高檔次不銹鋼(焊)管的制造與訂購
——美國Plymouth Tube公司的經(jīng)驗和對美國標準的系統(tǒng)解讀
2014-02-20 02:39:24何德孚王晶瀅
鋼管 2014年4期
何德孚,王晶瀅,2
(1.上海久立工貿(mào)發(fā)展有限責任公司,上海200135;2.浙江德傳管業(yè)有限公司,浙江湖州313103)
高檔次不銹鋼(焊)管的制造與訂購
——美國Plymouth Tube公司的經(jīng)驗和對美國標準的系統(tǒng)解讀
何德孚1,王晶瀅1,2
(1.上海久立工貿(mào)發(fā)展有限責任公司,上海200135;2.浙江德傳管業(yè)有限公司,浙江湖州313103)
介紹了美國Plymouth Tube公司的生產(chǎn)經(jīng)驗,并分析討論了所涉美國不銹鋼焊接鋼管標準的系統(tǒng)特征。分析認為:美國ASTM/ASME不銹鋼鋼管(材)標準由產(chǎn)品標準和通用材質(zhì)標準組成;ASTM技術(shù)標準(正文部分)實際上只規(guī)定了不銹鋼鋼管的最低設計和檢驗要求,僅按照該標準未必能訂購到質(zhì)量有保證的優(yōu)質(zhì)鋼管;ASTM/ ASME不銹鋼鋼管(材)標準不僅在不斷補充新品種和新內(nèi)容,也經(jīng)常在糾正各種錯誤或修正認識;全面系統(tǒng)地解讀美國標準,對我國不銹鋼(焊)管的生產(chǎn)、銷售和訂購十分有益。
不銹鋼鋼管;ASTM標準;ASME標準;生產(chǎn)經(jīng)驗;制造技術(shù);質(zhì)量檢驗;訂購要求;附加條件
美國Plymouth Tube公司是一家專門從事冷凝器、給水加熱器用高檔次不銹鋼焊接鋼管生產(chǎn)的著名制造商,目前已進入中國市場,而文獻[1]比較全面地介紹了該廠此類焊接鋼管的制造流程及其質(zhì)量檢驗要點。筆者讀到文獻[1]時正值國內(nèi)有關(guān)工廠在主攻該類焊接鋼管,且遇到一些挫折,這曾引起筆者許多思考[2-3]。而在閱讀文獻[4]后重讀文獻[1],更覺文獻[1]中的經(jīng)驗對我國小直徑連續(xù)焊管產(chǎn)業(yè)向高端產(chǎn)品發(fā)展具有參考價值。
本文將詳細介紹文獻[1]中的要點,并對所涉美國不銹鋼焊接鋼管標準的系統(tǒng)特征進行分析討論,以厘清文獻[1]中的誤解或補充其不足。希望通過此舉可以促進我國生產(chǎn)能力過剩的小直徑不銹鋼焊接鋼管行業(yè)向高檔產(chǎn)品領域進軍。
1 Plymouth Tube公司的經(jīng)驗
焊接技術(shù)的發(fā)展,已成熟到可將每種奧氏體、雙相及全鐵素體鋼卷(帶)焊接成管材。
如304不銹鋼、316不銹鋼及其變種,其焊縫在凝固時會形成少量鐵素體,由于凝固過程中焊縫的收縮可由奧氏體和少量鐵素體以不同密度加以補償,因而使這些鋼種可以承受焊接過程中的變化,這就允許焊接時可采用較高的焊接速度。這類焊接鋼管的常見技術(shù)標準有:ASME SA 249/SA 249M—2010a《鍋爐、過熱器、換熱器和冷凝器用奧氏體焊接鋼管》、ASME SA 688/SA 688—2012《給水加熱器用焊接奧氏體不銹鋼鋼管》、ASME SA 803/SA 803M—2012《給水加熱器用焊接鐵素體不銹鋼鋼管》以及ASME SA 789/SA 789M—2010a《一般用途用無縫及焊接雙相不銹鋼鋼管》。鐵素體鋼在冷卻時會形成馬氏體,而馬氏體很脆并對缺口敏感,退火以前可能會因熱應力產(chǎn)生裂紋。有些焊接鋼管輥軋成型機組擁有專門的技術(shù)和熱處理方法,能在馬氏體開裂之前就使鐵素體鋼回火。
對于高合金奧氏體鋼和全鐵素體鋼,其焊縫在凝固時不會形成補償?shù)牡诙啵虼撕附訒r要特別小心;需采用低速焊接,并在焊接熔池正前方以所發(fā)生收縮的速度對焊接熔池進行擠壓,以獲得無凝固收縮缺陷的高致密度焊縫。
目前,不銹鋼鋼卷(帶)的質(zhì)量已達經(jīng)到22.7 t(50 000 lb),寬度可達1 828 mm(72 in),這是獲得優(yōu)質(zhì)焊接鋼管的關(guān)鍵之一。由于軋制技術(shù)的改進,不銹鋼鋼帶的厚度公差通常可保持在ASTM標準要求值的50%,表面粗糙度R a通常在0.5μm以上,保證了生產(chǎn)的不銹鋼焊接鋼管具有較好的表面質(zhì)量,且同心度非常高。
1.1 鋼卷(帶)分剪
鋼卷(帶)應按照所制焊接鋼管的外徑規(guī)格連續(xù)剪切成所需寬度。分剪過程的設計應保證鋼帶邊部端面成矩形,以獲得制造焊接鋼管所必需的零間隙I型對接焊口。
1.2 開卷和軋輥成型
開卷機的安裝應使鋼卷(帶)以精確的直線度進入輥軋成型機,鋼帶經(jīng)過一系列輥軋成型,最后使鋼帶的兩側(cè)邊緣形成I型對接焊口。
成型軋輥的數(shù)目取決于輥軋成型機組的設計和待焊接材料的性能,最少為6組,最多為14組。這些軋輥與開卷機之間的排列安裝應能保證焊頭對準其下側(cè)焊縫的中心位置,中心位置稍有偏移就會造成管坯滾動和接口偏離,從而使焊縫偏離帶材邊沿的中心,造成局部未焊透。6組成型軋輥成型如圖1所示。
