連接器殼體的冷擠壓生產工藝技術
2014-03-05 07:49:16康克勇
機電元件 2014年1期
康克勇
(四川華豐企業集團有限公司四川綿陽62100)
1 引言
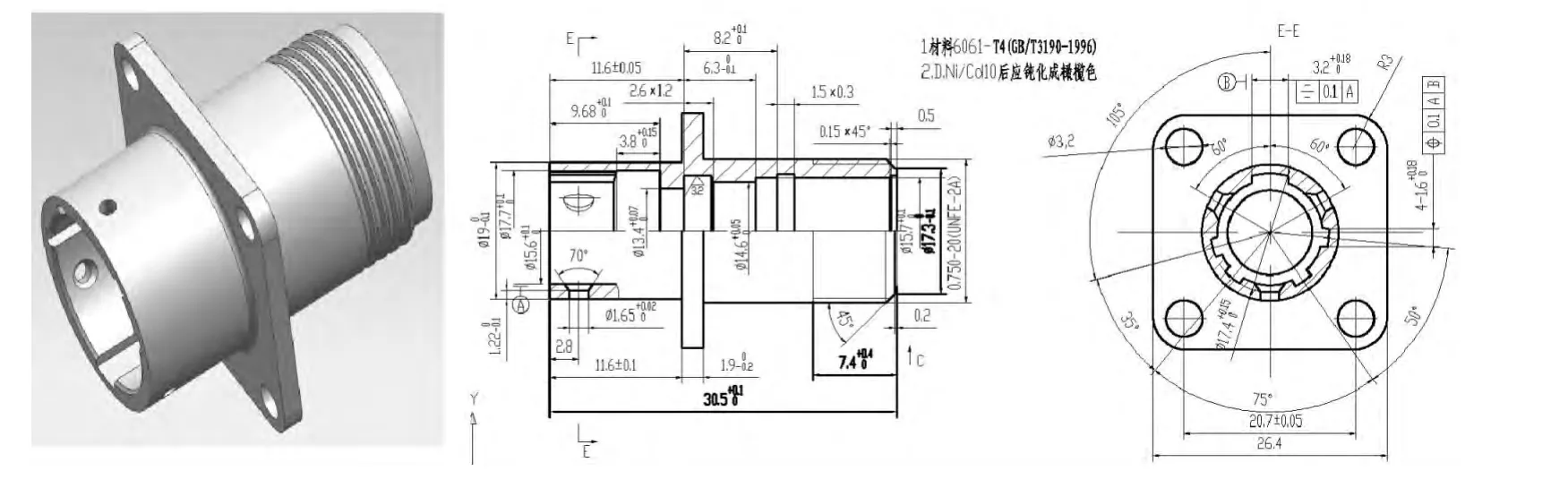
圖1 殼體產品圖
冷擠壓是利用金屬塑性變形原理,在室溫下將金屬坯件置于壓力機模具內在壓力和一定速度下是金屬產生塑性變形以成型擠壓毛坯的工藝技術,是現代一種少無切屑的生產工藝方式,殼體是連接器部件中結構元件,根據其性能要求,有多種生產技術,這里選擇一種圓形連接器的座殼體進行生產工藝分析,殼體的產品圖如下。
材料設計選擇6061-T4是Al-Mg-Si系高強度鍛鋁合金,Si含量0.40-0.8%(質量分數),是一種可熱處理強化,具有中等強度和良好的耐蝕性,但在冷態下塑形比硬鋁差容易出現裂紋的鋁合金。
根據產品結構和產品生產批量需求,結合生產設備條件和生產成本要求,設計生產流程為:原材料→鋸料→制作冷擠壓坯件→冷擠壓坯件處理→冷擠壓成型→冷擠壓制件處理→冷擠壓制件機加工→零件電鍍;在確定冷擠壓工藝中,內孔壁上五個鍵槽深度外直徑不再機械加工,其余尺寸通過留余量(必須考慮電鍍層對此的增加與減少)加工得到最后零件要求尺寸。
