某薄壁易變形機(jī)匣加工工藝研究
2014-02-19 05:40:16曹琳劉克睿張磊
中國新技術(shù)新產(chǎn)品 2014年23期
關(guān)鍵詞:數(shù)控加工
曹琳 劉克睿 張磊
摘 要:本文采用數(shù)控設(shè)備,通過應(yīng)用數(shù)控編程,重新設(shè)計(jì)適合加工刀具和工裝,不斷改進(jìn)優(yōu)化加工參數(shù),對大型薄壁易變形機(jī)匣進(jìn)行數(shù)控加工,初步探索出較為理想的數(shù)控加工工藝,降低操作工人加工難度,提高加工大型薄壁機(jī)匣的普遍性,為大型薄壁易變形機(jī)匣數(shù)控加工,探索出一條新的出路,極大地提高了生產(chǎn)效率和產(chǎn)品質(zhì)量。
關(guān)鍵詞:大型薄壁機(jī)匣;數(shù)控加工 ;成形刀具 ;提高產(chǎn)品質(zhì)量
中圖分類號:TH161 文獻(xiàn)標(biāo)識碼:A
1引言
航空發(fā)動(dòng)機(jī)壓氣機(jī)機(jī)匣承力環(huán)為鈦合金材料,最大直徑為1184mm,壁厚為2.0mm,是大型薄壁易變形零件。外圓表面槽結(jié)構(gòu)尺寸直徑方向深(單邊50mm),沒有適合數(shù)控加工的成形刀具。在數(shù)控設(shè)備加工過程中,機(jī)匣實(shí)時(shí)變形大,車削型面長,讓刀現(xiàn)象非常嚴(yán)重,導(dǎo)致同一部位出現(xiàn)錐度加工表面,進(jìn)一步加重了同一處壁厚尺寸兩工序加工所導(dǎo)致的壁厚不均現(xiàn)象。反復(fù)車修,不僅加工難度大,同時(shí)加工效率較低。
2 工藝方法研究
2.1半精加工工序的研究
半精加工普通設(shè)備加工工藝預(yù)留給精車加工的余量為3mm。數(shù)控加工加工余量大會(huì)增加加工時(shí)間,降低數(shù)控機(jī)床的實(shí)際切削率。所以,在不影響材料變形的基礎(chǔ)上,經(jīng)試驗(yàn)、分析、研究,將半精加工預(yù)留給精車加工的余量由3mm調(diào)至2 mm,加工余量調(diào)整后,仍需解決刀具問題,標(biāo)準(zhǔn)刀具無法加工該零件。經(jīng)過仔細(xì)研究、論證和試加工,將現(xiàn)有刀具進(jìn)行改制。
2.2精加工工序的研究
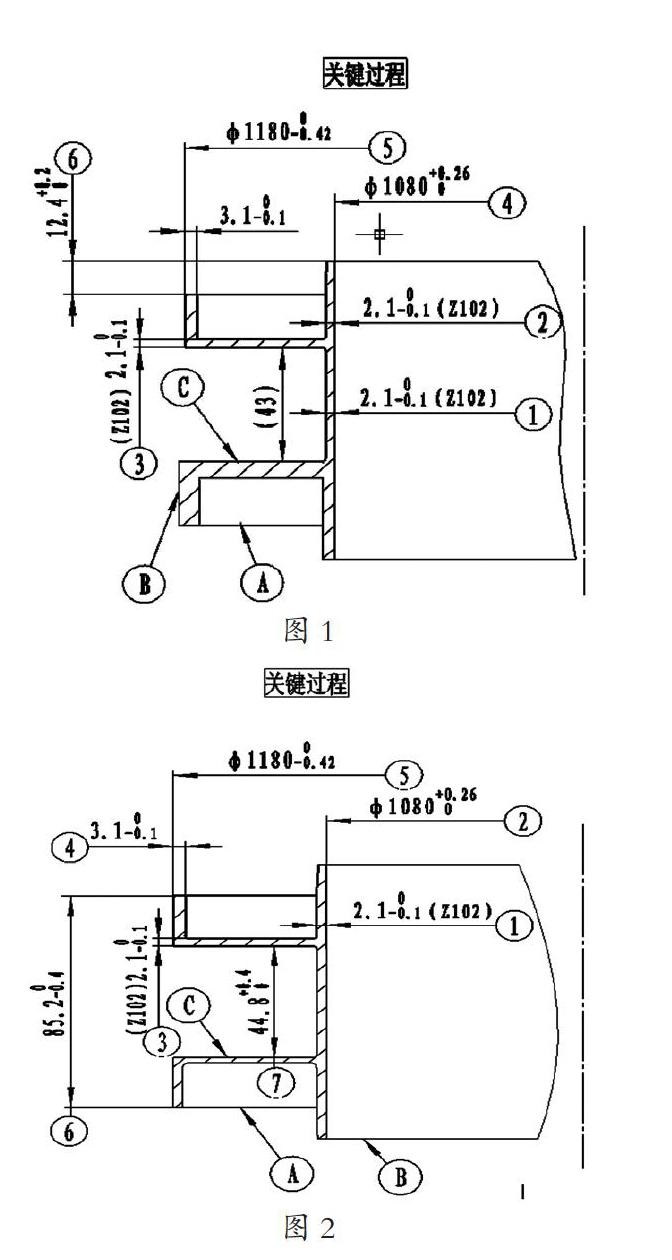
2.2.1精車一端工序(圖1)
原普通設(shè)備夾緊方式C壓板干涉,外圓中間槽過深,單邊為50mm,現(xiàn)有各類型數(shù)控刀具無法加工到尺寸①下端根部區(qū)域。如果在 B 表面,預(yù)留供壓緊用工藝臺階,并改磨現(xiàn)有標(biāo)準(zhǔn)數(shù)控刀具,使加工深度>50mm,就要將毛料尺寸增加,無疑就會(huì)增加成本,不符合降低材料消耗的宗旨。
經(jīng)反復(fù)試驗(yàn),采用來回倒壓板的方式來進(jìn)行加工,雖然能加工出合格零件,但會(huì)增加操作工人的加工難度,增加超差幾率。在試驗(yàn)過程中,仍覺得該方法還需要進(jìn)一步改進(jìn),有待在今后的加工中進(jìn)一步優(yōu)化。
由于零件懸臂③長度50mm過長,壁厚尺寸薄,加工時(shí)實(shí)時(shí)變形(試驗(yàn)時(shí),數(shù)控加工懸臂變形水平跳動(dòng)達(dá)1.8mm),讓刀現(xiàn)象及其嚴(yán)重,導(dǎo)致尺寸③壁厚不均勻,外厚內(nèi)薄,很難達(dá)到0.1公差要求。
經(jīng)試驗(yàn)分析研究,采用了按所有型面采用改磨后的數(shù)控偏刀進(jìn)行加工,摸索出合適的加工參數(shù)及合理的刀具加工軌跡,型面內(nèi)外兩側(cè)循環(huán)加工至最終尺寸,最大限度的減少加工應(yīng)力引起的零件變形和讓刀現(xiàn)象。
