基于模糊控制的冷軋帶鋼板優化方法及應用
2014-03-09 06:41:28趙昊裔
自動化與儀表 2014年3期
趙昊裔
(中冶南方工程技術有限公司 自動化二部,武漢 430223)
板形控制算法是冷軋帶鋼板形控制系統的核心內容,它的優劣性直接決定了板形控制效果的好壞。目前廣泛采用的基于反饋控制思想的板形多變量優化控制方法通過在軋機出口處配置接觸式板形儀在線測量實時板形信號,然后以板形目標值與實時測量值之間的偏差的平方和為評價指標函數,循環計算使得該評價指標函數取得最小值時的各板形調控裝置在線調節量。需要指出的是,上述技術方案關鍵是要獲得高精度的各板形調控裝置的板形控制調控功效系數。然而,實際冷軋機是一種高度非線性、時變的復雜物理系統,目前尚不能對其進行精確建模,這也決定了很難獲得高精度的各板形調控裝置的板形控制調控功效系數,因此不能得到理想的板形控制效果[1-3]。
為了解決上述技術問題,就必須從控制原理上進行根本性的改變,為進一步提高冷軋帶鋼產品的質量發揮關鍵作用。
1 冷軋帶鋼工藝流程簡介
帶鋼冷軋生產工藝流程包括[4]:
1)酸洗線:清除原料(熱軋卷)上的氧化鐵皮。
2)冷軋機組:將酸洗后原料軋制成所需厚度的成品卷。
3)退火設備(罩式退火爐或連續退火線):為加工硬化后的帶卷退火。
4)精整線:包括平整、重卷、縱剪、橫剪及各種鍍層處理線。
2 冷軋板形的模糊優化控制方法及其實現
本文的目的在于提供一種冷軋帶鋼板形模糊控制方法,以解決常規板形控制方法由于無法獲取高精度的各板形調控裝置的板形控制調控功效系數,而導致冷軋帶鋼產品存在板形缺陷的技術問題[5]。