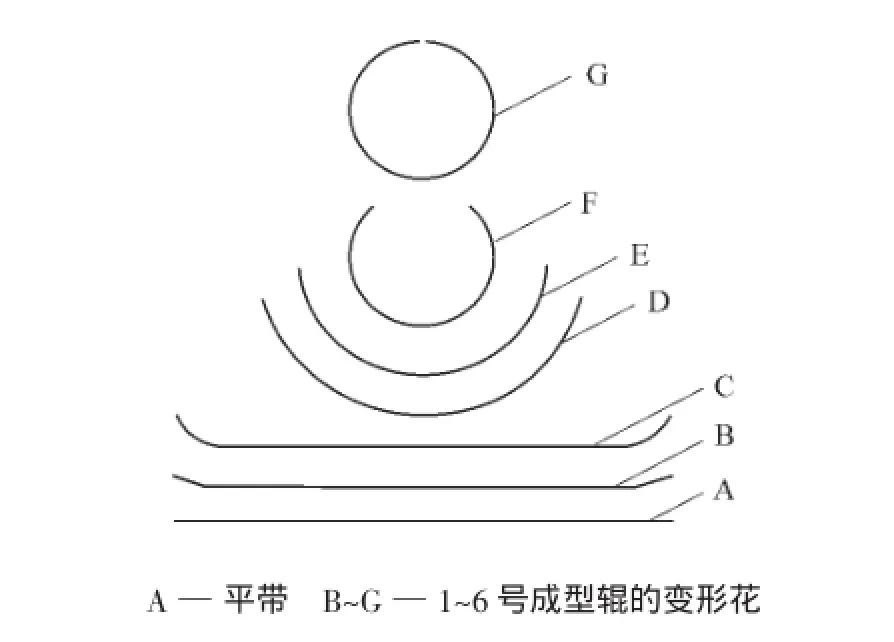
圖1 6組成型軋輥成型示意
1.3 接口焊接方法
不銹鋼焊接鋼管的焊接通常有3種方法:
(1)鎢極氬弧焊,最通用的方法。該焊接方法可以保證充分焊透,并獲得合理熔寬的高質(zhì)量焊縫。其優(yōu)點是:焊接過程中允許焊縫存在少量偏移和較大焊縫余高,后者可以保證在線精整時焊縫有足夠的冷加工余度。
(2)等離子弧焊,板厚較大(t∧3 mm)、需要熔透時采用。該方法依靠高溫(電弧)等離子體提供能量,因其局部功率很高,焊接小直徑焊接鋼管時不能采用。由于等離子弧具有較好的焊透能力,因此焊接相同壁厚的鋼管時,比采用鎢極氬弧焊焊接方法的焊縫窄。
(3)激光焊。因其高能密度,在3種焊接方法中焊接的焊縫最窄。激光焊的應用推廣已引起一場窄焊縫究竟是優(yōu)點還是缺點的爭論。目前,已知激光焊有兩個優(yōu)點:①焊接速度最高;②焊縫組織中帶偏析鑄造組織的體積最小。但是,采用該方法焊接時,焊縫非常窄,增加了焊縫焊偏的潛在危險;焊縫余高很小,不適合對焊縫進行冷加工。
上述3種焊接方法均為熔焊方法,因為焊縫是經(jīng)完全熔化形成的。像高頻感應焊或電阻焊這類依靠擠壓形成焊縫區(qū)的焊接方法,不適合焊接Cr含量很高的不銹鋼焊接鋼管。
實際上美國機械工程師學會(ASME)已在其設計材料標準中涵蓋了所有不添加填充金屬的不銹鋼焊接鋼管。因為這類焊接鋼管的焊縫通常需經(jīng)過冷加工及交貨前熱處理,使焊縫的機械和耐蝕性能恢復到原始母材狀態(tài);而試圖通過匹配填充金屬使焊縫的性能與母材趨于一致,比直接焊接原始母材要困難很多,焊接過程的復雜性也將增加許多。
1.4 焊縫的冷加工
對焊縫作冷加工的目的是提升鑄態(tài)偏析焊縫組織的均勻性,可在線進行焊道加工或進行焊接鋼管全斷面縮減。其中,在線焊道加工僅對焊縫局部冷加工,焊接后立即進行,最好在成型焊接機組上在線完成,以保證焊縫保持在已知的可控位置,用工具從外徑(縫)表面上對放在內(nèi)徑(縫)余高處的硬質(zhì)模塊施加壓力,硬質(zhì)模塊由一軋輥從焊接鋼管背面予以支承。
冷加工后的不銹鋼焊接鋼管不能進行磨拋。這是因為磨拋操作可能使直線度不好的焊縫選擇性地磨除一側(cè)焊縫,最后造成局部區(qū)域壁厚小于技術(shù)標準要求最小值,而這種局部減薄是不可能用常規(guī)檢驗手段檢測出來的。磨拋造成焊接鋼管局部區(qū)域壁厚變小如圖2所示。
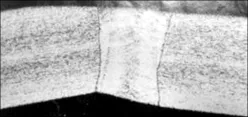
圖2 磨拋造成焊接鋼管局部區(qū)域壁厚變小
1.5 冷拔定徑
焊接鋼管可采用整體冷拔加工。該操作可以使焊接鋼管達到傳統(tǒng)輥軋成型公差約1/2的精度,且內(nèi)外徑(縫)表面粗糙度R a均可保持在0.5~0.6μm。這是因為焊接鋼管同心度好,該公差明顯優(yōu)于冷拔無縫鋼管的。此外,不銹鋼焊接鋼管冷拔后可提高其抗拉強度和屈服強度,最高可達到退火態(tài)的3倍。然而,應用到換熱器產(chǎn)品時大多數(shù)客戶并不認可該冷加工優(yōu)點,特別是ASME標準有明文規(guī)定時。該工序會增加產(chǎn)品的生產(chǎn)成本。
1.6 熱處理
為了提高不銹鋼焊接鋼管的耐蝕性能,所有不銹鋼焊接鋼管應在焊接和冷加工后進行退火處理,以使焊縫組織均勻,腐蝕不會在偏析區(qū)發(fā)生。不銹鋼焊接鋼管退火處理可在線一次性完成,也可以采用離線方式單獨進行。
在線熱處理是不銹鋼焊接鋼管退火最常用的方法,焊接鋼管由感應線圈加熱到一定溫度,然后用水或H2之類氣體快速冷卻。這種熱處理方法在焊接鋼管成型機組中在線施行,通常在焊縫冷加工后立即進行,一旦管材離開感應線圈就進行冷卻。超級鐵素體和超級雙相不銹鋼焊接鋼管,則要求有足夠的淬火速率,以防止形成有害的第二相,使其耐蝕性能降低。不銹鋼焊接鋼管感應加熱如圖3所示,不銹鋼焊接鋼管在線冷卻如圖4所示。
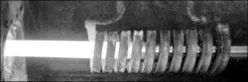
圖3 不銹鋼焊接鋼管感應加熱

圖4 不銹鋼焊接鋼管在線冷卻
經(jīng)熱處理后,不銹鋼暴露在空氣和水中,表面會產(chǎn)生多孔和有裂紋的氧化皮,其主要成分為氧化鉻,不能起到很好的防腐作用,必須清除。氧化皮層下還有一個貧鉻不耐蝕層,除掉這一貧鉻不耐蝕層也十分重要。機械拋磨可能會將貧鉻不耐蝕層重新埋入不銹鋼焊接鋼管表面,不能根除;化學處理是唯一能保證除掉全部貧鉻不耐蝕層的有效途徑。通常采用硝酸溶液或檸檬酸溶液進行處理[5]。對有氧化皮的不銹鋼焊接鋼管進行化學處理,實質(zhì)上是對不銹鋼焊接鋼管作100%的腐蝕試驗,特別是當化學處理在渦流檢驗前進行時,酸液將侵蝕所有敏化區(qū)或前期處理過程中所顯露的MnS類及其他雜質(zhì),若不進行化學處理,在渦流檢驗時就會發(fā)出“不合格”的報警。