2.2.2精車另一端工序(圖2)
由于兩次裝夾,零件直徑大,加工尺寸①出現(xiàn)薄厚不均,內(nèi)孔處接刀痕高度不一。
經(jīng)試驗(yàn)分析研究,采用了加工前找正零件外圓跳動(dòng)至最小值,根據(jù)實(shí)際跳動(dòng)值試驗(yàn)偏心車,利用漲緊夾具間隙。
由于零件懸臂③長度50mm過長,壁厚尺寸薄,加工時(shí)實(shí)時(shí)變形(數(shù)控加工試驗(yàn),懸臂變形水平跳動(dòng)達(dá)1.8mm),讓刀現(xiàn)象及其嚴(yán)重,導(dǎo)致尺寸③壁厚不均勻,外厚內(nèi)薄,保證0.1公差難度極大。
經(jīng)試驗(yàn)分析研究,采用按所有型面采用改磨后的數(shù)控偏刀進(jìn)行加工,摸索合適的加工參數(shù)及合理的刀具加工軌跡,型面內(nèi)外兩側(cè)循環(huán)加工至最終尺寸,最大限度的減少加工應(yīng)力引起的零件變形和讓刀現(xiàn)象。
精車工序1、2在原普通設(shè)備加工時(shí)都有夾具,但在數(shù)控設(shè)備上均都不能使用,精車工序1的夾具,底座與機(jī)床聯(lián)結(jié)孔錯(cuò)誤,無法使用,精車工序2的脹緊夾具,由于該夾具超重,導(dǎo)致無法在數(shù)控機(jī)床上使用。
所以,在精車工序1加工時(shí),采用將零件直接放在機(jī)床上試加工。加工完畢后,實(shí)測過其圓跳0.06mm,變形在0.1mm以內(nèi),零件狀態(tài)比較理想。
而將零件翻過來試加工精車工序2時(shí),當(dāng)加工到剩最后的0.5mm余量時(shí),零件內(nèi)圓圓跳0.18mm,如果繼續(xù)加工,零件就會(huì)超差。經(jīng)反復(fù)分析研究,采用鋁盤脹緊繼續(xù)試加工,將鋁盤車至內(nèi)圓尺寸,控制在0.1mm以內(nèi),然后將零件緊緊配合裝在鋁盤上,直至車出最終零件。經(jīng)測量,最后零件變形在0.1mm以內(nèi),為首次在數(shù)控車上加工出的合格零件。
2.2.3后期精車加工
通過初次嘗試,總結(jié)出許多加工經(jīng)驗(yàn)。我們?yōu)榇耍诤笃谠囼?yàn)中對加工余量進(jìn)行了調(diào)整,將粗車給半精車留的余量從3mm改為2mm,將半精車給精車的余量調(diào)整為1mm。
隨后繼續(xù)進(jìn)行后期試驗(yàn),經(jīng)半精車車完后,零件基本狀態(tài)良好,可以進(jìn)行后期精車加工。
結(jié)語
通過反復(fù)試驗(yàn)研究,多次調(diào)整數(shù)控程序、加工參數(shù),最終按預(yù)定的目標(biāo),完成了該大型薄壁易變形機(jī)匣的數(shù)控加工,生產(chǎn)出了合格的零件,初步確定了數(shù)控程序、加工工藝參數(shù)、加工刀具和工裝,已納了入生產(chǎn)工藝規(guī)程,提高了零件質(zhì)量和生產(chǎn)效率,解決了只有少數(shù)人能加工該零件的瓶頸狀態(tài)。
參考文獻(xiàn)
[1]劉保庫.機(jī)匣制造技術(shù)[M].北京:科學(xué)出版社.
[2]趙太平.數(shù)控車削編程與加工技術(shù)[M].2012.
猜你喜歡
科技創(chuàng)新與應(yīng)用(2016年34期)2016-12-23 18:55:29
職業(yè)·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術(shù)新產(chǎn)品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18