使用模糊建模方法建立起了一階、二階和四階板形偏差與傾輥裝置、工作輥彎輥裝置和中間輥彎輥裝置在線調節量之間的動態關系,建立板形模糊控制模型,實現了對冷軋帶鋼出口板形質量的精確控制,同時該方法不需要獲取冷軋帶鋼軋制過程精確的數學模型參數并且魯棒性強,簡易可行,完全滿足板形控制控制系統的實時性要求,可以有效消除冷軋帶鋼產品存在的典型板形缺陷,提高產品質量。
為實現上述目的,本文采用如下技術方案:
1)對于同一規格的帶鋼,將軋機出口張力和軋制壓力的工作區間各均勻分為五個子區間,按照軋機出口張力和軋制壓力所處不同軋機出口張力子區間和軋制壓力子區間的所有可能情況可將軋制工況分類為25種工況。
2)對于同一規格的帶鋼,分別建立步驟 1)中所述25種工況對應的板形控制模糊推理控制模型:
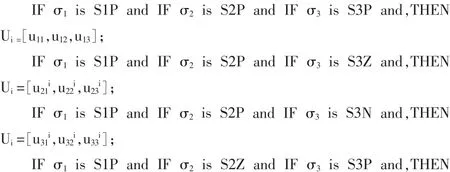
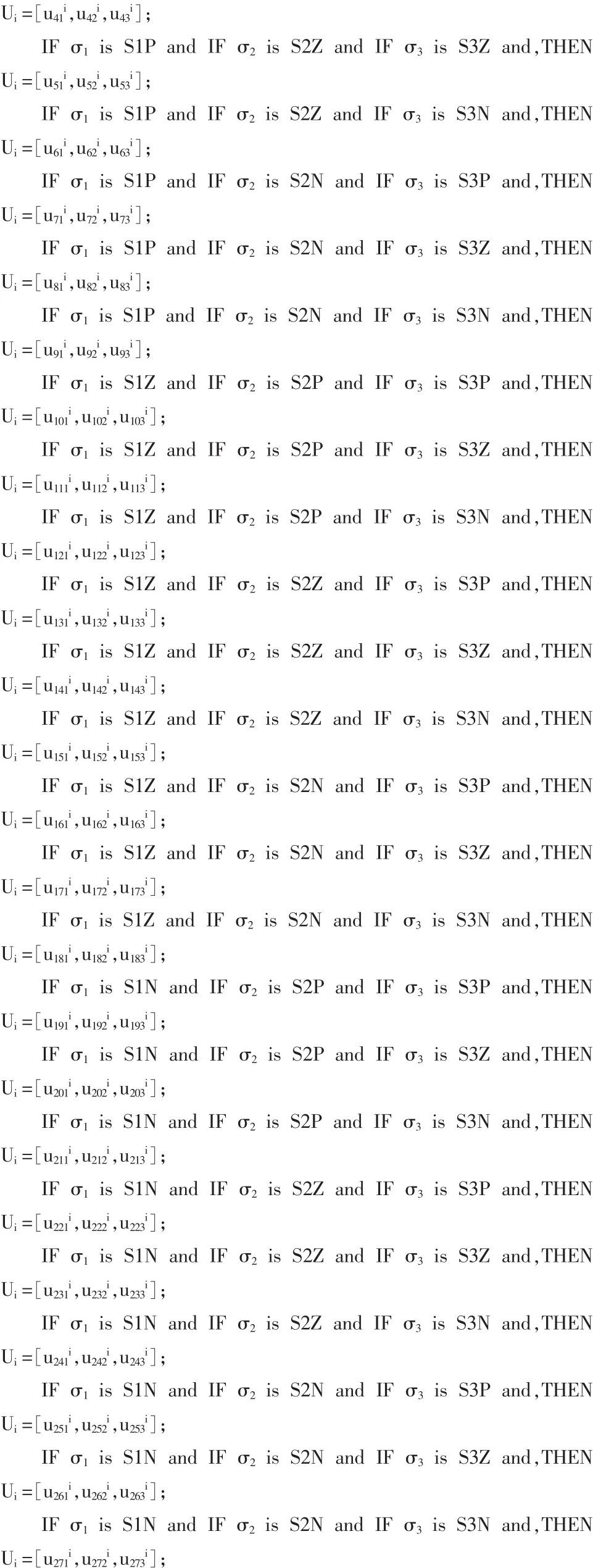
其中,σ1板形偏差信號中的一階板形偏差,單位為10-5m,S1P、S1Z、S1N分別為描述一階板形偏差為正、零、負的模糊數;σ2板形偏差信號中的二階板形偏差,單位為10-5m,S2P、S2Z、S2N分別為描述二階板形偏差為正、零、負的模糊數;σ3板形偏差信號中的四階分量,單位為10-5m,S3P、S3Z、S3N分別為描述四階板形偏差為正、零、負的模糊數;Ui為在第i種工況下傾輥裝置、工作輥彎輥裝置和中間輥彎輥裝置在線調節量組成的控制輸出向量;為在第i種工況下第j條模糊規則下傾輥裝置在線調節量,單位為mm,為在第i種工況第j條模糊規則下工作輥彎輥裝置在線調節量,單位為kN,為在第i種工況第j條模糊規則下中間輥彎輥裝置在線調節量,單位為 kN,且 i=1,2,…,25 和 j=1,2,…,27;可以通過人工操作經驗知識獲得。
