可編程控制器和觸摸屏組合加熱爐控制系統的設計
2014-02-27 02:07:18陳國平劉魏晉劉葉浩
武漢工程大學學報 2014年10期
陳國平,周 聰,蔡 勇,劉魏晉,劉葉浩
武漢工程大學電氣信息學院,湖北 武漢 430205
0 引 言
間接加熱爐用于對從井口流出后進入分離工序前的井口采出物進行加熱.加熱爐采用水或乙二醇混合物作為熱媒,通常用于油井測試.加熱過程中的溫度控制也直接影響整個生產成本.因此,保證加熱爐的最佳生產狀況和實現溫度自動控制是關鍵.由于加熱過程控制具有多變量等特點,對控制系統的軟硬件設計提出了更高的要求[1].筆者設計了一種基于西門子可編邏輯控制器和觸摸屏的綜合應用方法來控制加熱爐控制系統的控制精度.德國西門子公司生產的S7-300可編程邏輯控制器(Programmable Logic Controller,以下簡稱:PLC),I/O點數、組網能力滿足設計要求;采用西門子公司生產的TP900觸摸屏來設置參數和監控整個系統的運行.整個控制系統完成現場數據采集、數據處理、輸出控制及報警等功能,其自動化程度高,運行穩定[2-3].
1 工藝過程
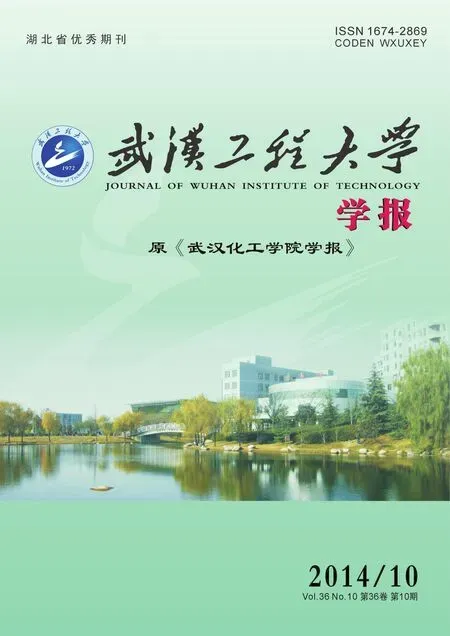
本加熱爐通過系統控制器調節比例執行機構,實現輸出負荷自動比例調節.即以被加熱介質工藝溫度為控制對象,通過控制器自動調節燃燒機的輸出功率,保持熱載體及被加熱介質溫度在設定范圍之內,達到保證工藝溫度、優化燃燒、節能運行的目的.工藝控制流程圖如圖1所示.
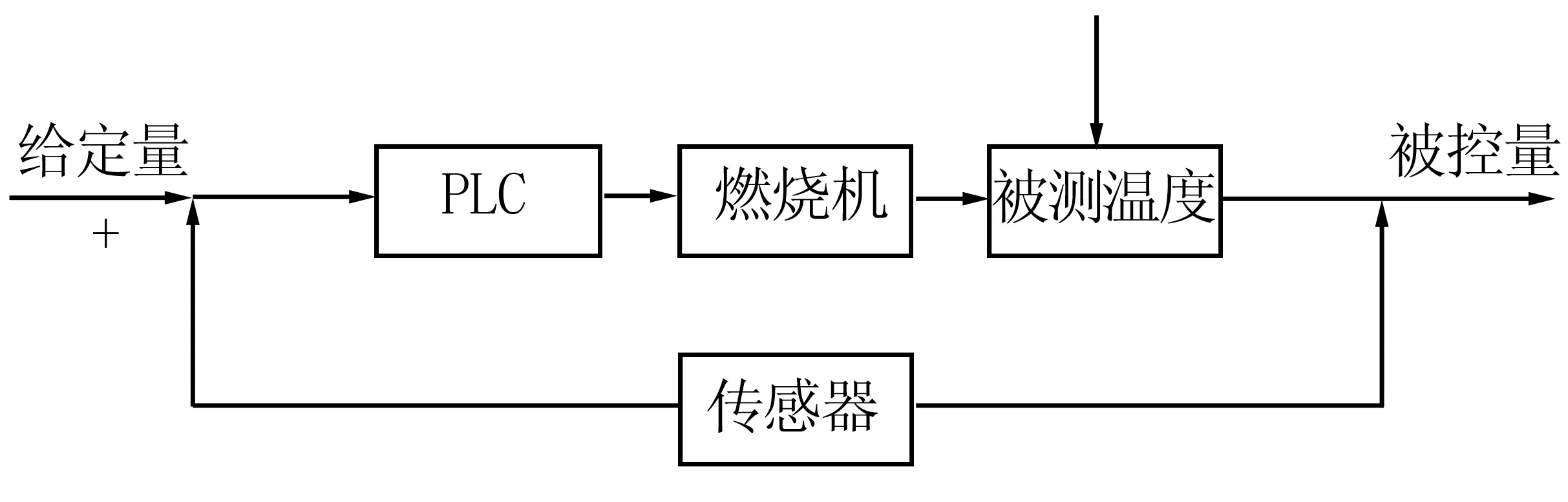
圖1 工藝控制流程圖
2 加熱爐控制系統的構成
2.1 控制系統的配置
加熱爐控制系統是加熱爐可靠、安全運行的保障,是加熱爐的控制核心.加熱爐控制系統由控制柜、傳感器、燃燒器等組成.控制柜包括主控單元和監控單元.主控單元包括S7-300 PLC和模擬量擴展模塊SM336;監控單元為西門子TP900觸摸屏;執行機構為意大利BALTUR公司生產的全自動一體化油氣兩用燃燒器.