對于特殊用途的合金鋼焊接鋼管采用離線熱處理,通常在一個單列的熱處理爐中進行,退火保溫5~10 min,以達到均勻組織和提高耐蝕性的目的。高Ni、Mo含量合金鋼的焊縫通常存在嚴重偏析,使其組織均勻需要很長的擴散時間,因此進行離線熱處理特別重要。但目前較高的天然氣價格使得離線熱處理的成本增加。
光亮退火處理是在H2之類還原性氣氛中,限制氧化皮的形成,使管材表面不產(chǎn)生厚氧化皮,達到光亮效果的熱處理方法。但是光亮退火處理僅在1 010℃以上溫度有效。水可能會使管材表面產(chǎn)生一層氧化皮,所以光亮退火不應采用水淬;因此某些合金鋼并不適合采用光亮退火處理。
1.7 矯直、定徑和定尺切斷
在線或離線退火后的焊接鋼管可能要進行矯直、定徑及定尺切斷。
1.8 檢驗
所制焊接鋼管必須在檢驗合格后才能交貨,包括NDT無損檢測(ET、UT)和壓力試驗。
ET(渦流)檢驗幾乎是所有不銹鋼焊接鋼管都采用的標準檢驗方法,采用全環(huán)套差動線圈,對短突缺陷的檢測最靈敏,但對構(gòu)成電橋的兩個差動線圈斷面之間長而漸變的瑕疵很不敏感,這些瑕疵形成的檢測訊號輻值與其突變程度有關(guān)。ET檢驗是快速、低成本的檢驗方法;但與檢驗內(nèi)表面缺陷相比,ET檢驗更容易發(fā)現(xiàn)外表面缺陷。
UT(超聲波)檢驗通過向管材壁厚方向發(fā)送超聲波并接收來自缺陷的反射波實施檢測,對裂紋和未完全熔合管材的縱向缺陷很敏感,但檢測速度較慢、成本較高。
目前有3種壓力試驗方法可用于換熱器用焊接鋼管的檢測:水下空壓試驗、壓差試驗和水壓試驗。
水下空壓試驗是將壓縮空氣壓入浸在水箱中兩端密封的焊接鋼管,以鋼管長度范圍內(nèi)是否出現(xiàn)氣泡作出判別。采用1.0~1.7 MPa試驗壓力,可探測到0.05 mm的泄漏孔。該試驗成本低、靈敏度高,是換熱器用焊接鋼管最常用的壓力試驗方法。
壓差試驗隨高靈敏度電子壓力傳感器的發(fā)展已具備實用性。該試驗將待測焊接鋼管和無泄漏孔標樣管加壓到相同壓力,待脫離氣源后監(jiān)測兩者的壓差,從而實現(xiàn)檢測,若壓差超過某一預定值則發(fā)出報警。目前該方法主要用于鈦焊管的檢驗。
傳統(tǒng)水壓試驗方法因為靈敏度比水下空壓試驗低3個數(shù)量級已被淘汰,僅在用戶有要求時采用。
1.9 輥軋成型機組焊接鋼管操作質(zhì)量檢驗
經(jīng)目測,在線渦流檢驗和破壞性操作試驗組合實施,監(jiān)控焊接鋼管焊縫質(zhì)量。操作試驗設計是為了檢測不同方向焊縫的密實性(延展塑性)。例如,反向展平試驗可以測試內(nèi)表面焊縫的橫向延展性;卷邊試驗可以測試焊縫的縱向延展性,特別是內(nèi)表面焊縫;而拉伸試驗則可測試整個焊縫的縱向延展性。上述3種試驗都有適用的ASTM標準。
不銹鋼焊接鋼管也可以進行腐蝕試驗,但在ASTM/ASME標準中大都屬于非必做項目。例如,焊縫腐蝕試驗用于檢測304、316不銹鋼系列初始凝固焊縫中殘存的鐵素體時,沸騰的HCl溶液會迅速侵蝕這些鐵素體,從而使焊縫的減薄速率高于母材;退火恰當?shù)暮缚p,該項試驗的減薄比應≤1。
晶間腐蝕試驗是可以檢驗金屬材料晶間腐蝕敏感性的加速金屬腐蝕的試驗方法。通常認為該試驗是為了校核合金是否可以固溶退火——一種常用于溶解晶間碳化鉻析出的概念,這是保證Cr含量以保持不銹鋼晶體“不銹”的前提。
但焊接鋼管進行上述試驗后,并不意味著所訂購的合金鋼焊接鋼管保證可以適合某種應用,也不能確定焊縫是否已達到最佳耐蝕性。
1.10 訂購思考
無論是訂購不銹鋼無縫鋼管還是不銹鋼焊接鋼管,僅根據(jù)ASTM/ASME標準未必能訂購到質(zhì)量有保證的優(yōu)質(zhì)鋼管。ASTM/ASME標準一般只規(guī)定了不銹鋼焊接鋼管的最低要求,可能不能滿足某一特定應用,規(guī)定的無損檢測要求也是最低的,無法完全檢測出在特殊用途中會引起麻煩的某些缺陷。一種無損檢測方法不可能對所有缺陷都有效。
將ET檢驗與水下空壓試驗組合在一起應用,可檢測出換熱器用焊接鋼管中的大多數(shù)缺陷。此外,大多數(shù)ASTM/ASME標準未將腐蝕試驗列入強制要求,因此應考慮在訂購合同中加入該項。
需要注意的是,ASTM/ASME標準是為滿足廣泛需求而制定的,適用范圍很廣,可能會與供應商提供的貨源并不相匹配。
2 對ASTM/ASME標準的系統(tǒng)解讀
Plymouth Tube公司的經(jīng)驗對我國不銹鋼鋼管的生產(chǎn)、銷售和使用是十分有益的。但必須注意:①文獻[1]對Plymouth Tube公司經(jīng)驗的介紹并非是毫無保留的,例如圖1所示是否是最佳配置等;②文獻[1]中所指的ASTM/ASME標準僅是每個標準的正文部分。長期以來,在不銹鋼鋼管及鋼材工業(yè)貿(mào)易中,國內(nèi)外許多訂購者的確都只是單純地按照某種ASTM/ASME標準,甚至只知道某個標準代碼,例如ASME SA 312/SA 312M—2012《奧氏體不銹鋼無縫鋼管和焊接鋼管》標準就是常用于不銹鋼鋼管的,因此難免會出現(xiàn)供需雙方的摩擦或爭議。事實上,ASTM/ASME不銹鋼鋼管、棒、板材標準已經(jīng)構(gòu)成一個龐大的系統(tǒng),且仍在不斷發(fā)展完善[6]。全面認識ASTM/ASME不銹鋼鋼管、鋼材標準的系統(tǒng)特征及其變化,不僅有助于提高不銹鋼鋼管和鋼材的工業(yè)貿(mào)易質(zhì)量,也有益于我國不銹鋼鋼管和鋼材制造業(yè)的可持續(xù)發(fā)展,避免像文獻[4]中介紹的按ASME SA 213/SA 213M《鍋爐、過熱器和換熱器用無縫鐵素體和奧氏體合金鋼管》訂購304不銹鋼焊接鋼管類似事情的發(fā)生。