3)結合傾輥裝置物理特性設定σ1在第i種工況下的如下模糊隸屬函數
σ1關于S1P的模糊隸屬函數:

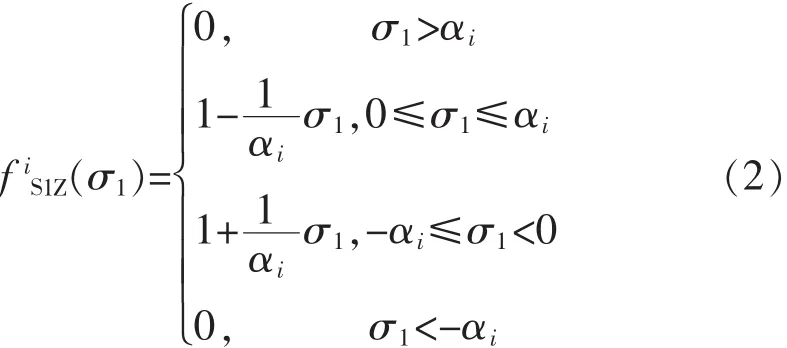
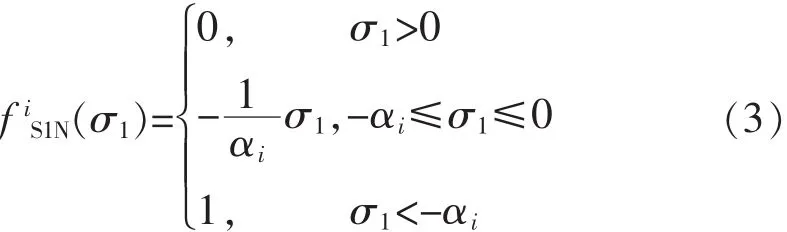
這里,αi為第i種工況下述一階板形偏差為正的閾值,單位為10-5m,在步驟(2)所述板形控制模糊推理控制模型中認為一階板形偏差σ1大于αi時為正,小于-αi時為負,下同。
σ1關于S1Z的模糊隸屬函數:
σ1關于S1N的模糊隸屬函數:
4)結合工作輥彎輥裝置物理特性設定σ2在第i種工況下的如下模糊隸屬函數
σ2關于S2P的模糊隸屬函數:
這里,βi為第i種工況下述二階板形偏差為正的閾值,單位為10-5m,在步驟(2)所述板形控制模糊推理控制模型中認為二階板形偏差σ2大于βi時為正,小于-βi時為負,下同;
σ2關于S2Z的模糊隸屬函數:
σ2關于S2N的模糊隸屬函數:
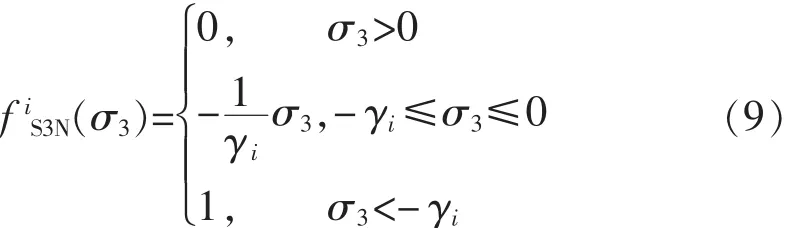
5)結合中間輥彎輥裝置物理特性設定σ3在第i種工況下的如下模糊隸屬函數
σ3關于S3P的模糊隸屬函數:
其中,γi為第i種工況下四階板形偏差為正的閾值,單位為10-5m,在步驟(2)所述板形控制模糊推理控制模型中認為四階板形偏差σ3大于γi時為正,小于-γi時為負,下同。
σ3關于S3Z的模糊隸屬函數:
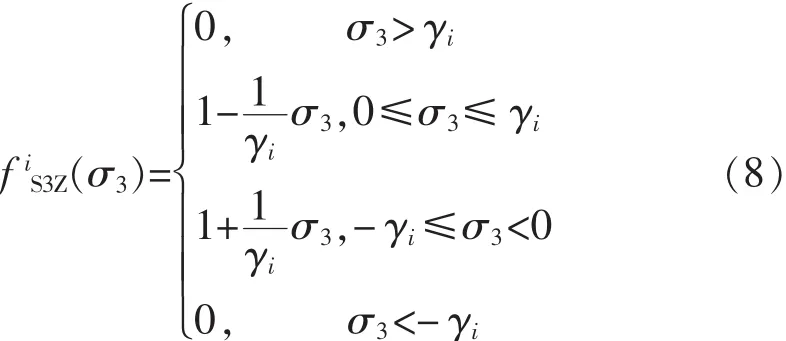
