小型深溝球軸承磨加工工藝的改進
2014-03-07 02:15:31薛福德狄春麗
哈爾濱軸承 2014年3期
關鍵詞:工藝
薛福德,狄春麗
(哈爾濱軸承集團公司 小型球軸承分廠,黑龍江 哈爾濱150036)
小型深溝球軸承磨加工工藝的改進
薛福德,狄春麗
(哈爾濱軸承集團公司 小型球軸承分廠,黑龍江 哈爾濱150036)
通過對小型深溝球軸承磨加工工藝改進,使產品質量得到明顯提高,滿足摩托車發動機壽命的需要。
小型深溝球軸承;磨加工工藝;摩托車發動機;壽命
1 前言
為了提高小型深溝球軸承套圈的溝道表面的幾何精度、降低溝道表面粗糙度、波紋度和振動值、提高軸承性能及使用壽命、滿足摩托車發動機壽命的需要,軸承應確保在正常使用情況下,整車行駛8×104km或4 000h不損壞。
2 主要技術改進
2.1 磨加工過程的改進
根據該軸承材料(GCr15)產品結構及高精度要求的特點,在工藝流程中增加了內、外圈高溫回火、內、外圈精研平面、精研外徑,內外圈溝道均采用了粗磨、細磨、終磨三次磨削工藝,充分消除了磨削應力及變形,提高了磨加工溝道的定位精度,降低了溝道表面變質層的厚度。
2.2 磨加工工藝裝備的改進
根據現有機床狀況,內外溝磨削加工只能在3MZ1410SA、3MZ136磨床上加工,該機床磨削溝道的進給方式是:定程控制進給,無心電磁夾盤切入磨削。定程控制磨削的最大缺點是受前工序尺寸、幾何精度等因素影響,使砂輪軸在磨削過程中彈性變量不等,無法選擇最佳光磨時間,無火花磨削難以全部實現,致使磨加工后的內、外圈溝幾何精度、尺寸精度和表面質量達不到工藝要求,并且電氣系統采用繼電器控制,造成電器元件多,故障率高,中停時間長。根據上述機床的缺陷,機床由原來的繼電器控制改為程控器控制,并對磨加工溝道過程中的每個動作進行顯示,使磨削溝不受車加工留量影響,光磨時間有微回跳,保證了砂輪軸恢復彈性變形趨于一致,無火花磨削得以全部實現,從而保證了磨削后的溝道尺寸精度和幾何精度,提高了溝道的表面質量,為超精研加工奠定了基礎。
2.3 選擇合適的溝道超精研機床及超精研油石
軸承內、外圈溝道超精研加工是油石沿弧形擺動和內、外圈在滾杠上無心支承隨滾杠回轉來完成的,精研溝道的表面質量取決于油石擺動頻率、彈簧壓力大小、油石材質、油石消耗補償及滾杠轉速,其工作原理見圖 1。
最初試制階段,溝道超精研加工工藝規定在四頭精研機上加工,兩頭用來粗研,粗研油石為WA14(白剛玉),細研油石為WA5(白剛玉)。由于該機床原設計油石擺動頻率四個頭都是一種頻率,滾杠兩根,一種轉速,使精研后的溝道表面質量達不到工藝要求,直接影響裝配后的軸承成品振動值。為了改善精研加工條件,克服以上缺點,提高溝道精研表面質量,選擇了六頭超精研機床(型號:外HZ3MZ3210、內HZ3MZ315),該機床的特點是油石夾頭有六個,滾杠有4根,油石夾頭三個為一組,共兩組:滾杠兩根為一組,共兩組。四、六頭精研機參數見表 1。
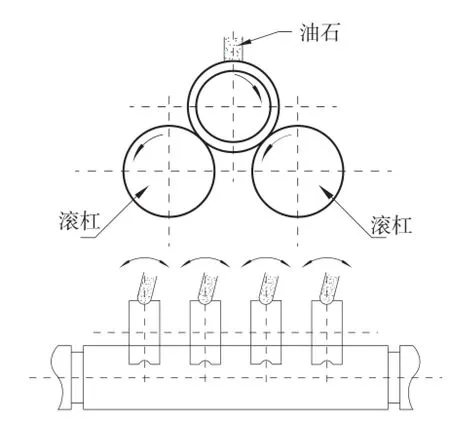
圖1 四頭精研機工作原理
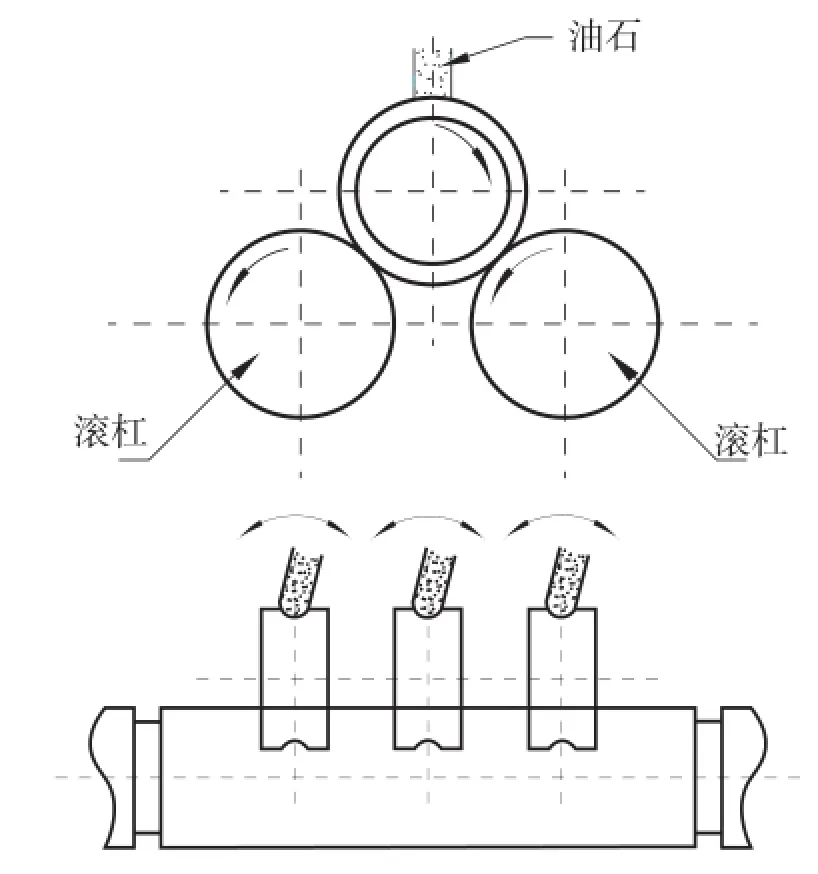