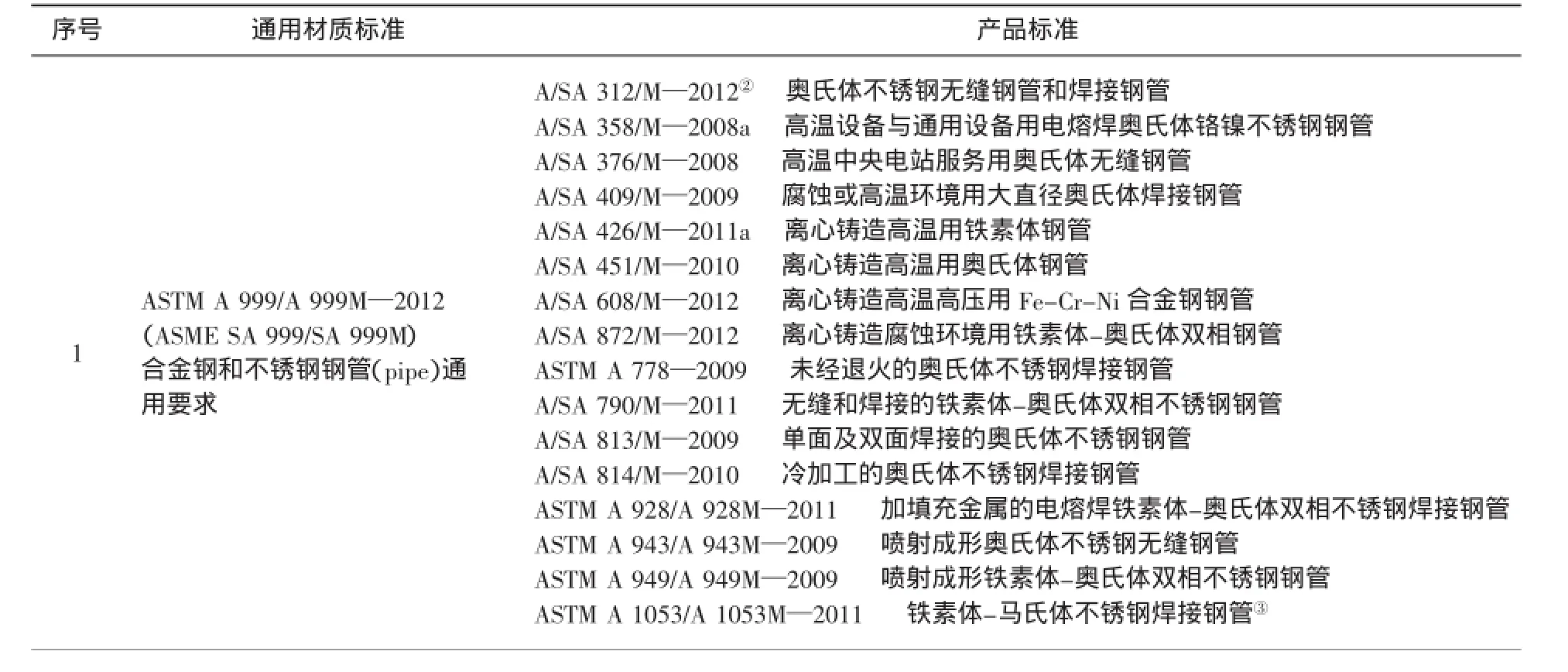
表1 ASTM/ASME不銹鋼鋼管、板材、棒材通用要求及其管轄的產(chǎn)品標準匯總①
2.1 ASTM/ASME標準系統(tǒng)
ASTM/ASME標準系統(tǒng)由5項不銹鋼鋼管通用材質(zhì)標準和各自管轄的不同用途、鋼材類別及制造方法的多個不銹鋼無縫鋼管、無縫鋼管和焊接鋼管、焊接鋼管產(chǎn)品標準組成。ASTM/ASME不銹鋼鋼管、板材、棒材通用要求及其管轄的產(chǎn)品標準匯總見表1。從表1可以看出:ASTM A 999/A 999M—2012(ASME SA 999/SA 999M)《合金鋼和不銹鋼鋼管通用要求》和ASTM A 1016/A 1016M—2011a(ASME SA 1016/SA 1016M)《鐵素體合金鋼、奧氏體合金鋼和不銹鋼鋼管通用要求》分別針對管道用和非管道用不銹鋼鋼管。管道用不銹鋼鋼管(pipe)由ASME B 36.19M—2004《不銹鋼鋼管》或ASME B 36.10M—2004《焊接和無縫軋制鋼管》限定尺度標準規(guī)格,用無量綱的管件公稱尺寸NPS或公稱直徑DN表示外徑(實際單位為in或mm,取近似值或整數(shù),外徑≥12 in時,NPS等于外徑),壁厚用in或mm表示,但也可采用ASME B 36.19M—2004標準中規(guī)定的壁厚序列5s、10s、40s、80s或標準厚度STD、加厚XS來表示,特別是涉及管道彎頭等標準件時[7-8]。非管道用不銹鋼鋼管(tube)則由ASME B 32.5—1994《非管道用金屬管狀制品的優(yōu)選公制尺度》規(guī)定標準規(guī)格,直接用外徑×厚度,單位為in或mm[9]。Tube一般無法采購到標準化管接頭件,外徑×厚度匹配自由度較大,管材的規(guī)格品種遠多于管道用鋼管。ASTM B 751—2008(ASME SB 751)《鎳和鎳合金焊接鋼管通用要求》、ASTM B 775—2008(ASME SB 775)《鎳和鎳合金焊接鋼管通用要求》、ASTM B 829—2009(ASME SB 829)《鎳和鎳合金無縫鋼管通用要求》則分別是高Ni含量不銹鋼(及其他Ni合金)焊接鋼管(pipe和tube)及無縫鋼管產(chǎn)品標準。美國標準中對pipe與tube的區(qū)別可參考文獻[10]和文獻[11]。
表1也列出了不銹鋼板材、棒材的通用材質(zhì)及對應的產(chǎn)品標準,這是考慮到一方面板材是焊接鋼管的原材料,棒材則是無縫鋼管的原材料,它們均是ASTM A 999/A 999M—2012或ASTM A 1016/A 1016M—2011a相關(guān)產(chǎn)品標準的源頭標準;另一方
面隨著我國不銹鋼產(chǎn)量逐年提高,板材、棒材的貿(mào)易量都會比管材的大。
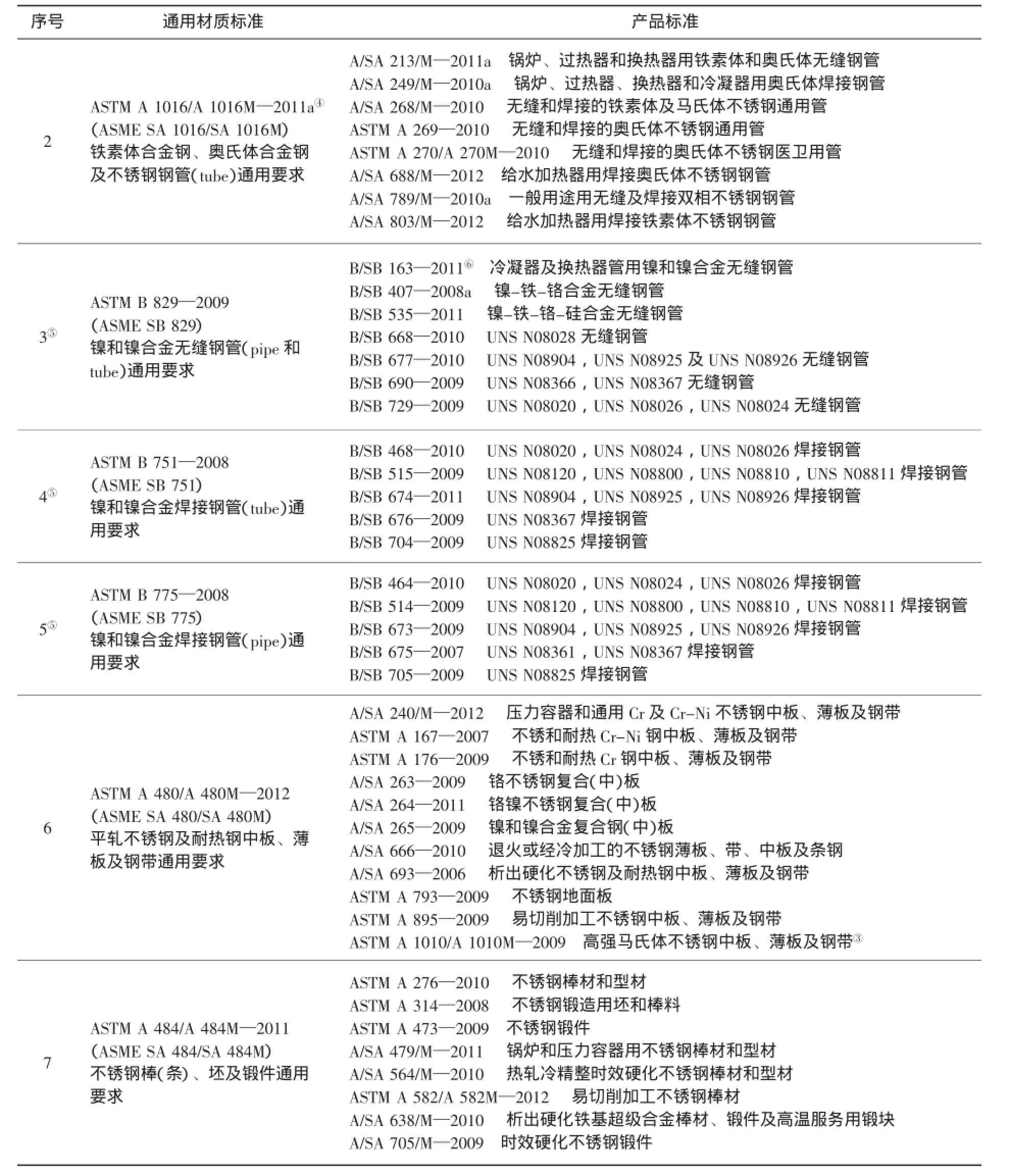
續(xù)表
美國將Ni含量在25.0%~35.0%的不銹鋼也列入鎳合金范疇,并統(tǒng)一編碼為N08XXX,實際上有相當一部分高鎳合金不銹鋼鋼管在早期就屬于ASTM B 751—2008(ASME SB 751)、ASTM B 775—2008(ASME SB 775),以及ASTM B 829—2009(ASME SB 829)要求范疇。近幾年這些鋼種大部分已出現(xiàn)在ASTM A 249/A 249M—2010a、ASTM A 312/A 312M—2012、ASTM A 213/A 213M—2011a等焊接鋼管和無縫鋼管標準中,表明這些高鎳、高鎳鉬超級奧氏體鋼都已趨于成熟并已適宜大批量生產(chǎn)。以上所述鋼種再加上一部分不屬上述3項通用材質(zhì)標準管轄的不銹鋼鋼管(如A511、A554、A632、A903等),ASTM/ASME標準中規(guī)定的不銹鋼鋼管總數(shù)已達50種以上,遠高于文獻[10]中的30種。
認識ASTM/ASME標準系統(tǒng)特征的重要性在于:
(1)由于通用材質(zhì)標準規(guī)定了一些共性的要求,產(chǎn)品標準可著眼于某些特定要求,因此考慮得比較細致全面,并充分平衡了供需雙方的權(quán)益,但只有全面理解表1后才能認識這一特征,如果只根據(jù)某一產(chǎn)品標準訂購就可能比較片面。ASTM/ ASME不銹鋼鋼管通用材質(zhì)標準及典型產(chǎn)品標準內(nèi)容要目對比見表2[7]。由表2可知:產(chǎn)品標準中有些缺少的內(nèi)容實際上在通用材質(zhì)標準都有規(guī)定。例如,常被國內(nèi)引用的ASTM A 312/A 312M—2012(ASME SA 312/SA 312M)標準,沒有對外徑公差及與此相關(guān)的橢圓度公差進行規(guī)定,但在ASTM A 999/A 999M—2012(ASME SA 999/SA 999M)標準中則有明確規(guī)定;ASTM A 213/A 213M—2011a(ASME SA 213/SA 213M)標準里缺少的外徑公差、直線度公差、橢圓度及偏心度公差也可以在ASTM A 1016/A 1016M—2011a(ASME SA 1016/SA 1016M)標準中找到。
值得注意的是,表1中ASTM A 480/A 480M、ASTM A 484/A 484M、ASTM A 1016/A 1016M標準的前身ASTM A 450/A 450M《碳素鋼管、鐵素體合金鋼管及奧氏體合金鋼管通用要求》標準以及ASTM A 999/A 999M的前身ASTM A 530/A 530M《特殊用途碳鋼和合金鋼公稱管通用要求》標準都是1960年代版,ASTM B 751、ASTM B 775、ASTM B 829標準是1980—1990年代版,ASTM A 999/A 999M、ASTM A 1016/A 1016M標準則分別于1999年、2002年才從ASTM A 530/A 530M標準中脫離出來,這表明美國不銹鋼鋼材標準系統(tǒng)是經(jīng)歷了半個世紀發(fā)展才逐步形成的。1985年,美國和全球的不銹鋼年產(chǎn)量分別為153萬t、792萬t(美國和歐洲是當時全球不銹鋼產(chǎn)品的壟斷者,占全球總產(chǎn)量的92%);1999年分別為219萬t、1 711萬t,占粗鋼的比例均為2.3%。而德國、法國、意大利、西班牙及日本、韓國等國家不銹鋼占粗鋼的比例一直都在3.5%以上,有些北歐地區(qū)的國家甚至達到15%以上(這些國家都非常富足)。實際上美國一直是不銹鋼鋼材的凈進口國。表1所列標準對保證美國不銹鋼鋼材生產(chǎn)和流通質(zhì)量、效率、市場公正性和供需雙方權(quán)益都十分重要。2011年,我國不銹鋼產(chǎn)量約為美國的6倍,占粗鋼的比例達到2.3%,拓展市場已成為我國不銹鋼鋼材生產(chǎn)持續(xù)發(fā)展的依托。很多用戶借用美國標準的現(xiàn)象說明了我國急需建立類似美國標準的、更完善的標準體系。
(2)粗看表2給出的要目,看似繁瑣、重復,但細讀全文后會發(fā)現(xiàn)并非如此。例如,同樣是適用范圍,通用材質(zhì)標準與產(chǎn)品標準中的視角完全不同;對于化學成分,通用材質(zhì)標準只提出了一般方法和爐分析、產(chǎn)品分析的原則,而產(chǎn)品標準則指明具體要求,有時兩種標準對爐分析與產(chǎn)品分析的要求略有不同,但也可能完全一樣。
(3)對于相同條目,通用材質(zhì)標準與產(chǎn)品標準有時不一致或矛盾,但通用材質(zhì)標準中都明確規(guī)定以產(chǎn)品標準規(guī)定為準。
(4)有些條目在通用材質(zhì)標準與產(chǎn)品標準中的確是重復的,最典型的是“訂購訊息”條目。這里特別要強調(diào)的是,每種美國標準都指出“確定訂購產(chǎn)品的全部要求是訂購者的責任,以下是可以包括,但并非全部要求的訊息。”標準列出的只是“訊息”,訂購者確認而寫在訂單上的才是訂購要求。這樣的措詞和反復提示對保證流通秩序、劃定經(jīng)濟責任或保證供需雙方權(quán)益都非常有利。
(5)美國標準還允許訂購者在訂單中提出更苛刻的質(zhì)量要求,這實際上是市場經(jīng)濟的最高原則,也是促進技術(shù)進步的根本動力。文獻[4]討論了焊接鋼管應用中很有意義的質(zhì)量問題。不過文獻[4]中提到按照ASME SA 213/SA 213M標準從國外訂購TP304焊接鋼管的原因,筆者認為,TP304鋼管應是ASME SA 249/SA 249—2011a標準的產(chǎn)品,按ASME SA 213/SA 213M標準訂購的TP304冷凝
器用管應是無縫鋼管而不能稱之為焊接鋼管,這中間可能有許多疑問值得思考。其中包括:為什么不按照ASME SA 249/SA 249—2011a標準訂購TP304鋼管或304L焊接鋼管?只按ASTM A 240/A 240M板材標準能否制造國產(chǎn)304L焊接鋼管?冷凝器失效事故的原因肯定是材質(zhì)成分差異,與焊接鋼管制造質(zhì)量有無關(guān)系?此外,文獻[4]中所引ASME SA 213/SA 213M和ASTM A 240/A 240M標準均未注明版本年份或譯者,無從查證304鋼的Mo含量和Cu含量為何高達9.99%的這一常識性錯誤。

