汽車凸輪軸機加工線的前期規劃與工藝分析
2014-03-06 10:04:51魏在祥
柴油機設計與制造 2014年2期
關鍵詞:工藝
魏在祥
(上海理工大學光電信息與計算機工程學院,上海200093)
汽車凸輪軸機加工線的前期規劃與工藝分析
魏在祥
(上海理工大學光電信息與計算機工程學院,上海200093)
現代汽車發展趨勢要求各發動機廠家不僅要具有大批量生產的能力,同時也要具有小批量、多品種的生產技術。這種要求也順理成章地延展至包括凸輪軸等在內的零部件加工。凸輪軸是內燃機配氣系統中關鍵的零件之一,其精度要求高、但剛性差、易變形,因而加工難度大。因此,這對凸輪軸的設計、選材、加工工藝等都提出了許多要求。本文主要從某一凸輪軸機加工生產線的前期規劃和工藝分析兩方面就這些問題展開論述。
凸輪軸前期規劃工藝分析
1 引言
在發動機行業中,數控機床、精密加工機床、加工中心、自動生產線、成組技術等先進加工設備及技術都得到了廣泛的應用。現代汽車發動機行業的發展對發動機廠的要求日趨多元化;發動機廠現在已經普及了互換性、自動化生產,做到了流水線式生產線布置及工藝安排,實現了按節拍生產。某條凸輪軸加工線的節拍為1.75 min,包括了輔助時間和機加工時間。輔助時間包括上料、輸送、檢驗的時間;機加工時間是從夾具定位、夾緊、機加工完成到夾具松開并推出工件的時間。
2 凸輪軸的技術要求
在汽車發動機的各個機構及零部件中,配氣機構是非常重要的;而凸輪軸又是配氣機構中最重要、最關鍵的零件之一。凸輪軸決定著氣門的升程曲線和氣門開關時刻,從而直接影響發動機的進排氣量,進而影響發動機的動力性、經濟性和排放[1]。
發動機行業現在大多采用頂置式配氣機構,凸輪軸置于氣缸蓋上,凸輪直接作用于搖臂來控制氣門。除單頂置凸輪軸外,還有雙頂置凸輪軸(DOHC),一根凸輪軸控制進氣門,另一根凸輪軸控制排氣門。發動機對凸輪軸的加工精度要求很高。某發動機頂置凸輪軸的主要技術參數如表1所示。
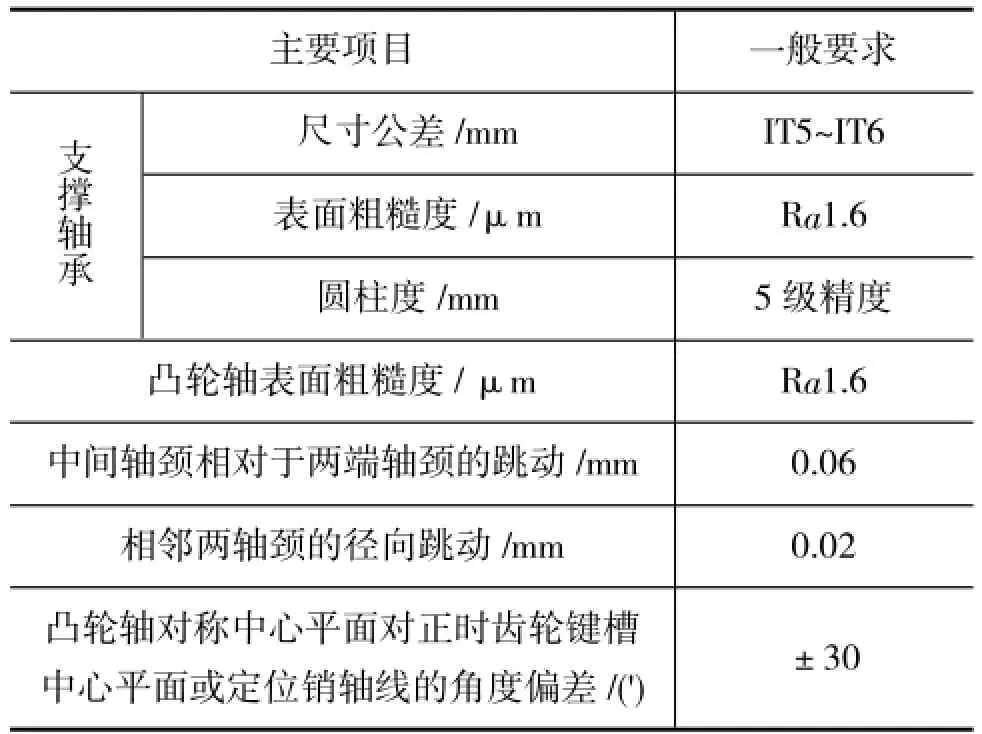
表1 凸輪軸的技術參數
3 凸輪軸機加工生產線前期規劃
3.1 凸輪軸加工內容和要求
該汽車發動機頂置凸輪軸材料為銅鉻鉬合金鑄鐵(FCA-3),各主軸頸及端面的表面硬度為180~240 HB,凸輪表面硬度為48 HRC。凸輪軸示意圖如圖1所示。
凸輪和支撐軸承表面粗糙度均為Ra1.6,各凸輪基圓相對與前后軸頸的基準軸線的徑向跳動和平行度允差分別為0.03 mm和0.01 mm,各凸輪對稱中心線相對于鍵槽的相對位置偏差(相位角)為±20′。斜齒輪齒數為13,螺旋角為53°±1'46"公法線長度38.611~38.806 mm,齒形誤差≤0.025,齒向誤差≤0.017,齒槽對鍵槽的角度20±2°。凸輪型線誤差作用段為±0.05 mm。
3.2 凸輪軸制造策略及加工工藝分析
由于凸輪軸具有細長且形狀復雜的結構特點,技術要求又高,尤其是凸輪的加工,因此加工工藝性較差。在凸輪軸的加工過程中,有2個主要因素影響其加工精度:一是易變形,二是形狀復雜、加工要求高。
3.2.1 易變形
從細長軸的角度來說,突出的問題就是工件本身的剛度低,切削加工時會產生較大的受力變形。這種變形不僅影響到后續加工中的余量分配是否均勻,而且變形過大會導致后序加工無法進行,甚至造成中途報廢。凸輪軸的加工變形將直接影響到凸輪軸的使用性能[2]。
