激光封焊技術研究
2014-03-05 07:49:18王少軍
機電元件 2014年1期
王少軍,許 捷,王 瑜
(陜西群力電工有限責任公司陜西寶雞721300)
1 引言
隨著科學技術的發展,激光焊接技術已經非常成熟,廣泛用于國內各行業的生產中。但是,由于晶體罩密封繼電器產品的特殊性,對激光焊接有著很高的要求,即對產品進行口部封焊密封,焊接的熔深很小而密封性要求極高,泄漏率不得大于10-3Pa·cm3/s。這對產品的封焊技術和參數提出了較高的要求,為此進行激光焊接密封工藝的研究。
2 激光焊接工作原理與優點
激光焊接機是采用激光器產生的波長為1064nm的脈沖激光束經過擴束、反射、聚焦后輻射被加工件表面,表面熱量通過熱傳導向內部擴散,使工件熔化,形成特定的熔池,當熔池冷卻后將熔池兩側的金屬熔接在一起,從而實現對被加工件的激光焊接。
由于經聚焦后的激光束光斑小(0.1~0.3mm),功率密度高,比電弧焊(5×102~104W/cm2)高幾個數量級,因而激光焊接具有傳統焊接方法無法比擬的顯著優點:加熱范圍小,焊縫和熱影響區窄,接頭性能優良;殘余應力和焊接變形小,可以實現高精度焊接;可對高熔點、高熱導率,熱敏感材料及非金屬進行焊接;焊接速度快,生產率高;具有高度柔性,易于實現自動化。
3 焊接方案
3.1 焊接樣本的選定
為降低研究的難度,提高研究的效率,我們決定在我公司的1/2晶體罩產品(代號:7139)上進行試驗研究。這種產品為我公司的代表產品,經過了長期生產考驗,原封邊采用電子束焊接,密封性要求泄漏率小于10-3Pa·cm3/s。這種產品底座為鐵鎳鈷玻璃封接合金;罩子為銅帶,長邊尺寸為15.4mm,短邊尺寸為8mm,圓角尺寸為R0.4。零件外形圖如下:
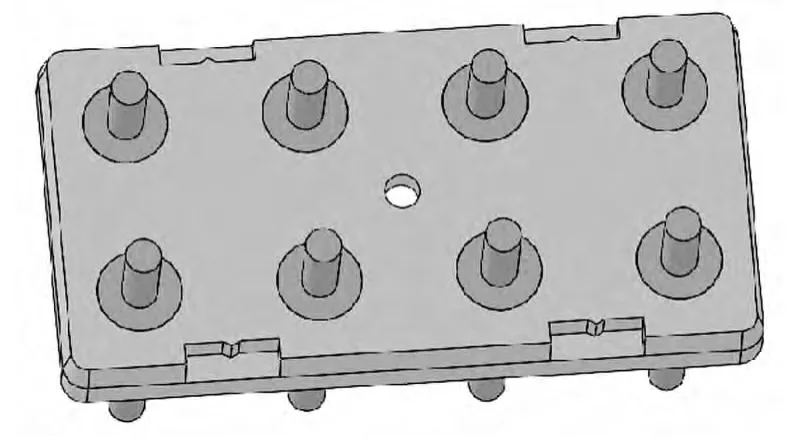
圖1 7139產品底座圖
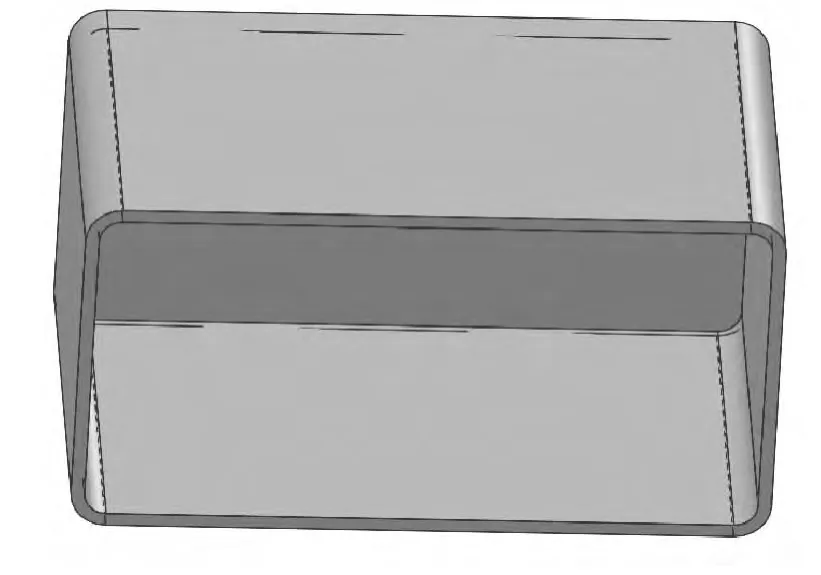
圖2 7139產品罩子圖
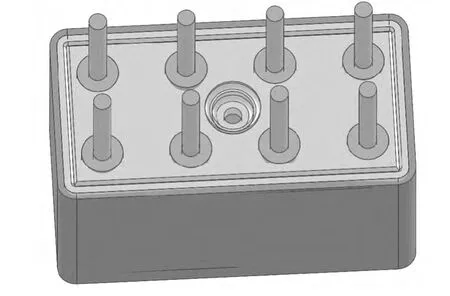
圖3 繼電器罩子與底座配合圖
3.2 國內激光焊接機焊接現狀
經查閱資料,國內各繼電器廠家普遍采用的脈沖激光焊機。焊接時,重點要考慮的參數包括焊接功率、焊接速度、偏焦量、脈沖頻率、光斑重疊度等。研究結果表明,電流、脈寬、頻率、離焦量對焊接部位成形有很大影響。當焊接電流大時,容易出現焊穿、咬邊等缺陷;當脈寬過大時,激光所輸出的熱量不連續,就如同"海潮"般不穩定;當頻率過大時,激光輸出能量的密度大,焊縫表面會出現波浪形狀的一層一層的很密的"魚磷"狀的焊縫層;反之,當焊接電流、脈寬、頻率較小時,在焊核表面容易出現未焊透的缺陷,焊接部位強度和韌性較低;當焊接電流、脈寬、頻率配合合理時,焊接部位的強度和塑性分別達到母材的90%和85%。激光焊接過程使用惰性氣體氬氣來保護熔池,防止熔融狀態下的金屬氧化效果好,且電離度小,不易形成等離子體。
3.3 激光焊接初次方案
經咨詢激光設備生產廠家,他們向我們推薦了光纖激光焊機,它與脈沖激光焊機最大的不同是激光發生器不同,能夠產生連續的激光,焊接時要考慮的參數較少,僅考慮焊接功率、移動速度和焦距,操作簡單。我們決定用兩種激光焊機按下述參數分別進行產品的試焊。
方案一:1、機型:脈沖焊機;2、焊接功率:1.0kW~3.0 kW;3、激光發射頻率:10 Hz~50Hz;4、激光脈寬:3ms;5、重疊度:60%;6、偏焦量:-0.5mm;7、光斑大小:0.4mm;8、吹氣種類和流量:氬氣,100ml/s。
