANIFARD S, ZEHSAZ M, TOHGO K.The Effects of Electrode Force on the Mechanical Behaviour of Res istance Spot-welded 5083-O Aluminium Alloy Joints[J].Strain,2011,47(s1):196-204.
[13]QIU R, SHI H, YU H, et al.Effects of Electrode Force on the Characteristic of Magnesium Alloy Joint Welded by Resistance Spot Welding with Cover Plates[J].Materials and Manufacturing Processes,2010,25(11):1304-1308.
[14]Н.П.梁基謝夫.金屬二元系相圖手冊[M].郭青蔚,譯.北京:化學(xué)工業(yè)出版社,2008:55-56.
[15]劉偉平,田錫唐,張修智.一種防止高強鋁合金焊接熱裂紋產(chǎn)生的新方法[J].焊接學(xué)報,1995,16(02):106-111.
[16]周萬盛,姚君山.鋁及鋁合金的焊接[M].北京:機械工業(yè)出版社,2006:50-52.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