2 鋸料
選擇用鋁棒經過鋸床切斷,切斷規格Φ38×420(±0.5);由于下料后要做成冷擠壓坯件,需要關注與原材料的一些問題,避免在表面有裂紋,氣泡、嚴重劃傷和嚴重氧化皮,這些缺陷會在冷擠壓坯件時無法消除將帶入冷擠壓制件甚至發展,影響冷擠壓制件質量,對模具產生危害。
3 制作冷擠壓坯件
根據冷擠壓工藝調特征核算和產品結構特點將坯件做成如圖2形狀。
圖2 冷擠壓毛坯件圖
1)設備選用C336;
2)將上序中鋸切的棒料在C336設備按照如圖加工成為冷擠壓的坯件,根據冷擠壓變形的特征和模具使用要求加工中必須保證產品尺寸的一致性以及端面與軸心線的垂直度;在車削完工的坯件中,注意分選出由于原材料本身缺陷未能在加工中消除留在坯件上的不良坯件(如裂紋和雜質等)。
4 冷擠壓坯件處理
根據材料的特性,在冷擠壓生產前需要對加工出來的冷擠壓坯件進行軟化和磷化、皂化處理。
1)軟化處理就是將加工好的坯件按一定的溫度加熱保溫冷卻的退火熱處理工藝(規范見圖3冷擠壓坯件軟化處理溫度曲線),以降低坯件的硬度和變形抗力,消除材料的加工內應力,提高塑形,改善擠壓中模具的受力環境,從而提高生產效率和提高模具的壽命。