2.2 硬件選型
控制系統是整個系統的中樞“神經”,它指揮該加熱系統全自動運行,真正實現無人值守.該加熱爐一經調試點火啟動即可長期自動調節運行,保證不間斷連續運行.為提高整套系統的可靠性,現場儀表的選型考慮地區的極高溫(85 ℃)/極低溫(-25 ℃)工況.控制柜采用了室外設計,在加熱爐橇座上就地放置,完全適應露天風沙、雨水環境,確保了質量和穩定性.
根據控制工藝的要求,同時為了方便操作,還需要考慮硬件的成本問題.該控制系統的觸摸屏采用西門子TP900系列6AV2124-0JC01-0AX0,主控制器選用西門子S7-300系列PLC型號6ES7315-6FF04-0AB0和模擬量擴展模塊SM336.
S7-300是德國西門子公司生產的可編程序控制器(PLC)系列產品之一.其模塊化結構、易于實現分布式的配置以及性價比高、電磁兼容性強、抗震動沖擊性能好,使其在廣泛的工業控制領域中,成為一種既經濟又切合實際的解決方案[4-6].
西門子觸摸屏TP900準確地提供了人機界面的標準功能,高性能處理器、高速外部總線及 64M DDR 內存,經濟實用,具備高性價比.具有先進的工業設計理念,強大且豐富的通訊能力,高分辨率寬屏顯示,先進的生產失效故障模式分析,使設備操作變得更加輕松快捷.
加熱爐采用意大利BALTUR公司生產的全自動一體化油氣兩用燃燒器,燃燒器的輸出功率可根據負載及溫度要求自動調節.系統以介質輸出溫度為主控參數,通過控制器控制、調節燃料量,保證加熱爐的出力與需求的熱負荷協調.
3 軟件設計
該系統中的主控制器的編程軟件使用STEP7,版本是STEP7V5.4SP3.該軟件為用戶開發、編輯和監控自己的應用程序提供了良好的編程環境.
該控制系統采用傳統的比例-積分-微分(Proportion-Integration-Differentiation,以下簡稱:PID)控制.在連續控制系統中,PID控制器由運算放大器組成,信號均為連續變化的模擬量.設r(t)為給定值,c(t)為過程變量(反饋量),誤差e(t)=r(t)-c(t);PID控制器的輸出量=比例項+積分項+微分項+輸出的初始值,即
式中:M(t)是控制器的輸出;Minitial是回路輸出的初始值;Kc是PID回路的增益;TI和TD分別是積分時間和微分時間.PID控制系統框圖如圖2所示.
Smart 700觸摸屏使用的軟件及版本為WinCCProfessionalV11.