σ3關于S3N的模糊隸屬函數:
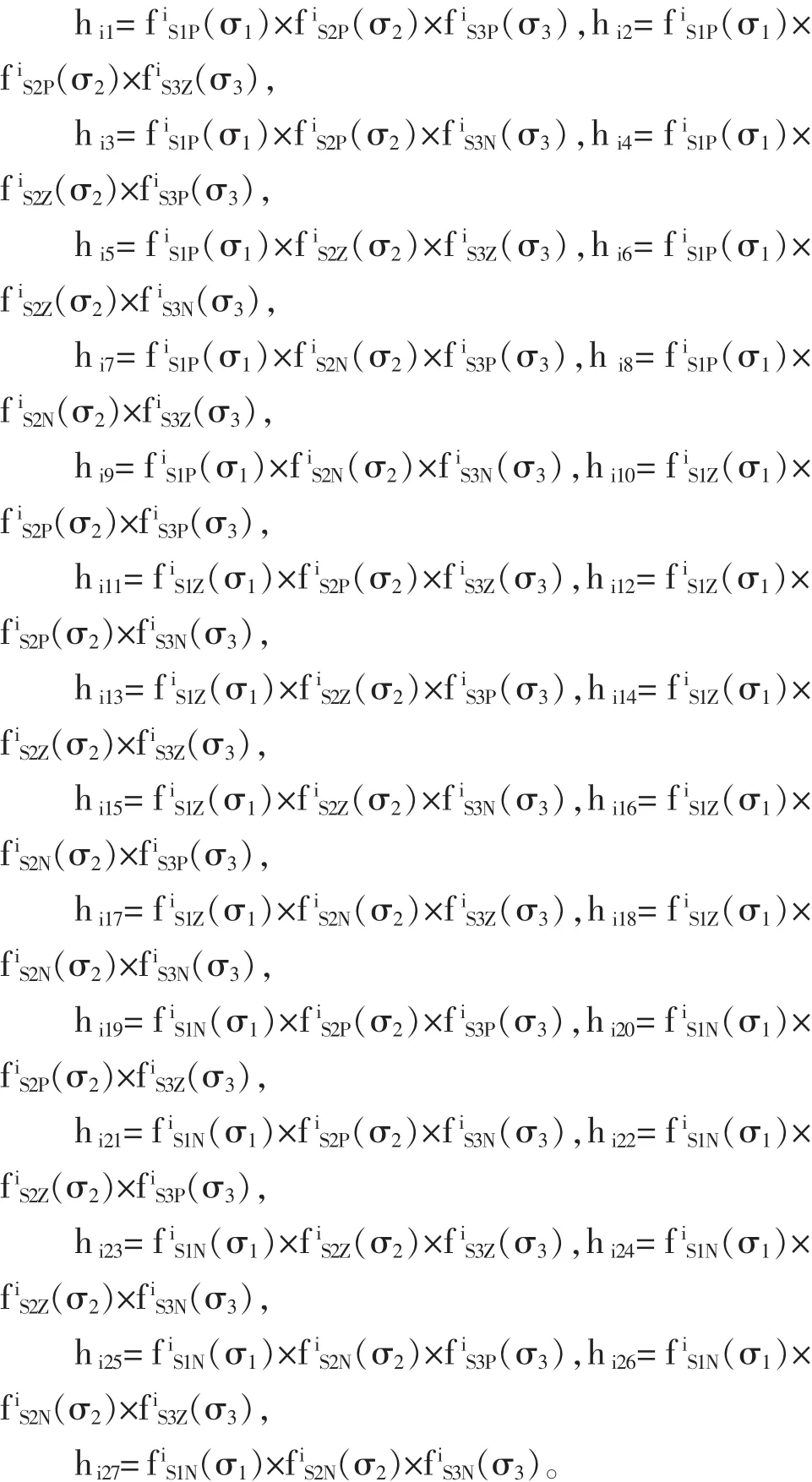
6)利用Takagi-Sugeno模糊模型建模規則建立如下板形模糊控制模型:

其中:i=1,2, …,25;ui1為第 i種工況下傾輥裝置調節量,單位為mm;ui2為第i種工況下工作輥彎輥裝置調節量,單位為kN;ui3為第i種工況下工作輥彎輥裝置調節量,單位為kN。
7)按照軋制過程所處工況選擇對應的板形模糊控制模型來進行傾輥裝置、工作輥彎輥裝置和中間輥彎輥裝置的在線調節。具體實施方式為:傾輥裝置調節量為ui1,工作輥彎輥裝置調節量為ui2,中間輥彎輥裝置調節量為ui3。特別地,按照響應速度快、靈敏度大的傳動裝置先調的原則依次對傾輥裝置、工作輥彎輥裝置和中間輥彎輥裝置進行在線調節。
3 應用研究
基于本文所述的冷軋帶鋼板形板厚綜合控制方法如圖1所示,可用于四輥、六輥單機架或多機架冷連軋機組。以下以某鋼廠單機架六輥軋機為例,該機組的主要技術性能指標和設備參數為
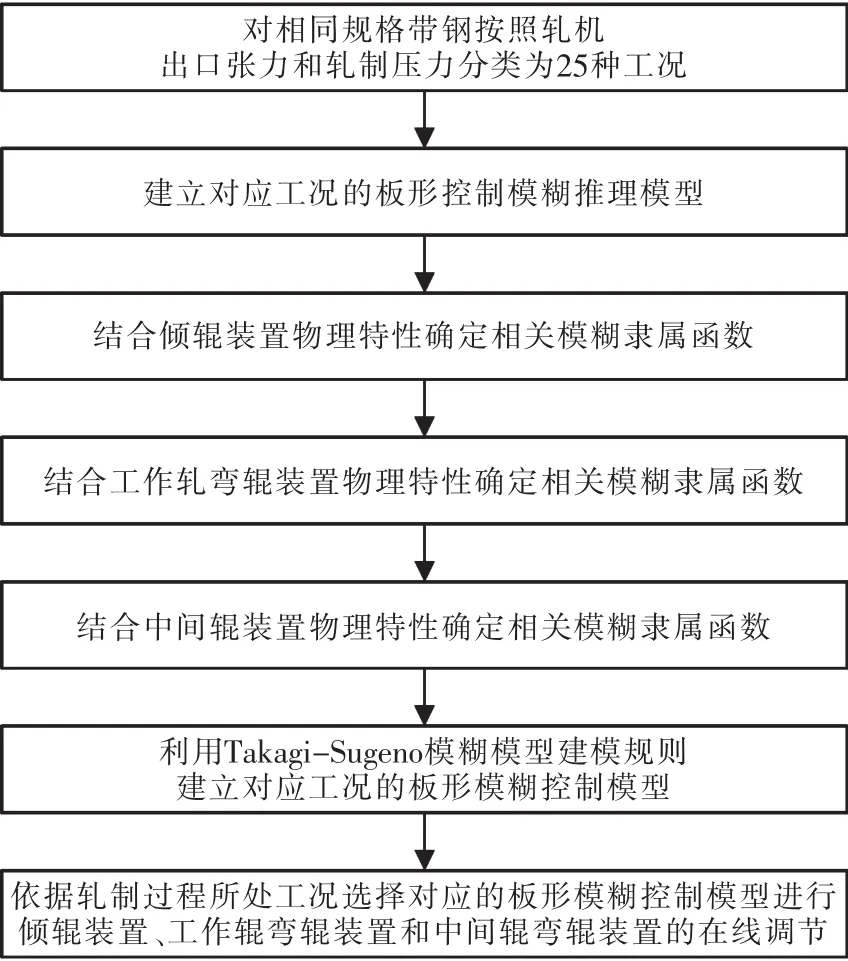
圖1 冷軋帶鋼板形模糊控制方法計算流程圖Fig.1 Calculating flow chart for cold rolled strip shape control using fuzzy control method
軋制速度:Max 900 m/min,軋制壓力:Max 18 000 kN,最大軋制力矩:140.3 kN·m,卷取張力:Max 220 kN,主電機功率:5 500 kW;