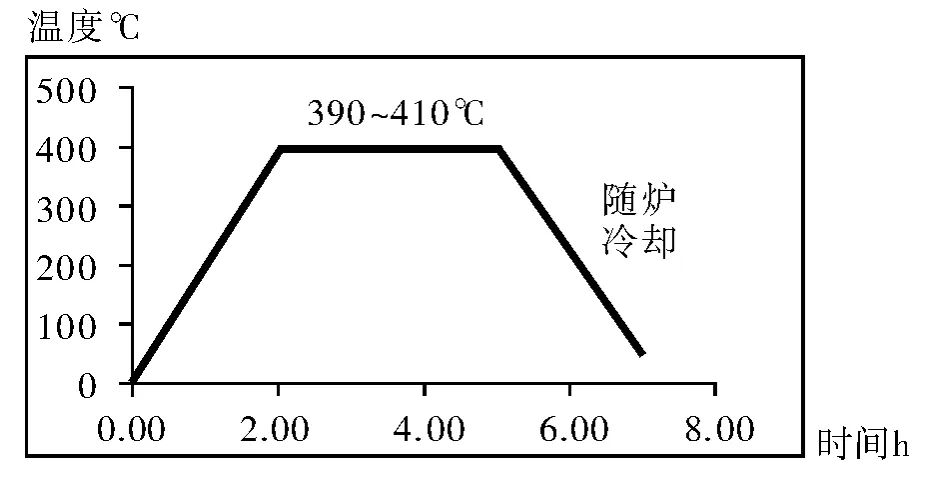
圖3 冷擠壓坯件軟化處理溫度曲線
2)磷化、皂化處理經過軟化出來的坯件需要進行去除表面氧化層清洗,進行磷化和皂化處理,以獲得更高質量的冷擠壓潤滑層,生成不溶于水且牢固地與坯料結合 ,并能在短時間經受工作溫度的磷酸鹽膜層;皂化處理就是將磷化處理后經用水清洗干凈的坯料投入皂化處理液,利用硬脂酸鈉或肥皂與磷化層中的磷酸鋅反應生成硬脂酸鋅,在擠壓中起潤滑作用。磷化和皂化處理的處理液配方及工藝見表1所示,磷化和皂化后經干燥處理就可進行冷擠壓成型了。為了加速磷化反應,往往加入硝酸鹽亞硝酸鹽或氯酸鹽等催化劑 ,一般在處理時將固或液體的化學原料用水稀釋成溶液狀態以浸漬法或噴灑法來進行。
5 冷擠壓成型
1)根據設備條件,選擇在LIC400壓力機上擠壓生產;
2)模具準備:圖4為設計冷擠壓模具,模具在設備上的安裝與調試,應保證上下模具的對正和間隙調整適當;模具安裝的中心線與壓力機的中心線相吻合,模具與機床安裝板的連接與緊固可靠。
機床檢查:油路與電路正常開啟和關閉,安全防護裝置齊備且動作可靠;