因此,在安排其工藝過程時,必須針對工件易變形這一特點采取必要的措施。不僅要把各主要表面的粗精加工工序分開,以使粗加工時產生的變形在半精加工中得到修整,半精加工中產生的變形在精加工中得到修正,還必須在加工過程中增設輔助支承,以增加工件的剛度。這是保證凸輪軸加工精度所必須要考慮的問題。
3.2.2 形狀復雜、加工要求高
從形狀復雜的角度來說,突出的問題在凸輪、齒輪這些復雜表面的加工。對于這些表面,不僅有尺寸精度要求,而且還有形狀、位置精度要求。如采用普通的加工設備和一般表面常規加工方法,顯然是無法滿足這些精度要求。
對于凸輪的加工,從滿足使用要求的角度來說,既要求其相位角準確,又要求凸輪曲線升程滿足氣門開啟和關閉時升降過程的運動規律,但凸輪型線上的各點相對其回轉中心的半徑是變化的。當選用一般的靠模機床加工時,由于加工半徑的變化,勢必引起切削速度和切削力的變化,加之工件旋轉時的慣性力和靠模彈簧張力的瞬間變化,將會使加工后的凸輪型線產生形狀誤差,即凸輪的升程誤差,從而直接影響凸輪軸的使用性能。
4 凸輪軸機加工生產線工藝分析
4.1 生產線布置
選擇的生產線為U型布置。這種布置形式在保證物流通暢、占地面積小的情況下,可以做到一人多機操作,減少了操作工人的數量。每位操作工既要負責自己的這幾臺設備,同時還要負責測定工時及自檢;最終工序的操作工還要負責最終質量檢查。所以,由于生產線布置合理、緊湊,使得工人勞動效率得到了很大的提高。
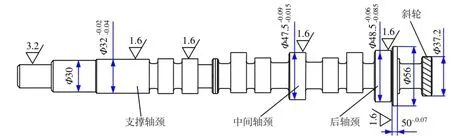
圖1 凸輪軸簡圖
采用高架線結構,使得水、電、氣維修非常方便。每臺設備后留有水、電、氣接口,生產線兩排設備后有排水溝。整個車間為整體地基,使設備的安裝、移動非常方便,有利于在更換產品時能重新安排、增加或減少設備,進行柔性生產線布置。
4.2 工藝設計
4.2.1 定位基準的選擇
對于一般的軸類零件來說,其軸線即為它的設計基準,發動機凸輪軸也遵循這一設計基準。由于凸輪軸各表面的加工難以在一次裝夾中完成,因此,減小工件在多次裝夾中的定位誤差,就成為保證凸輪軸加工精度的關鍵。該凸輪軸工藝采用兩端頂尖孔作為軸類零件的定位基準。這樣不僅避免了工件在多次裝夾中因定位基準的轉換而引起的定位誤差,而且也可作為后續工序的定位基準,即符合“基準統一”原則。
4.2.2 加工階段的劃分
由于凸輪軸的加工精度較高,整個加工不可能在一個工序內全部完成。為了利于逐步達到加工要求,把整個工藝過程劃分為3個階段,以完成各個不同加工階段的目的和任務[3]。
(1)粗加工階段。其包括車削各支承軸頸、齒輪外圓,粗磨凸輪。該階段要求機床剛性好,切削給進量盡可能選得大些,以提高生產率并切除大部分加工余量。
(2)半精加工階段。其包括精切削各支承軸頸和精磨齒輪外圓。該階段主要為支承軸頸、齒輪的精加工做準備。
(3)精加工階段。其包括精磨各支承軸頸、止推面、凸輪以及斜齒輪加工。該階段加工余量和切削量小,加工精度高。
編制工藝時,首先以Φ32 mm和Φ48.5 mm的毛坯面為定位基準,然后以大端外圓的端面作軸向定位。每工序的具體定位基準和夾緊位置見表2。
4.2.3 工序順序的安排
工序安排是否合理,對凸輪軸加工質量、生產率和經濟性都有很大的影響。表2是該凸輪軸加工工藝。各支承軸頸工序安排為粗車——精車——精磨加工,凸輪工序安排為粗磨——精磨加工,斜齒輪工序安排為粗車——精車——精磨——滾齒加工。各表面的加工順序按從粗到精、從主要表面到次要表面,加工工序相互交叉進行。從整體上說,符合“先粗后精”的加工原則。