來料厚度范圍:1.8~2.5 mm,來料寬度范圍:850~1 280 mm,軋后厚度范圍:0.3 mm~1.0 mm;
工作輥直徑:290~340mm,工作輥身長:1400mm,中間輥直徑:440~500 mm,中間輥身長:1 640 mm,支撐輥直徑:1 150~1 250 mm,支撐輥身長:1 400 mm;
每側工作輥彎輥力:-280~350 kN;每側中間輥彎輥力:0~500 kN, 中間輥軸向橫移量:-120~120 mm;輔助液壓系統壓力:14 MPa;平衡彎輥系統壓力:28 MPa;壓下系統壓力:28 MPa。
板形輥的輥徑313 mm,由實心鋼軸組成,沿寬度方向每隔52 mm或26 mm被分成一個測量區域。
圖2給出了本文所述控制方法投入運行前的軋機出口板形分布圖,此時采用人工手動調節方式進行冷軋帶鋼板形控制。由圖2可以看出,軋機出口板形的板形偏差最大值超過了20×10-5m,具有非常明顯的板形缺陷,影響了產品質量和經濟效益;這也說明了實際生產對先進板形控制技術研發的必要性。圖3給出了本文所述控制方法投入運行后的軋機出口板形分布圖。由圖3可以看出,本文所述方法有效消除了板形偏差,軋機出口板形的板形偏差最大值控制在8×10-5m以內,顯著改善了帶鋼產品出口板形,提高了帶材的板形質量。
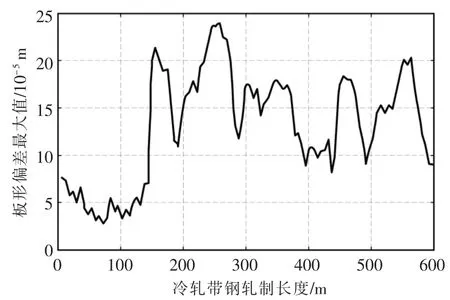
圖2 冷軋帶鋼板形模糊控制方法使用前軋機出口板形分布圖Fig.2 Strip shape at the exit distribution map before using cold rolled strip shape fuzzy control method