表2 ASTM/ASME 不銹鋼鋼管通用材質(zhì)標準及典型產(chǎn)品標準內(nèi)容要目對比
需要注意:冷凝器雖然也是某種意義上的換熱器,但在ASTM/ASME不銹鋼鋼管標準中總是加以區(qū)別而單列。可以查到名稱中含有冷凝器的ASTM/ ASME標準有:ASTM A 249/A 249M—2010a(ASME SA 249/SA 249M)、ASTM A 851、ASTM B 163—2008(ASME SB 163)。其中ASTM A 851已在1996年取消,而ASTM B 163標準中包含有w(Ni)≥25%的高鎳合金不銹鋼,這說明冷凝器是一種高要求的特種換熱器,304、304L不銹鋼均非其合適選材。太原鋼鐵(集團)有限公司(簡稱太鋼公司)已在冷軋板樣本中提出304、304L非換熱器選材,值得不銹鋼鋼管行業(yè)和用戶重視或效仿。
2.2 各項標準附加的補充要求
每項ASTM/ASME產(chǎn)品標準大都包含有若干條可附加的補充要求。常用美國不銹鋼鋼管標準中所列可附加補充要求見表3[7]。但須特別注意的是:
(1)這些補充要求都明確指明,只有訂購者在合同中逐條指明時才有效,否則供貨者或制造商不予執(zhí)行。國內(nèi)很少有用戶在訂單中提到此類附加補充條目,這一點特別值得設計單位或按ASME SA 312/SA 213M標準等訂購不銹鋼鋼管的用戶重視。
(2)從表3可以看出,不同產(chǎn)品標準的附加補充要求條目和數(shù)量有很多差異,這完全是由產(chǎn)品的應用條件及標準內(nèi)容決定的。文獻[1]中提到的許多問題,特別是訂購思考中所指的片面性,是完全可以避免的。例如,ASTM A 249/A 249M—2010a標準中針對性地選擇S1~S9條目就可解決許多疑問;由于ASTM A 688/A 688M—2010標準的正文部分已經(jīng)包含有很多要求,又無需穩(wěn)定化熱處理鋼種,因此只有S1~S4可選擇補充條目,其中S1和S2實際是有關(guān)ET標樣管人工缺口(切口)寬度(即ET檢驗靈敏度)的兩種不同要求規(guī)定,充分反映出其對ET檢驗的嚴格要求,這對給水加熱器用焊接鋼管質(zhì)量的監(jiān)控有十分重要的作用。
2.3 標準的修改
ASTM標準A類的修改頻率很高,有的標準一年會有數(shù)次,這使其始終保持在全球領先和權(quán)威地位。考慮到ASTM標準要經(jīng)ASME鍋爐及壓力容器委員會審定后才有效,后者通常3年才復審一次,其ASME標準SA類或SB類的版本年號經(jīng)常不同于ASTM標準A類或B類同數(shù)字編碼的最新版本年號;因此兩者都要求注明標準版本年號。常見的修改內(nèi)容有:
(1)最常見的是增加新鋼種。例如,ASTM A 789/A 789M—2010a(ASME SA 789/SA 789M)、ASTM A 790/A 790M—2011(ASME SA 790/SA 790M)標準中所列鋼種數(shù)目已從幾年前的12種增加到24種;ASTM A 213/A 213M—2011a(ASME SA 213/SA 213M)標準中所列奧氏體鋼種的數(shù)目已加到了65種。ASTM A 1016/A 1016M—2011a(ASME SA 1016/SA 1016M)等通用材質(zhì)標準都以附錄形式規(guī)定了在產(chǎn)品標準中增加新鋼種的要求,包括向?qū)彾ㄔ摦a(chǎn)品標準的子委員會遞交申請;提供一個以上用戶增加該鋼種必要性的陳述;提交3組以上不同爐號試驗批次的試驗數(shù)據(jù),以證明新鋼種符合適用標準要求,并作出滿足所適用標準全部要求的推薦;說明新鋼種是否包含專利。上述要求的用意顯然是為了維護美國及其企業(yè)的利益。
(2)修正化學成分、力學性能、熱處理溫度等個別數(shù)據(jù)。例如,ASTM A 240/A 240M—2007(ASME SA 240/SA 240M)將304不銹鋼的C含量從0.08%改為0.07%,Cr含量從18.00%~20.00%修正為17.50%~19.50%。這實際上是吸取歐洲地區(qū)的經(jīng)驗,并向歐洲標準1.4301不銹鋼種靠攏,但目前我國標準中06Cr19Nil0鋼與304不銹鋼的化學成分仍有很大不同。ASTM A 1016/A 1016M從2002年頒布以后曾經(jīng)在長達10年時間內(nèi)顛倒了奧氏體不銹鋼與鐵素體不銹鋼鋼管的內(nèi)徑擴口率指標,直至ASTM A 1016/A 1016M—2011a版才改正過來,具體可參考文獻[12]。
(3)增添新內(nèi)容。例如,ASTM A 999/A 999M—2012、ASTM A 1016/A 1016M—2011a標準中對非規(guī)定合金元素含量的規(guī)定是在2004年以后增添的;2011年10月在ASTM A 213/A 213M—2011a標準中增添了焊接修補小節(jié)12;2012年3月1日在ASTM A 688/A 688M—2012、ASTM A 803/A
