輕系列深溝球軸承外圈車加工方法改進
2014-03-07 02:15:32王勁松
哈爾濱軸承 2014年3期
關鍵詞:示意圖
李 亞,王 新,王勁松
(1.中航工業哈爾濱軸承有限公司 車工部 ,黑龍江 哈爾濱150036;2. 哈爾濱哈軸軸承保持器制造有限責任公司,黑龍江 哈爾濱 150036;3. 哈爾濱軸承集團公司 電機軸承分廠,黑龍江 哈爾濱 150036)
輕系列深溝球軸承外圈車加工方法改進
李 亞1,王 新2,王勁松3
(1.中航工業哈爾濱軸承有限公司 車工部 ,黑龍江 哈爾濱150036;2. 哈爾濱哈軸軸承保持器制造有限責任公司,黑龍江 哈爾濱 150036;3. 哈爾濱軸承集團公司 電機軸承分廠,黑龍江 哈爾濱 150036)
傳統特超輕系列軸承外圈原來使用專業車床加工,加工工序較多,導致工件裝夾次數增多,容易產生變形。針對以上問題,采用數控車床代替原有的專業車床,使原來的六道工序變為現在的兩道工序,加工后的工件完全達到了工藝要求,不但降低了生產成本,而且提高了生產效率。
輕系列球軸承;外圈;數控機床;減少工序;提高效率
1 前言
特超輕系列軸承外圈車加工工序多,換活次數多,造成加工周期較長,生產效率低。隨著工業的發展,此系列產品需求量不斷增加,原加工工藝已滿足不了用戶需要。針對上述問題,對原有的車加工工藝進行了改進,減少了加工工序,縮短了加工周期,提高了加工效率,達到了比較先進的工藝水平。
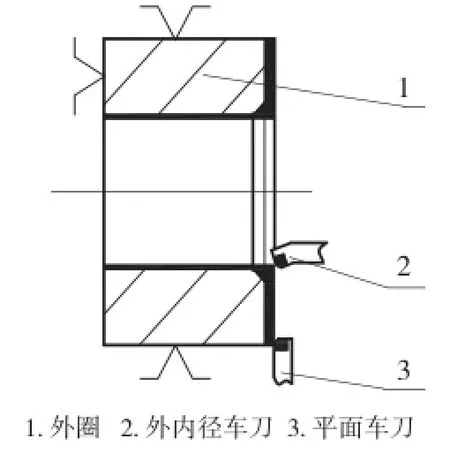
圖1 車平面、外內徑示意圖
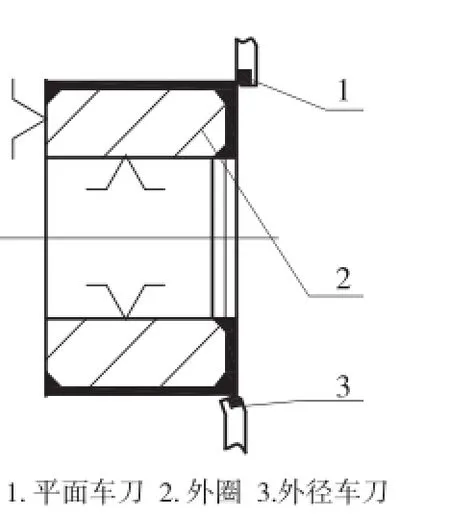
圖2 車平面、外徑示意圖
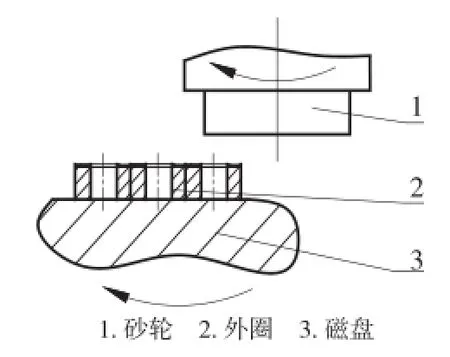
圖3 平面磨削示意圖
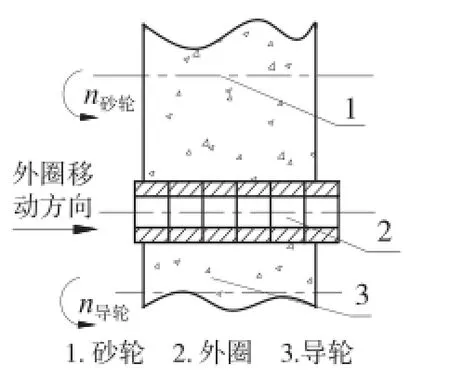
圖4 外徑磨削示意圖
2 原有車加工過程及不足之處
2.1 原加工過程
車平面、外內徑(工序1)→車平面、外徑(工序2)→ 軟磨平面(工序3)→軟磨外徑(工序4)→細車外內徑(工序5)→車倒角(工序6)→車外溝(工序7)。加工示意圖見圖 1 至圖 7。
2.2 不足之處
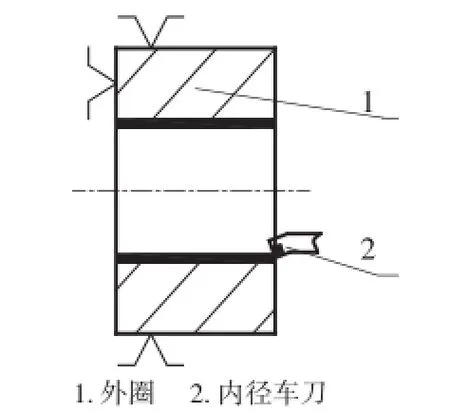
圖5 細車內徑示意圖
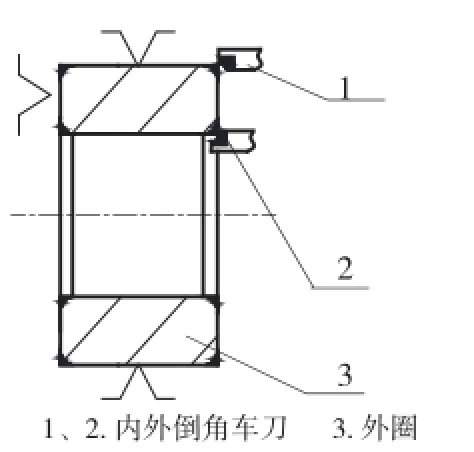
圖6 車倒角示意圖
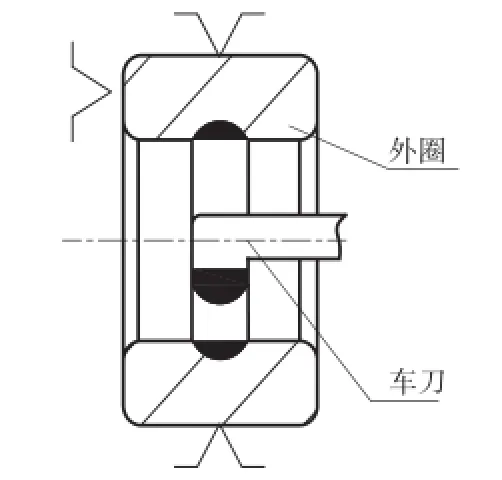
圖7 車外溝示意圖
原有加工方法均采用專用車床,雖然操作較為簡單,但由于加工工序較多,套圈外徑、內徑勢必多次受到夾力。由于套圈壁厚較薄。在車削時如果夾力過大,套圈車削后容易產生變形,影響產品質量。即使在熱處理前變形能達到工藝要求,但經熱處理后,應力得到釋放,變形會進一步增大,嚴重時會產品報廢。為避免產生廢品,就需要增加磨量,影響磨加工效率,浪費鋼材和磨料。