表2 凸輪軸生產工藝簡介
4.2.4 凸輪型面的加工
在凸輪軸的加工中,最重要同時難度最大的是凸輪型面的加工。凸輪型面的加工方法目前主要有車削和磨削2種。
凸輪型面的粗加工目前在國內主要是凸輪軸車床車削加工,也有采用銑削加工和磨削加工的,如采用雙靠模凸輪軸磨床。磨床有2套靠模,當砂輪直徑在一定范圍內時,使用第1個靠模加工;當砂輪磨損到一定程度時,靠模自動轉換,使用第2個靠模加工[4]。這種磨床通過對砂輪直徑的控制來提高凸輪外形的精度,不僅提高了凸輪型面的加工精度,而且也使砂輪的利用更經濟、更合理。
該凸輪軸毛坯采用精鑄的方法制造,毛坯精度較高,切削余量小,故采用磨削的加工工藝,簡化了凸輪型面的加工。在凸輪磨床上完成粗磨及精磨的加工。工件安裝在兩端頂尖之間并以鍵槽做軸向定位,在支承軸頸處安裝輔助支承保證凸輪型面的加工精度。凸輪軸型面加工所采用的德國JUNKER JUCAM凸輪軸磨床是立方氮化硼磨床。該磨床能迅速地變換磨削的凸輪形狀,且有較大的剛度,能承受大的工作負荷。由于立方氮化硼(CBN)砂輪的使用壽命高,因此,砂輪的直徑變化所造成的凸輪形狀誤差顯著減小,大大提高了凸輪型面的磨削精度。
4.3 工藝特點
4.3.1 凸輪軸的工藝特點
該發動機凸輪軸加工工藝特點如下:(1)毛坯硬度高(冷激區45 HRC,非冷激區229~302 HB);(2)生產節拍1.75 min;(3)凸輪軸數控車床用于支撐軸頸的粗加工;(4)凸輪部分在鑄造時冷激,不需加工后淬火;(5)凸輪采用粗、精磨加工,凸輪輪廓直接磨削;(6)凸輪精加工采用全數控無靠磨磨削;(7)加工中主要定位基準中心孔采用打孔后修磨,保證加工質量。
4.3.2 凸輪軸加工工藝先進性分析
(1)磨削密集型工藝——外圓、軸頸、端面及凸輪均采用磨削方法[5]。大批量生產的凸輪軸毛坯均采用精鍛或精鑄成形,其毛坯精度高,加工余量小,采用以磨代車的新工藝,極大地簡化了凸輪型面的加工。
(2)凸輪采用數控無靠模磨削。采用數控凸輪磨削的新工藝,取消靠模,通過CNC控制獲得精密的凸輪輪廓。同時工件無級變速旋轉,并采用CBN砂輪加工凸輪軸,從根本上解決了傳統凸輪磨床的缺陷,不僅擺脫了靠模精度對凸輪精度的影響,而且砂輪的磨損不影響加工精度。
(3)凸輪軸支撐軸頸的磨削。采用數控多砂輪磨削,可以高效率地磨削凸輪軸支撐軸頸,加工出的軸頸具有較高的圓柱度和較小的徑向跳動。同時數控磨削還可以采用在線檢測技術,對零件的加工部位尺寸進行監控,并把對砂輪的自動修整數據反饋給數控系統,來控制砂輪的補償,從而確保加工部位的尺寸。
(4)采用立方氮化硼(CBN)砂輪磨削。由于采用了無靠模數控凸輪磨床,使得凸輪磨削過程中砂輪與工件接觸表面不同且不均勻,且砂輪磨削過程中接觸點(磨削點)與工件及砂輪二者中心線不在一條直線上,易產生升程誤差,這一特點要求砂輪直徑較小。因此決定選用陶瓷結合劑的立方氮化硼(CBN)砂輪磨削凸輪。砂輪直徑由單晶鋼玉的Φ600 mm減少到現在的Φ250 mm,且使用壽命長,工件的粗糙度及凸輪升程也均較好地滿足了設計要求。
5 結束語
本文針對某汽車凸輪軸的加工特點,結合工廠實際,在建立一條集先進性與經濟性統一的凸輪軸生產線的過程中,從前期規劃開始,對凸輪軸的加工工藝、設備和檢測進行了深入研究。根據產品要求,制定合理的凸輪軸生產線節拍、平面布置和工藝路線;并進行如下主要工作:
(1)根據凸輪軸加工特點,優化選擇了加工設備。
(2)詳細分析了凸輪軸機加工的加工特點和加工難點,優化設計了合理的加工工藝,保證了加工質量。
由于前期規劃及前期準備較為充分,并有正確的理論指導,使得凸輪軸機加工生產線平面布置合理、設備利用率高、生產能力穩定。現在凸輪軸機加工生產線已進入穩定生產期,實現了經濟性和先進性的統一,達到了預期的目標。
1楊昂岳,梁術.汽車發動機主要零部件技術水平及發展動向[J].汽車工業研究,1994(6).
2韋于.凸輪軸實測數據光順處理[J].廣西:微車情報網,1999.
3克勞斯W H.汽車發動機設計[M].陸繼勛,譯.北京:人民交通出版社,1980.
4吉林工業大學內燃機教研室.內燃機理論與設計(下冊)[M].北京:機械工業出版社,1977.
5劉興富.關于凸輪評定公差標準的問題探討[M].上海:機械制造,2002(2).
Analysis ofⅠnitial Planning and Process of Automotive Camshaft Production line
Wei Zaixiang
(University of Shanghai for Science and Technology,Shanghai 200093,China)
Having being developed rapidly,the modern automobile engine industry requires an engine parts manufacturer not only has the ability to produce parts massively,but also has the technology for varieties production in small batch.These requirements also logically exist in the processing of engine camshaft.As one of the key parts of internal combustion engine system,the camshaft has high precision requirement on machining;but its poor stiffness and likely deformation makes the machining more difficult. This imposes many requirements on camshaft material,design and processing.This article mainly discusses the initial production planning and processing of a camshaft.
camshaft,initial planning,processing analysis
10.3969/j.issn.1671-0614.2014.02.011
來稿日期:2013-10-29
魏在祥(1978-),男,在讀工程碩士,主要研究方向為生產管理及自動化控制工程。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