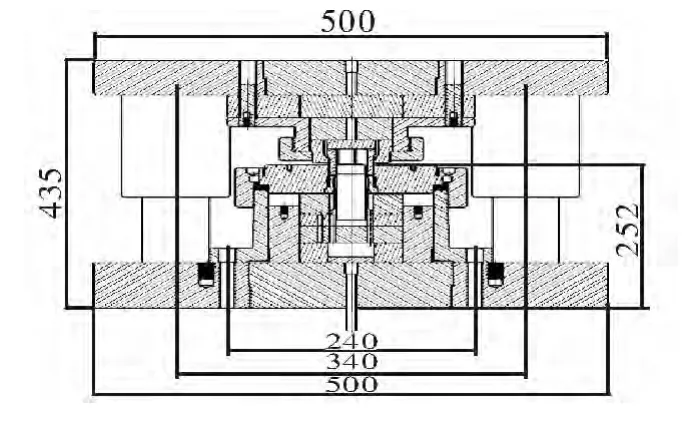
圖4 冷擠壓模具結構圖
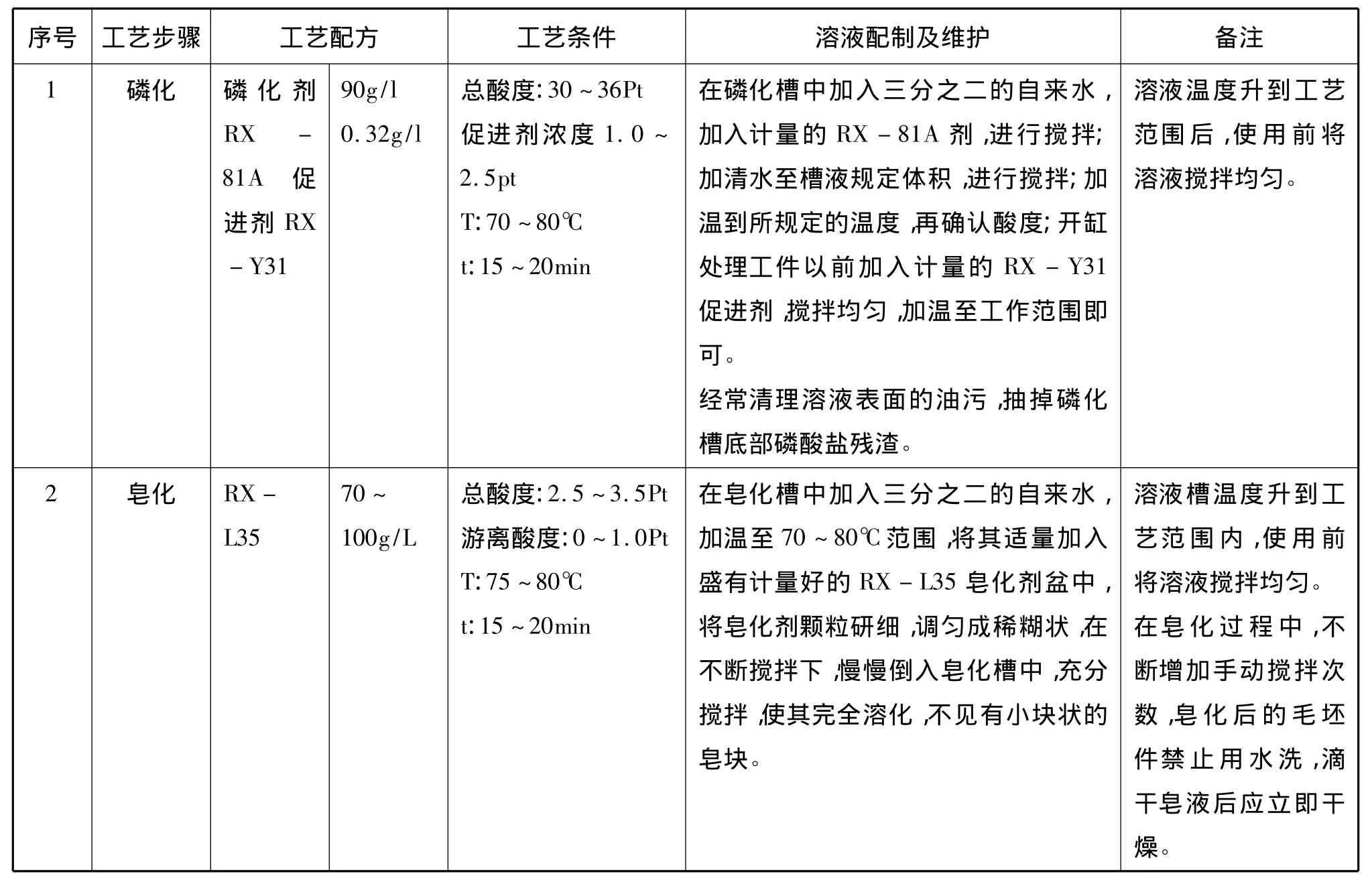
表1 磷化和皂化處理的處理液配方及工藝
3)擠壓生產:檢查完模具與機床后可以加入經過處理的坯件進行擠壓生產,圖5為擠壓成型的制件。
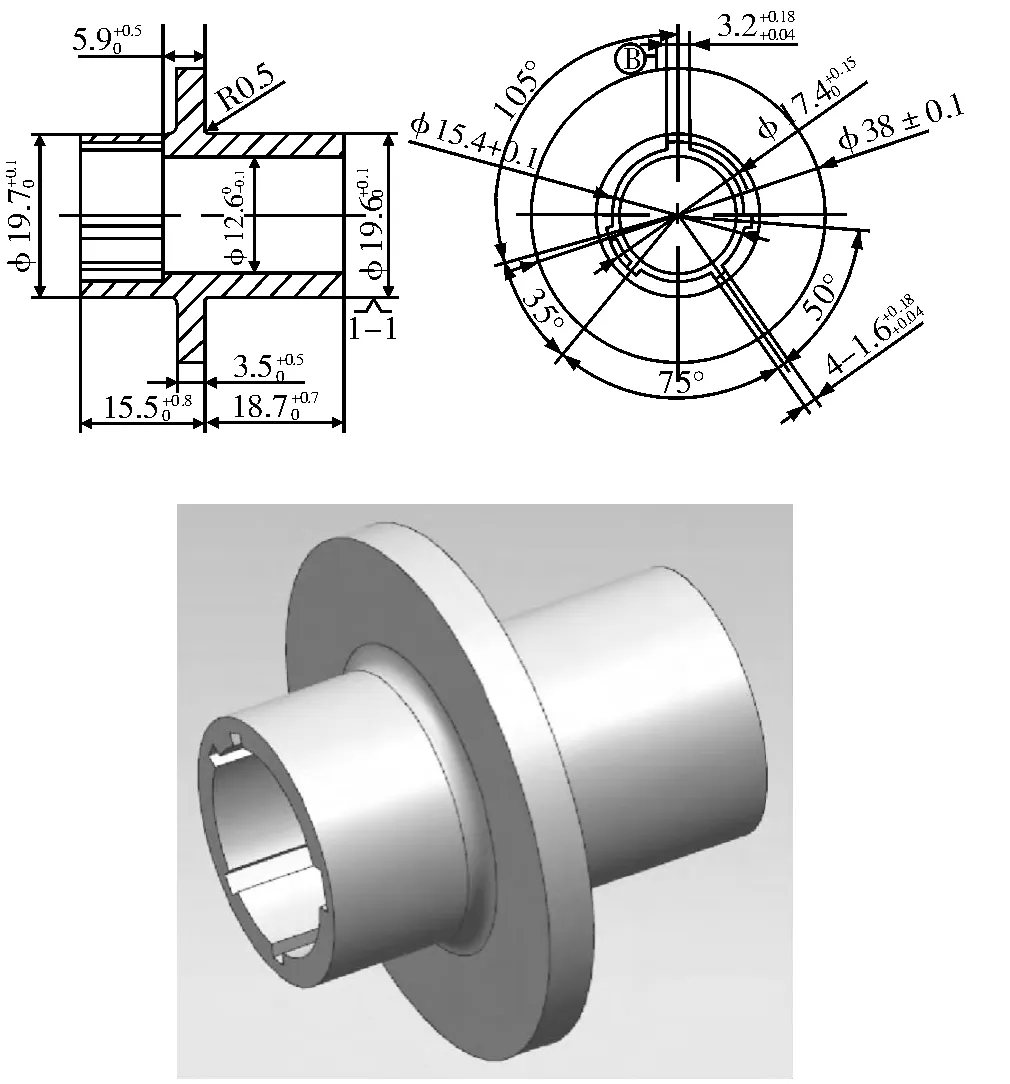
圖5 冷擠壓制件圖
6 冷擠壓制件處理
通過擠壓加工獲得了需要冷擠壓產品的形狀和尺寸,但在擠壓中,材料內部晶粒和組織也發生改變,材料的力學性能和物理性能發生改變,強度上升,塑形下降即產生了加工硬化,同時擠壓中鋁合金材料變形不均勻,使得產品的組織和性能也不均勻。為獲得產品均勻的組織和性能,消除擠壓過程的應力,需要對擠壓制件進行規范的熱處理,即淬火和人工時效。將擠壓成型的擠壓制件經過加熱到525℃保溫5h,放入75℃左右的熱水中,5min左右取出快速干燥轉入時效爐加熱到165℃保溫8h后,隨爐冷卻到常溫。熱處理溫度曲線見圖6。
材料在冷擠壓每個環節由于狀態的變化和處理,其硬度都要發生變化。通過對試件的硬度測試數據見表2。