3 加工方法的改進
為解決存在的問題,采用數控車床對工藝方法進行了改進。
3.1 改進后工藝過程
鉆孔、車外內徑、車倒角、車外溝、切斷(工序1)→車切斷面及內、外倒角(工序2),加工示意圖如圖 8、圖 9 所示。
3.2 改進后的加工方法
改進后的加工方法采用棒料,工序1車削時夾具不直接接觸工件,見圖 8 所示,對工件的變形影響較小,只是工序2的一次裝夾便可達到成型尺寸及精度要求,減少了工件夾緊變形的次數,見圖 9 所示。
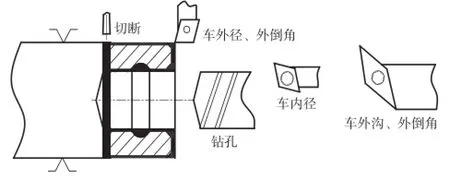
圖8 ( 工序1)加工示意圖
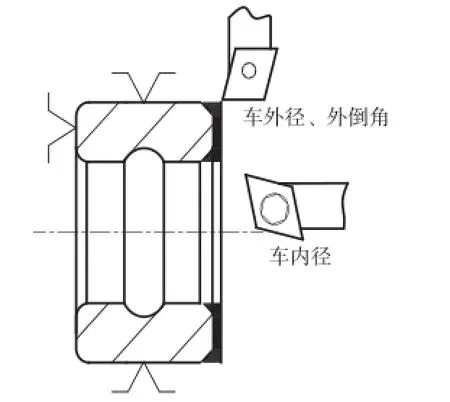
圖9 車倒角示意圖
3.2.1 機床的選用
機床型號為HTC5050數控車床,主軸孔徑φ92mm,加工范圍φ20~90mm,最高轉速2500r/ min。該型棒料外徑較大,重量較重,如使用一體式送料器易產生共振,加大送料機的損耗,減少其使用壽命,所以應選擇推桿式自動送料機。
3.2.2 原材料規格
軸承鋼 φ55mm×1500mm。該棒料屬于較大型棒料,且機床內孔長度為1 400mm,棒料過長后,夾具夾緊工件旋轉時,所產生的離心力較大,極易造成工件的尺寸及形位精度加大,所以選擇1 500mm的棒料較為合適。
3.2.3 夾具的選擇
采用12吋三爪定心通孔液壓夾盤,孔徑為90mm。該夾盤能很好地以外徑定位控制棒料的中心。棒料伸出夾盤的距離為25mm,以減少因為伸出量過長引起的原材料跳動。
3.2.4 刀具的選擇
(1)通用25mm×25mm外圓刀,刀尖半徑R1.2mm。
(2)φ32mm內徑刀,刀尖半徑R1.2mm,加工范圍φ40~50mm。
(3)φ32mm外溝刀。加工范圍φ40~50mm。
(4)2.0mm切斷刀。由于該工件切斷前的壁厚較薄,刀具在切斷中受到的抗力較小,完全適合該工件的加工。
4 加工難點與解決方法
4.1 加工難點
由于外徑與內徑成型后的工件壁厚較薄,切削量過大容易造成工件的塑性變形,影響尺寸精度與形位精度;切削量過小容易造成排屑不好,影響表面質量,對尺寸精度與形位精度也有較大的影響。
4.2 解決方法
4.2.1 刀具槽型的選擇
選擇較為鋒利、槽R較短的槽型,有助于減小切削抗力,便于排屑 。
4.2.2 切削量的選擇
刀具最佳的切削量為刀尖半徑R的2/3~3/4,本次加工中所使用的刀尖半徑R為1.2mm 所以此次加工的切削量為0.8~0.9mm。
4.2.3 進給量和切削深度的選擇
通過不斷的試驗,進給量0.2~0.22mm,切削深度0.9mm。
5 改進后的效果