方案二:1、機型:連續激光焊機;2、焊接功率:80W~100W;3、移動速度:10mm/s;4、吹氣種類和流量:氬氣,100ml/s。
4 焊接結果
4.1 脈沖激光焊機焊接結果
經過在脈沖激光焊機上試焊,焊接參數和數量見表1。我們按照GJB360A-1996《電子及電氣元件試驗方法》中方法112密封試驗的要求進行了氦質譜檢漏和粗檢,沒有一只合格。

表1 方案一脈沖焊機焊接結果
4.2 光纖連續型焊機焊接結果
經過在光纖連續型激光焊機上試焊,焊接參數及焊接數量見表2。同樣按照GJB360A-1996《電子及電氣元件試驗方法》中方法112密封試驗的要求進行了氦質譜檢漏和粗檢,只有一只樣品粗檢檢測合格。
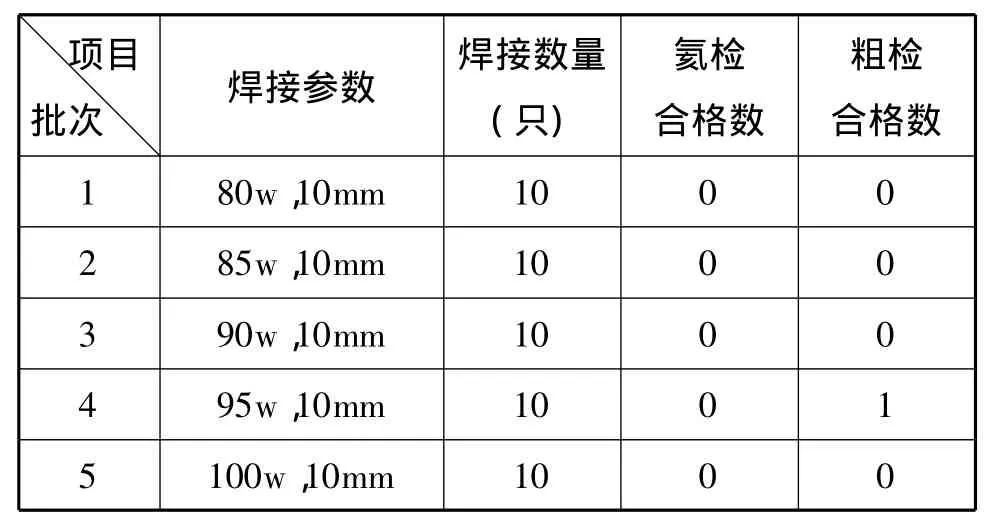
表2 方案二連續激光焊機焊接結果
5 分析改進
5.1 氦檢不合格原因分析
由于氦質譜檢漏屬于細檢,無法確定泄漏點的位置;但是可以通過在加壓粗檢時氣泡的位置確定具體的泄露點。將待檢產品放入加氣罐中,充入4個氣壓的氮氣,并靜置2個小時后取出;同時打開水檢設備,將酒精倒入大燒杯中2/3的高度,將燒杯放入水檢設備中。接通電源,使真空泵開始工作,對燒杯中的酒精進行預排氣處理,以徹底去除掉酒精中的氣體。然后將產品分批放入酒精溶液中進行泄漏檢測。接通電源,使真空泵開始抽氣工作;當水檢艙中的氣壓降低到-0.093MPa時,透過觀察孔可以發現,酒精溶液里的產品上均有連續性氣泡冒出,表明產品均處于大漏狀態。再仔細觀察,可以發現脈沖激光焊接的樣品的泄漏點都是在罩子四周的封邊處;而光纖連續型激光焊機焊接的樣品的泄露點大部分都是在底座的玻璃絕緣子處。這表明脈沖激光焊機與光纖連續型激光焊機焊接的樣品的泄漏失效點不一樣。