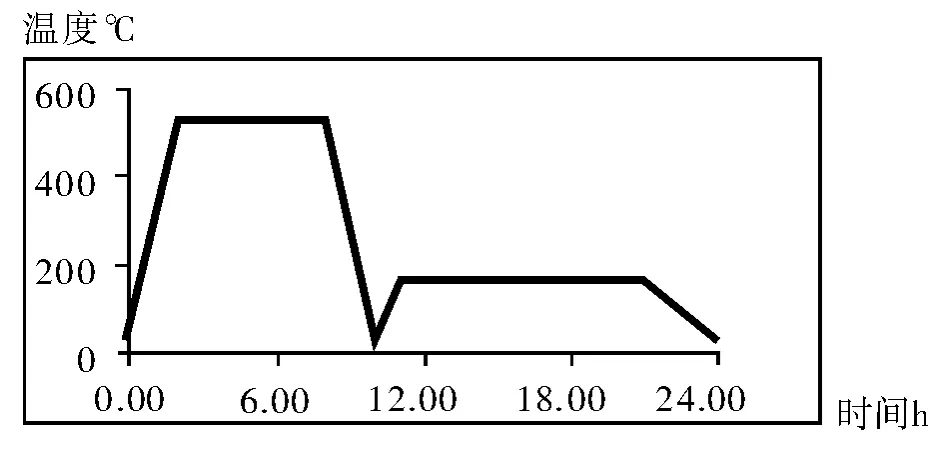
圖6 冷擠壓殼體淬火——人工時效溫度曲線
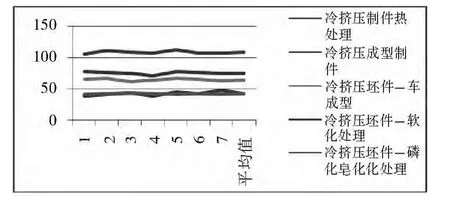
圖7 殼體生產過程硬度變化
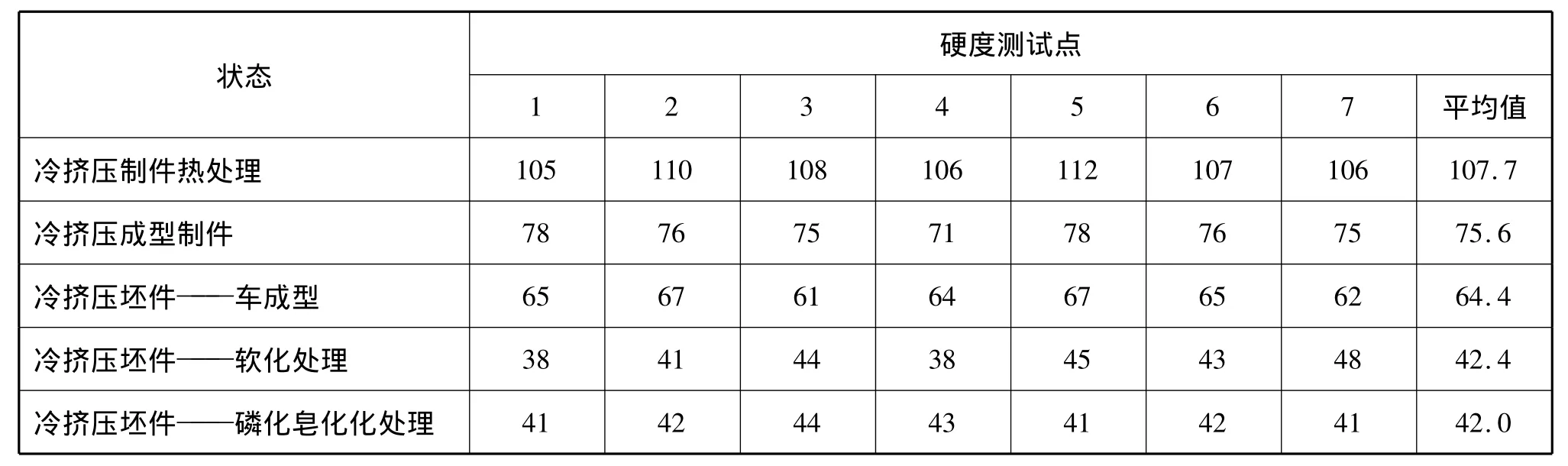
表2 冷殼體不同狀態硬度(HBS)測試數據
7 冷擠壓制件機加工
根據產品最終尺寸精度的要求,對擠壓制件采用分步車削和分步銑加工結合、普通設備與數控設備結合的工藝路線。
1)分步車加工:選擇刀塔數控車床和普通車床,分步完成車加工加工。
第一步以1-1外圓為基準加工完成鍵槽孔¢15.6+0.1、¢ 17.7+0.1及外圓 ¢ 19-0.1的有關車削尺寸;
第二步以¢19-0.1為基準加工完成¢13.4+0.1、¢ 14.6+0.1、¢ 15.7+0.1、0.75-2UNEF 外螺紋和軸向孔內槽的加工;
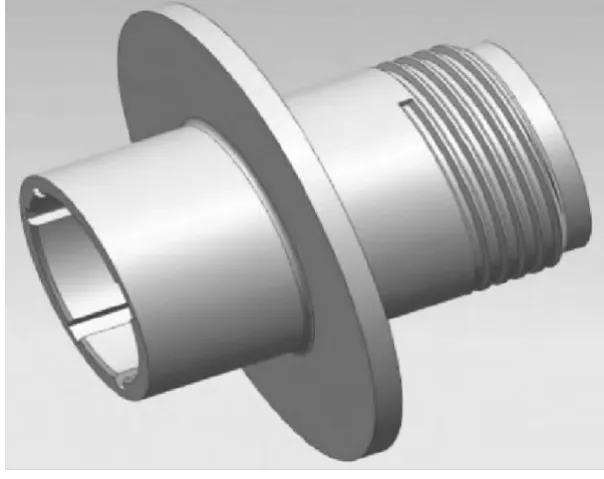
圖8 車加工產品