803M—2012標準中增添了無縫鋼管。
(4)其他內(nèi)容補正。例如,2010年在ASTM A 999/A 999M—2010標準中補入了4個離心鑄造不銹鋼鋼管要求,對雙相不銹鋼鋼管壓扁試驗計算系數(shù)e也是剛補上;在ASTM A 249/A 249M—2010標準中補入了可為美國國防部采納的要求。
3 小結(jié)和建議
(1)冷凝器和換熱器的制造是小直徑不銹鋼連續(xù)焊管的一個重要高端應用領域。美國Plymouth Tube公司的生產(chǎn)經(jīng)驗表明:采用表面粗糙度和尺度公差精度都極高的不銹鋼鋼帶,生產(chǎn)的焊接鋼管是制造冷凝器和超超臨界電站給水加熱器之類換熱器的優(yōu)質(zhì)管材;但對鋼帶分剪、輥軋成型、焊接、在線滾壓加工和固溶退火熱處理都必須嚴格控制,而氣壓泄漏試驗和渦流檢驗更是特別重要。
(2)美國ASTM/ASME不銹鋼鋼管(材)標準由產(chǎn)品標準和通用材質(zhì)標準組成。通用材質(zhì)標準概括了所管轄產(chǎn)品標準范圍內(nèi)的基本共性要求,產(chǎn)品標準則更側(cè)重于特定應用環(huán)境下的具體要求,兩者加在一起使ASTM/ASME標準更細致全面,不能簡單地僅根據(jù)某項ASTM/ASME產(chǎn)品標準制造或訂購不銹鋼鋼管(材)。
(3)每一項ASTM/ASME不銹鋼鋼管(材)標準,根據(jù)產(chǎn)品及應用特征均有若干條補充要求,以供訂購者選擇,并明確指出只有在訂單中逐條指明時才有效,否則制造商或供應商不予考慮這些附加要求。
(4)經(jīng)過30余年發(fā)展,我國不銹鋼焊接鋼管的生產(chǎn)已有顯著進步,小直徑連續(xù)焊管生產(chǎn)能力已經(jīng)出現(xiàn)過剩,但像冷凝器這類高端不銹鋼焊接鋼管仍需依賴進口。學習美國Plymouth Tube公司的經(jīng)驗,系統(tǒng)解讀美國標準無疑是有益的。但無論是美國企業(yè)經(jīng)驗或標準都必然保護美國的利益,有些關(guān)鍵性內(nèi)容(要求)還是有保留的,其中包括專利屏蔽,而識破這些保留或屏蔽點對我們十分有幫助。
(5)高端不銹鋼焊接鋼管的制造必須樹立質(zhì)量第一理念,克服速度至上觀念,不僅焊接速度快的高頻焊接不能用,對于不加填充焊絲的鎢極氬弧焊也要根據(jù)鋼種的不同嚴格控制焊接速度,以避免焊縫缺陷,保證足夠熔寬,供焊后實施焊縫冷加工。
(6)從耐蝕性來看,304、304L不銹鋼都不屬于冷凝器這類高端不銹鋼鋼管的優(yōu)選用材。太鋼公司產(chǎn)品樣本中表明的這一觀點應該廣泛宣傳。
(7)耐蝕性應是不銹鋼鋼管制造中質(zhì)量控制的首要目標。這也是在美國標準中,制造絕大多數(shù)焊接鋼管,尤其是像冷凝器之類高端焊接鋼管,強調(diào)不加填充焊絲的自動電弧焊并排除高頻電阻焊的根本原因。焊接鋼管制造商、用戶和標準制(修)訂者都應充分認識到這一點。
(8)ASTM/ASME不銹鋼鋼管(材)標準始終處于更新發(fā)展之中,既不斷補充新品種或新內(nèi)容,也經(jīng)常在糾正各種錯誤或修正認識。及時認識這些變化對我們十分有益。
[1]Daniel S Janikowski,Ron Roth.Making the grade with stainless steel tubing[J].Power Business and Technology for the Global Generation Industry,2007,151(10):76-81.
[2]何德孚,曹志樑,周志江,等.不銹鋼和鈦管的氣動泄漏密實性試驗新方法[J].鋼管,2012,41(4):63-67.
[3]何德孚,曹志樑,周志江,等.中外不銹鋼管標準細節(jié)比較研究(之一)——從歐美不銹鋼管標準中的泄漏密實性試驗條款看不銹鋼管制造質(zhì)量監(jiān)管[J].焊管,2011,34(10):49-54;2011,34(11):52-56.
[4]謝億,郭建亭,陳紅冬,等.某國產(chǎn)凝汽器不銹鋼焊管耐點蝕性能研究[J].焊管,2012,35(8):27-30.
[5]何德孚,王晶瀅.不銹鋼管制造和使用過程中的酸洗和鈍化[J].焊管,2012,35(5):30-35.
[6]何德孚,王晶瀅.我國應重視低鎳鉬雙相不銹鋼及鋼管的研發(fā)[J].鋼管,2013,42(5):1-8.
[7]ASTM International.ASTM standards source DVD-ROM[S].2012.
[8]Rao K R.Companion guide to the boiler and pressure vessel code[M].3rd.New York:American Society of Mechanical Engineers,2009.
[9]何德孚.我國應盡快制定焊管和無縫管統(tǒng)一的鋼管尺度標準[J].焊管,2009,32(3):9-14.