圖2 六頭精研機工作原理
四頭、六頭精研機工作原理圖見圖 1、圖2。
通過對比四頭、六頭精研機參數及工作原理,把精研溝工序加工機床定為六頭精研機。根據該機床特點,把精研溝工序分為二步加工法,即三頭為一組粗研,另外三頭一組精研,油石粗研采用WA14,精研采用GCr3.5,每一組根據精研機特點和產品質量要求選擇不同的油石、油石壓力、滾杠轉速和油石擺動次數,采用六頭精研機精研溝道,不但滿足了工藝要求,而且還提高了溝道表面質量。
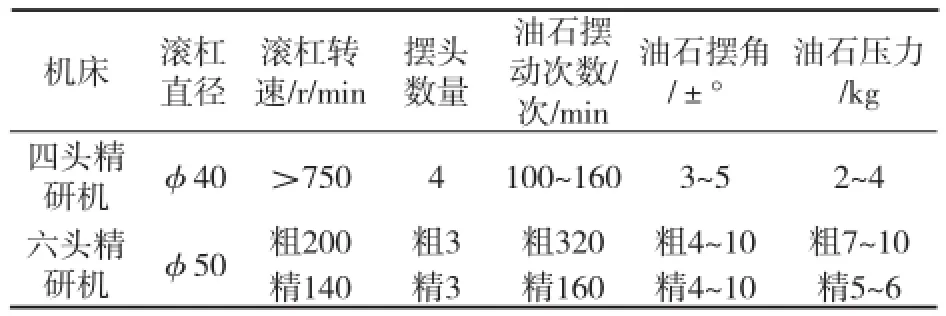
表1 四、六頭精研機參數對比
2.4 裝配內圈溝尺寸分選儀器表點及壓點改進
裝配分選內圈溝道尺寸使用的儀器是D022,其原理見圖 3。