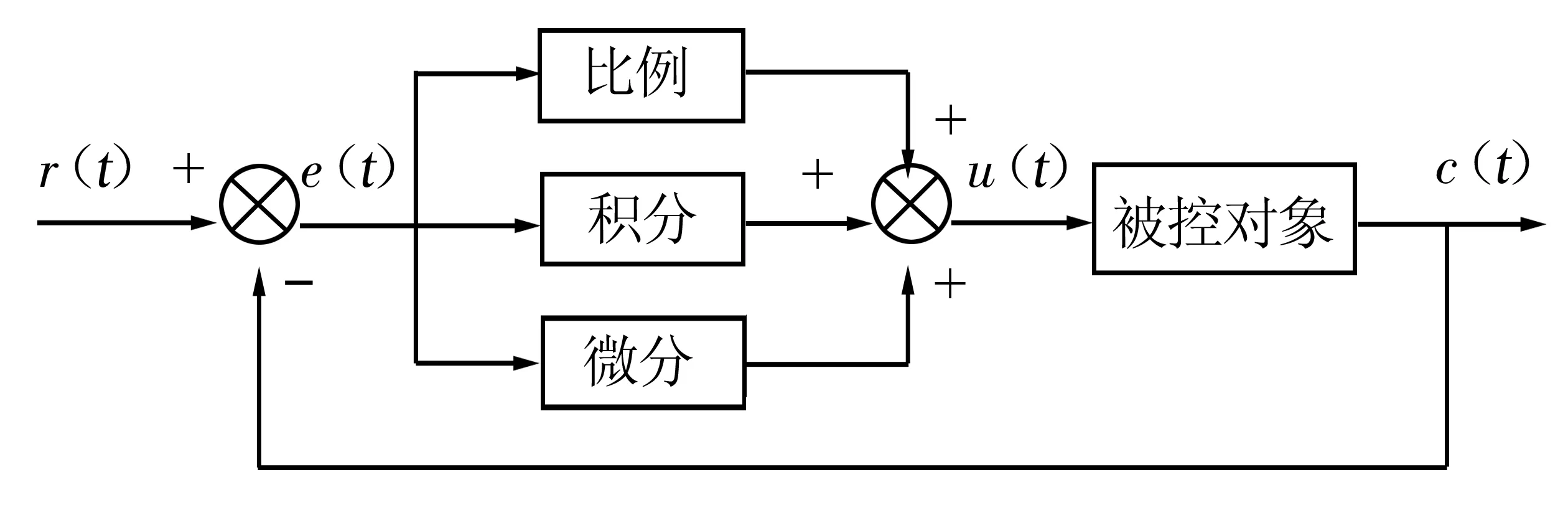
圖2 PID控制系統框圖
4 控制過程和人機界面
4.1 控制系統的控制過程
加熱爐開始工作后,傳感器對溫度信號進行采集,然后通過模擬量擴展模塊SM336將采集的信號送入CPU中,主控單元通過運算得出控制量,來控制燃燒器火力的大小.
4.2 人機界面的設計
根據控制要求和生產工藝,先將加熱爐的現場情況進行設計,再創建溫度等參數的數據庫,實時記錄參數數值.監視初始畫面如圖3所示,參數設置初始畫面如圖4所示.
圖3 初始監視畫面
圖4初始參數設置畫面
Fig.4 Initial parameter settings screen
5 結 語
詳細介紹了基于PLC和觸摸屏的加熱爐的設備特點和工藝過程.該控制系統穩定、準確地實現了加熱爐工作過程中各個參數的監控,并使其自動調節在允許范圍內.使用西門子TP900觸摸屏和S7-300系列PLC構成的控制系統具有快速、簡單、準確、可靠、經濟控制的優點.
致 謝
天津津濱石化公司領導和工程師們給予了大力支持,在這里表示誠摯的感謝!.
[1] 高永亮,虎恩典,董明,等.基于西門子PLC和觸摸屏的烘箱溫度控制系統[J].寧夏工程技術,2010,9(3):223-225.
GAO Yong-liang, HU En-dian, DONG Ming, et al. The temperature control system of oven based on Siemens PLC and touch screen[J]. Ningxia Engineering Technology,2010,9(3):223-225.(in Chinese)
[2] 滿磊磊,劉偉娟.Wincc與S7-400PLC在熱軋加熱爐控制系統中的應用[J].熱處理技術與設備,2013,34(4):47-50.
MAN Lei-lei, LIU Wei-juan. Application of WinCC and S7-400 PLC in control system of reheating furnace for hot rolling[J].Heat Treatment Technology and Equipment, 2013,34(4):47-50.(in Chinese)
[3] 艾云峰.軋鋼廠加熱爐自動控制系統應用探討[J].現代制造技術與裝備,2010(3):45-46.
AI Yun-feng. Application of automatic control system for rolling mill furnace[J]. Modern Manufacturing Technology and Equipment, 2010(3):45-46.(in Chinese)
[4] 王勇.基于PLC的鍋爐溫度控制系統研究[J].科技創新與生產力,2013(4):69-71.
WANG Yong. Research on temperature control system of boiler based on PLC[J]. Sci-tech Innovation and Productivity, 2013(4):69-71.(in Chinese)
[5] 于曉東,湯漾平.鉬粉還原爐輔機控制系統的設計[J].機械與電子,2014 (1):34-36.
YU Xiao-dong, TANG Yang-ping. Design of control system for assisted equipment of molybdenum powder reduction furnace[J]. Machinery & Electronics, 2014 (1):34-36.(in Chinese)
[6] 楊飛,鄭偉.基于西門子PLC和S120控制的多功能摩托車底盤測功機[J].摩托車技術,2013(10):72-75.
YANG Fei, ZHENG Wei. Based on Siemens PLC and S120 multi-function motorcycle chassis dynamometer [J].Motorcycle Technology, 2013 (10):72-75.(in Chinese)
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03