[10]何德孚,曹志樑,周志江,等.從歐美日標準看我國不銹鋼鋼管制造業(yè)的現(xiàn)狀及發(fā)展前景[J].鋼管,2008,37(5):69-73;2008,37(6):60-68;2009,38(1):63-69.
[11]何德孚.從中外標準對比看不銹鋼管制造技術(shù)發(fā)展[J].管道技術(shù)與設備,2007(1):1-6.
[12]何德孚,王晶瀅.對ASTM 1016/A 1016M—2011a標準的三個疑問及探討[J].焊管,2013,36(11):48-58.
Manufacture and Purchase of Hi-grade(Welded)Stainless Steel Tubing——Production Experience of Plymouth Tube Company,US and Reading of Relevant US Standards
HE Defu1,WANG Jingying1,2
(1.Shanghai Jiuli Industrial&Commercial Development Co.,Ltd.,Shanghai 200135,China;2.Zhejiang Detrans Piping Co.,Ltd.,Huzhou 313103,China)
Introduced here in the assay is the production experience of US Plymouth Tube Company.Also analyzed and discussed are the systematic characteristics of relevant US standards concerning stainless steel welded tubing.Based on the analysis and discussion results,the comments as follows are made by the co-authors.The American ASTM/ASME standards for stainless steel tubing(goods)consistrelevantproduct specifications and general mateial specifications.The ASTM technical standard(the body)in fact,justonly specifies the minimum requirements for design and inspection of the stainless steel tubing.And therefore,if just following this standard to place an order,it would not be ensured that you can purchased quality-assured good pipes.The ASTM/ASME standard for stainless steel tubing(goods)themselves are not only always being amended with new products and new information,but also making correction of errors or knowledge.Fully and systematically reading and understanding relevant US standards will be very helpful for production,sales and purchase of stainless steel(welded)tubular goods by domestic companies.
stainless steel tubing;ASTM standard;ASME standard;production experience;manufacturing technology;quality inspection;purchase requirements;supplementary terms
TG44;TG335.75
B
1001-2311(2014)04-0072-11
2013-02-18;修定日期:2014-05-08)
何德孚(1937-),男,教授,技術(shù)總監(jiān),長期從事焊接方法、焊接過程自動控制、電焊機及電力電子技術(shù)領域的教學和科研工作。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
山東冶金(2019年1期)2019-03-30 01:35:32
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43