為清楚查明樣品泄漏的機理,我們將光纖連續型激光焊機與脈沖激光焊機焊接的樣品分別進行了專門處理,在產品玻璃絕緣子上涂覆一層附加密封劑而邊上不涂,重新進行氦質譜檢漏和粗檢,結果如表3。

表3 絕緣子上涂覆一層附加密封劑后氦檢結果
涂覆一層附加密封劑的結果表明用光纖連續型激光焊機封焊的產品,罩子四周的密封性能良好,產品漏氣是由于底座上離邊很近的玻璃絕緣子漏氣造成的。而脈沖激光焊機封焊的產品,因參數設置不當,罩子四周的密封性能較差,未達到封焊要求,漏孔較多。后經與激光設備廠家技術人員探討,得出光纖激光焊機焊接時激光器連續工作,產生的熱量較大,在滿足熔封要求的同時,一部分熱量傳導到了絕緣子;而脈沖激光焊機工作時,斷續工作,激光器的工作時間只占到總時間的(10Hz~50Hz×3ms)3~15%,發熱量較小。
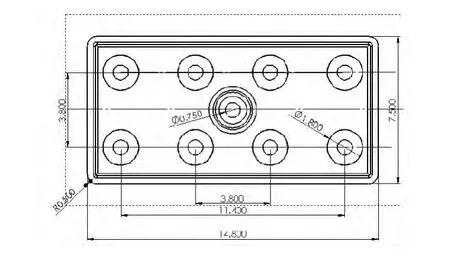
圖4 底板圖
另外,經仔細分析底板設計圖紙,如圖4所示,可以看到底板上絕緣子孔的直徑為Φ1.8,不考慮加工公差,孔邊緣到底板邊緣的距離很近,僅為0.95mm。封邊時激光束轟擊底板時產生高溫,部分熱量很容易傳導到玻璃絕緣子上,造成玻璃絕緣子受熱炸裂;而封邊質量達到熔封要求。
5.2 不合格原因驗證
為了驗證上述推論,我們專門加工了一批無孔的底板與罩子配合進行產品的激光封焊,焊機為光纖激光焊機,焊接功率按90W,移動速度為10mm/s,焦距為0進行焊接,并按GJB360A-1996《電子及電氣元件試驗方法》中方法112密封試驗的要求進行了氦質譜檢漏和粗檢,結果如下表4所示:

表4 無孔底板與罩子配合產品的激光封焊結果
上述數據表明,用光纖激光焊機可以較好地完成產品的封焊要求。
5.3 兩種激光焊機的焊接特點對比
在高倍顯微鏡下對兩種激光焊機的焊接焊縫進行了比對,如下圖所示:
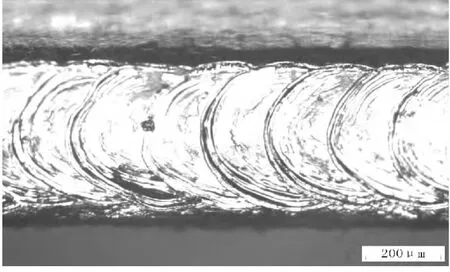
圖5 脈沖焊機封焊產品的焊縫
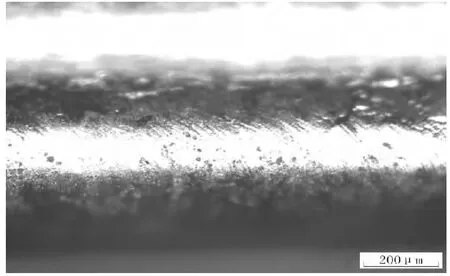
圖6 光纖焊機封焊產品的焊縫
分析結果:從上圖可以看出脈沖焊機封焊的產品焊點較大,焊點呈魚鱗狀相互疊加,上一個焊點覆蓋了下一個焊點的50%~70%,焊縫較光纖激光焊機的焊縫粗糙,不光滑。光纖連續型焊機焊出的產品外型美觀,焊縫光滑平直,一致性好。
通過對比和分析,可得出如下結論:
1、脈沖式激光焊機的焊封外觀不如光纖激光焊機。
2、用光纖激光焊機封焊的產品封邊效果較好,可以滿足產品密封性要求,產品泄漏是由于封焊時絕緣子受熱破裂造成。
6 小批量焊接試驗
根據上述試驗結果,我們決定采用光纖激光焊機為密封焊接的主機。同時,為了消除焊接時的熱量損壞絕緣子,我們決定從減小焊接功率和提高移動速度兩方面入手,對產品進行了焊接并進行檢漏試驗,結果均不理想。功率小于80W,而移動速度為10mm時,焊縫有漏點;當封焊功率為100W時,移動速度加快到20mm后,焊縫同樣有漏點。經過多次試驗,我們提出通過加大焊接功率,同時加大移動速度的想法進行焊接試驗。
下表是三組(每組10只)焊接樣品的焊接參數及氦質譜檢漏的數據,后面又對氦質譜檢漏合格的產品涂覆一層附加密封劑再進行氦質譜檢漏試驗,數據見表5。
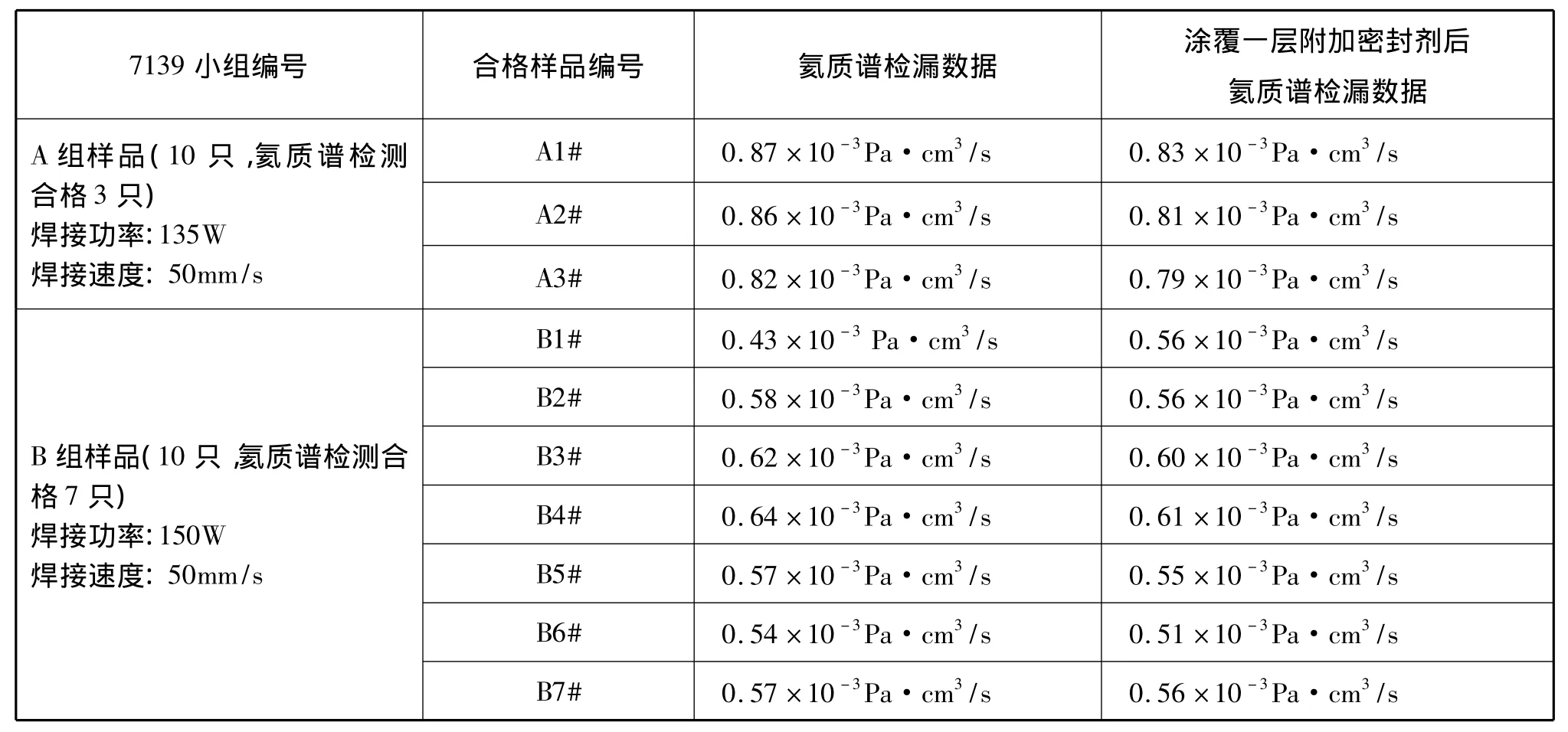