2)銑床加工:選擇普通工具銑床和數控銑床結合,在普通銑床上利用分度頭完成3-¢1.65+0.02孔的加工,利用專用夾具在數控銑床完成方盤、盤上4-¢3.1孔和3- ¢1.65+0.02內鼻孔70°倒角的加工。
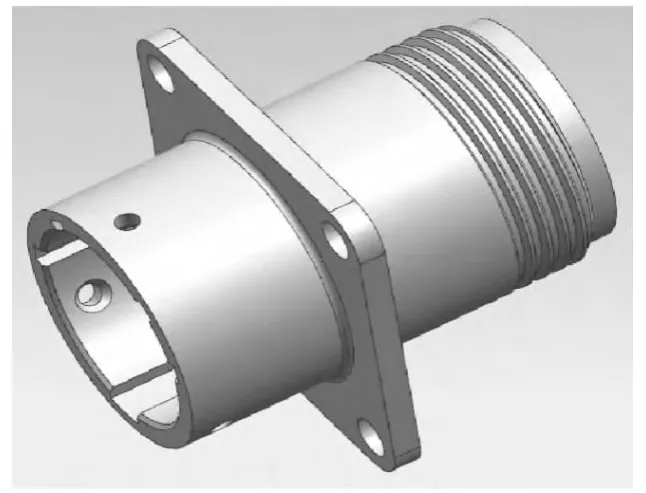
圖9 銑加工產品
由于殼體機加工完成后需要電鍍處理,需要根據鍍層對尺寸的影響對電鍍層厚度t進行增加和減小確定加工尺寸,由于鍍層厚度t增加了產品實體厚度,機加工尺寸應該按照產品電鍍后尺寸扣除電鍍層增加的實體的原則來確定。
對于有螺紋加工,根據螺紋的形狀和特征尺寸,假設鍍層厚度在螺紋上是均勻分布的,則鍍層對螺紋中徑尺寸產生的影響如圖11所示,3/4-20UNEF外螺紋,牙形角為60°,其中:d為電鍍前螺紋中徑;d1為電鍍后螺紋中徑;t為電鍍層厚度;Δd為電鍍后螺紋中徑單邊增量。按幾何關系:Δd=t/sin(60°/2)=2t;則電鍍后螺紋中徑總的增量為:d1- d=2Δd=4t。
最大中徑 =d1max-2Δd=d1max-4t,最小中徑 =d1min- 2Δd=d1min-4t;
而對于螺紋的大徑和小徑則按照下式計算:
最大大徑=dmax-2t最小大徑=dmin-2 t;