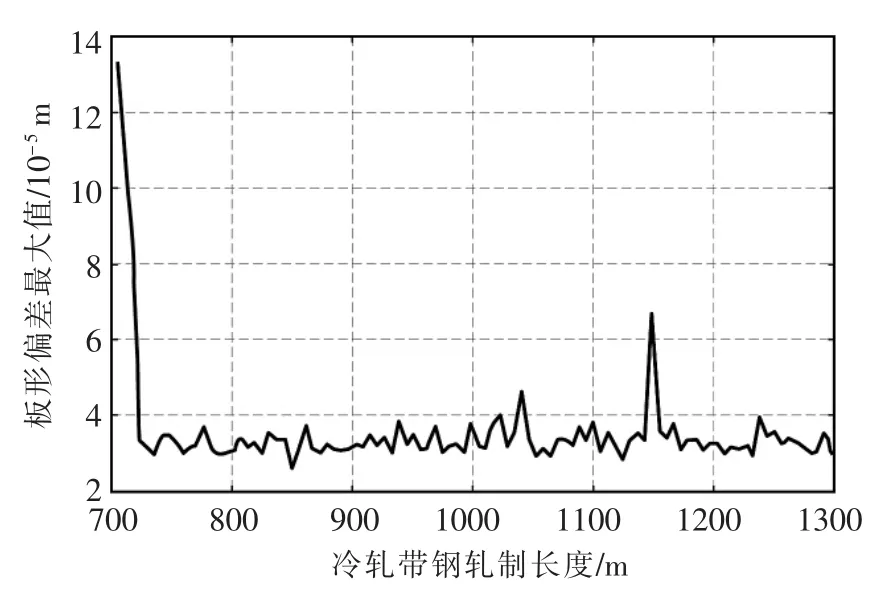
圖3 冷軋帶鋼板形模糊控制方法使用后軋機出口板形分布圖Fig.3 Strip shape at the exit distribution map after using cold rolled strip shape fuzzy control method
4 結語
本文所述方法使用模糊建模方法建立起了一階、二階和四階板形偏差與傾輥裝置、工作輥彎輥裝置和中間輥彎輥裝置在線調節量之間的動態關系,建立板形模糊控制模型,實現了對冷軋帶鋼出口板形質量的精確控制,同時該方法不需要獲取冷軋帶鋼軋制過程精確的數學模型參數并且魯棒性強,簡易可行,完全滿足板形控制控制系統的實時性要求,可以有效消除冷軋帶鋼產品存在的典型板形缺陷,解決了常規板形控制方法由于無法獲取高精度的各板形調控裝置的板形控制調控功效系數而導致冷軋帶鋼產品存在板形缺陷的技術問題并成功應用于實際工程 (發明專利申請號:201310335017.8;申請日:20130802;發明專利申請人:趙昊裔)。因此,具有很好的推廣前景。
[1] 丁修堃.軋制過程自動化[M].北京:冶金工業出版社,2006.
[2] Siemens.Electrical Equipment and Automation for Cold Strip Tandem Mills[Z],2000.
[3] 孫一康.帶鋼冷連軋計算機控制 [M].北京:冶金工業出版社,2002.
[4] 孫一康.帶鋼熱連軋的模型與控制[M].北京:冶金工業出版社,2002.
[5] 張景進.中厚板生產[M].北京:冶金工業出版社,2005. ■