表5 加大焊接功率和激光移動速度后試封結果
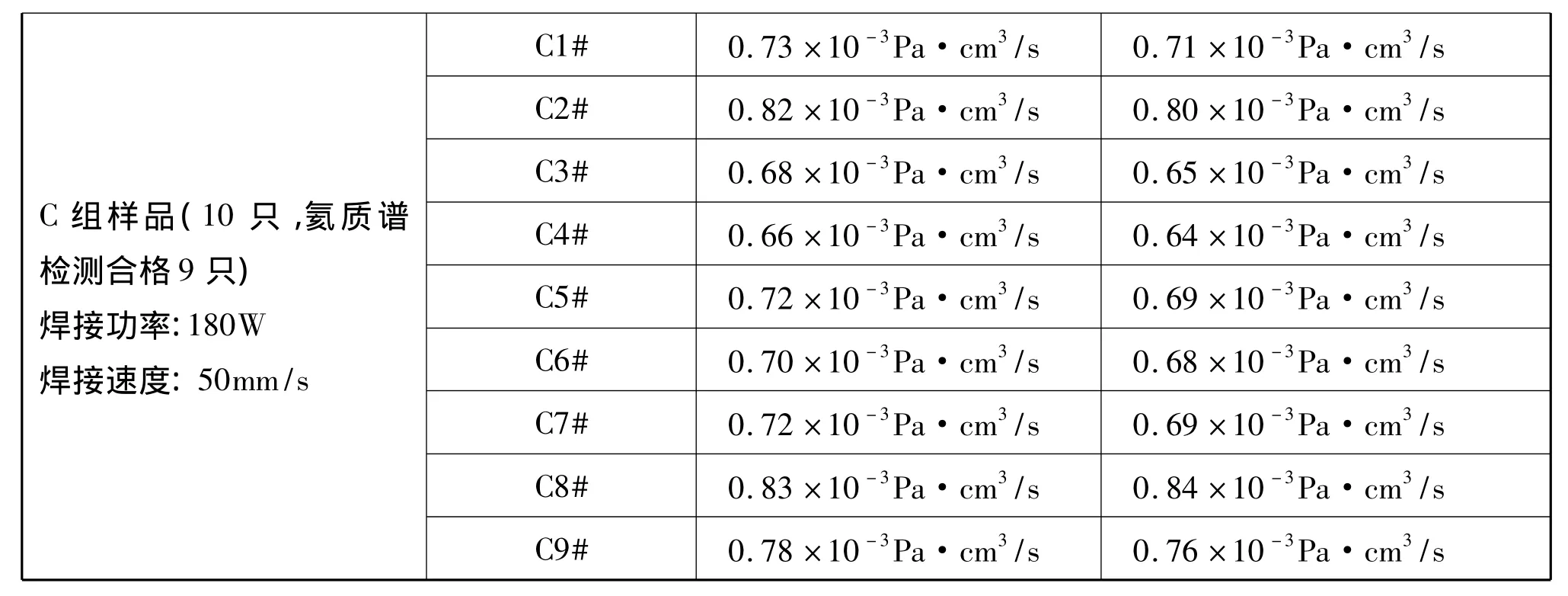
從上述數據可以看出,大部分樣品的泄漏率均在小于10-3pa.cm3/s,說明絕緣子受熱破裂的現象已經得到有效控制。其余樣品均為大漏,在水檢時發現,產品均為邊漏。這說明通過加大焊接功率和大幅度提高移動速度,較好的解決了產品密封焊接時玻璃絕緣子受熱炸裂的難題。
為了考核光纖激光焊機的焊接效果,我們又進行了小批量樣品密封焊接,數量為50只,焊接參數為180W,移動速度為60mm/s。焊接樣品經過氦質譜檢測和加壓水檢,合格47只。由此可以看出用連續激光焊機封焊的產品可以達到了10-3Pa·cm3/s的泄漏率。試焊的合格率也達到了90%以上。
7 結論
經過不斷努力,同時在激光設備廠商的大力支持和協助下,我公司激光封焊技術的工藝研究取得積極的進展,用光纖激光焊機封焊出的產品焊縫連續細膩,外形美觀,封焊出的產品泄漏率達到小于10-3Pa·cm3/s的要求,可以滿足我公司產品封焊的要求,可以取代電子束焊機進行繼電器的密封焊接。
[1] GJB360-96,電子及電氣元件試驗方法.
[2] 微型密封極化繼電器的焊接與檢漏技術[J].機電元件,2008.28(3)25 ~28.
[3] 廖壽章,沈遠洪.激光封焊繼電器初步探討.機電元件,1985.01.
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2015年1期)2015-08-13 02:23:50
設備管理與維修(2015年12期)2015-04-09 06:57:24
玩具(2009年10期)2009-11-04 02:33:14