螺紋小徑=d1-2 t最大鍍層厚度。
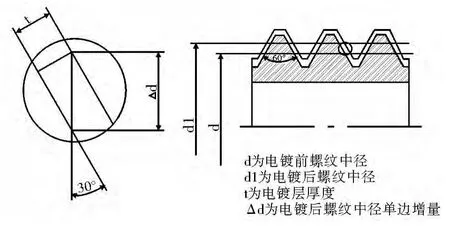
圖11 鍍層對螺紋中徑尺寸產生的影響
查詢3/4-20UNEF螺紋標準和根據這些計算式即可計算出螺紋的大徑、小徑和中徑值,作為機加工的控制尺寸。鍍層厚度Ni/Cd10為復合鍍層,厚度取均值0.025mm,見表3。
8 結束語
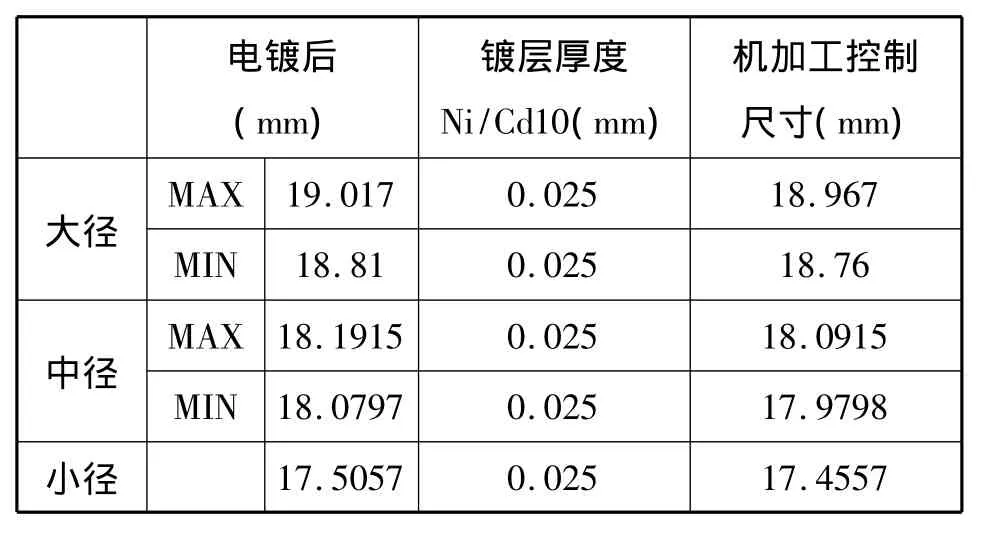
表3 螺紋機加工尺寸表
圓形殼體的冷擠壓生產包括了原材料的準備、坯件的制造與處理、冷擠壓模具的設計與制造和冷擠壓操作、擠壓件的機械加工等環節。其中,每個環節的質量控制和工藝要領都會對最終產品的質量起著重要作用。實際生產中,必須對各個環節精心管理,對工藝要領嚴密執行。成功采用冷擠壓生產工藝,可以提高生產效率,增加材料利用率,降低制造成本,縮短生產周期,對連接器部件參與市場提供良好的競爭力。
[1] 洪正章.冷擠壓實用技術.機械工業出版社.
[2] 林鋼,林慧國,趙玉濤.鋁合金應用手冊.機械工業出版社.
[3] 曾志斌.螺紋電鍍前尺寸精度的控制.新技術新工藝,2011年第3期.