通過數控機床加工將300個棒料加工成套圈的結果看,工件基面溝位置保證在3.15±0.01mm之內,切斷面尺寸精度為±0.01mm,工件其他各尺寸精度完全要求,各形位公差精度要求與傳統方法相比都大幅提高,見表 1。
Improvement of turning processing methods for light series deep groove ball bearing outer ring
Li Ya1, Wang Xin2, Wang Jinsong3
( 1.Turner Department,AVIC Harbin Bearing Co.,Ltd.,Harbin 150025,China; 2. Harbin Hazhou Bearing Cage Manufacturing Co., Ltd., Harbin 150036, China;3.Electric Motor Bearing Sub-factory, Harbin Bearing Group Corporation, Harbin 150036,China )
Because of the traditional special ultra-light series bearing outer ring process using the specialized lathes, and having the more production processes, then the number of the work-piece clamping was increased, and the work-piece was easily deformed. To solve the above problem, CNC machine tools was used instead of the original professional lathe, the original six processes were become into the present two processes, then the work piece fully met the technical requirements, the production costs was not only reduced , but also the productivity was improved.
light series ball bearings; outer ring; CNC machine tools; reducing production processes; improving efficiency
TH133.33+1
B
1672-4852(2014)03-0036-02
2014-03-22.
李 亞(1979-),男,技師.
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20