圖3 D022儀器原理圖
改進前,由于原壓點和表點采用的是合金材料,在裝配分選過程中造成了溝道表面的劃傷,深度約為5~10μm,使軸承成品振動波動值大,產生異常聲音,成品振動值合格率降低,達不到產品出廠要求。為了提高軸承質量,降低振動值,提高使用壽命,對壓點和表點進行了改進,即壓點采用成品球壓點,表點改為小于成品內圈溝R的成品球表點。合金壓點對溝道造成劃傷及改進后的壓點示圖見圖 4。
合金表點對溝道造成的劃傷及改進后的表點示圖見圖 5。
工藝改進前后振動值對比見圖 6。

圖4 壓點改進前后對比
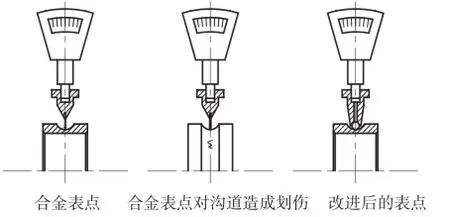
圖5 表點改進前后對比

圖6 工藝改進前、后的振動值(加速度)對比
從圖 6 看出,改進后的軸承振動值比改進前大大降低且波動值穩定,合格率達到100%,提高了軸承的質量;另外,由于壓點采用了成品球,使其在對表過程中,找中心位置方便又準確,且操作容易,分選尺寸精確,分選效率高,給儀表調整操作帶來了極大的方便。
2.5 軸承保持架表面軟氮化處理
為了提高軸承的使用壽命,滿足用戶要求,軸承保持架表面進行軟氮化處理,化合物層深度為5~10μm,表面顯微組織硬度500~570HV,使鋼板沖壓保持架強度和耐磨性大大提高,能夠完全適應摩托車發動機、曲軸的沖擊力大、潤滑條件差、工作溫度高等惡劣環境。
2.6 軸承重新設計
根據用戶使用需要,對軸向游隙、徑向游隙、內徑公差、軸向尺寸重新設計。
軸承徑向游隙采用C3組,有效地防止了由于溫度變化而造成抱軸燒死、卡軸熄火翻車等不安全隱患的產生,保證了發動機的安全可靠性。對軸承的溝道曲率按使用條件的不同,進行了適當的調整,在滿足徑向游隙為C3組大游隙的情況下,縮小軸向游隙,以減少曲柄擺量,同時有利于軸承的疲勞壽命的提高。為了滿足用戶要求,提高曲軸軸承的裝軸公差配合的一致性,將軸承內徑公差在0~8μm的范圍內分成兩組供貨,使軸承的安裝更加方便可靠;另外,根據摩托車發動機體積小巧的特點,為了減少軸承的安裝空間,在徑向尺寸不變、額定載荷不變的情況下,減少軸承軸向尺寸。
2.7 徑向游隙測量方法的改進
原來測量徑向游隙所用的儀器是X095測量儀,這種儀器以風作為動力源,測量效率高,勞動強度低,但存在的缺點是風壓不穩,造成了測量值的不穩定。為了保證徑向游隙的準確,采用手動測量儀X093儀器,該儀器測量的徑向游隙值穩定準確,滿足了用戶的使用要求。
3 軸承工藝改進前后質量對比
通過該軸承工藝改進,滿足了國內摩托車生產廠家配套軸承國產化的需要,節約了大量外匯,產生了較大的社會效益和經濟效益。該軸承工藝改進前后質量對比見表 3。

表3 工藝改進前后質量對比
4 結束語
經過兩年來反復認真地試驗、摸索,現工藝已得到不斷的完善和改進,并在生產過程中得到了很好的應用,使摩托車軸承的產品質量得到了穩步提高,滿足了用戶要求,對提高摩托車、汽車發動機以及機床精密軸承的制造技術水平和質量水平具有一定作用。該軸承用在國內某公司244FM摩托車發動機曲軸上,與改進前比較,具有精度高、噪聲小、啟動、停止平穩、壽命長、價格低等優點,為同類產品不同規格的軸承研制具有參考作用。
(編輯:鐘 媛)
Improvement on grinding technology of small size deep groove ball bearing
Xue Fude, Di Chunli
( Small Ball Bearing Branch, Harbin Bearing Group Corporation, Harbin 150036 China )
The grinding technology of small size deep groove ball bearing was improved, so that the quality of product was made better evidently, which could meet the requirements of service life of motorcycle engine.
small size deep groove ball bearing; grinding technology; motorcycle engine; service life
TH133.33+1
B
1672-4852(2014)03-0033-03
2014-05-06.
薛福德(1958-),男,工程師.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52