AP1000余熱排出換熱器支承框架W形鋼和方形鋼的制造
2014-02-18 03:12:40蔡振芳趙金民
中國核電 2014年3期
關鍵詞:工藝
蔡振芳,趙金民,趙 鵬,王 燁
(上海東海壓力容器制造有限公司,上海 201209)
AP1000余熱排出換熱器支承框架W形鋼和方形鋼的制造
蔡振芳,趙金民,趙 鵬,王 燁
(上海東海壓力容器制造有限公司,上海 201209)
為了確保我國核電廠的安全運行,在AP1000核裝置中設置了非能動余熱排出裝置,該裝置需增加1臺換熱器及核一級使用的不銹鋼W形鋼和方形鋼支承框架。目前W形鋼和方形鋼的制造工藝取得了成功。經試驗、試制,其形狀、尺寸、公差以及各項理化性能試驗數據都達到了設計要求,可作為核一級支承件,現已成功應用于核電項目中。
W形鋼;方形鋼;制造
日本福島核電站事故后,美國西屋公司在AP1000核裝置中設置了非能動余熱排出裝置。其結構設置需增加1臺換熱器及支承框架,并將其置于安全殼內置換料水箱中。在成功制造了W形鋼和方形鋼后,AP1000非能動余熱排出換熱器(PRHR HX)支承框架的制作問題得以解決,從而提高了AP1000非能動余熱排出換熱器的安全性。
根據AP1000設計要求,W形鋼和方形鋼應由鋼錠通過模具拉伸擠出成型,但我國至今尚無型材供應。改用板材經模壓后焊接成W形鋼和方形鋼,現已成功應用于三門核電和海陽核電項目。
1 結構描述和制造技術要求
按圖紙要求,支撐框架由長短不一的W形鋼和方形鋼焊接而成,其外形尺寸為7 184.1 mm×4 318 mm×1 824.7 mm,材料為ASME A304,W形鋼和方形鋼屬核一級部件,技術要求很高(見圖1)。
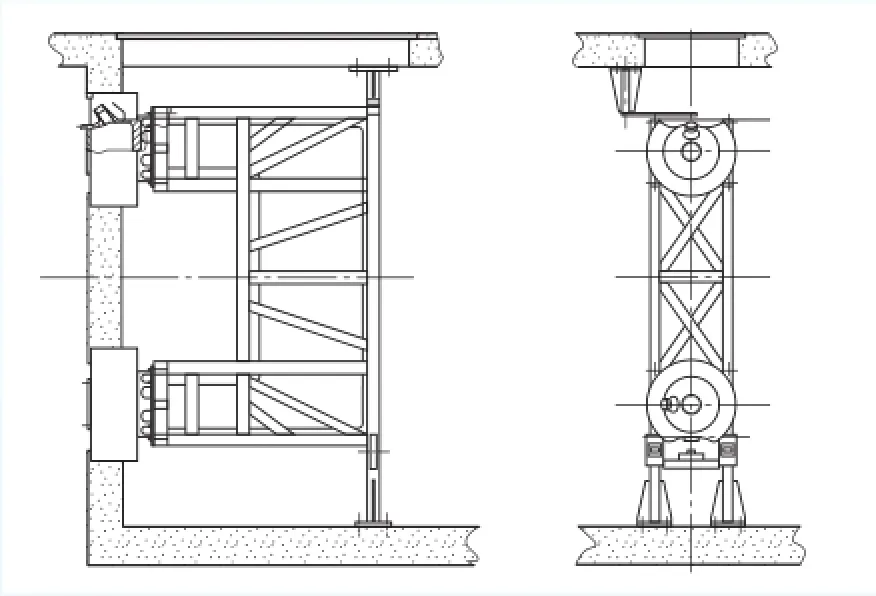
圖1 支承框架結構示意簡圖Fig.1 Suspport frame constraction
1.1 幾何尺寸形狀要求
(1)W形鋼
1)制成后的W形鋼應進行直線度檢查,保證全長范圍及每米的直線度和平面度滿足圖紙要求(見圖2)。
2)W形鋼的直線度要求如下:
①長度為0~3 m時,全長范圍內的直線度不大于2 mm,任意每米范圍內直線度不大于1 mm;
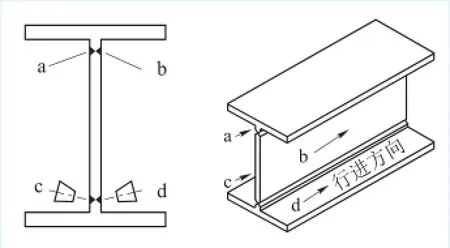
圖2 焊接示意圖(a、b、c、d為焊槍)Fig.2 The welding process
②長度為3~5 m時,全長范圍內的直線度不大于2 mm,任意每米范圍內直線度不大于1 mm;
③長度為5 m以上時,全長范圍內的直線度不大于3 mm,任意每米范圍內直線不大于1 mm。
W形鋼任意每米的扭度不大于1 mm,全長范圍內扭度不大于5 mm;W形鋼加工成型后的尺寸應符合圖示尺寸。
(2)方形鋼
1)對制成后的方形鋼應進行直線度檢查,保證全長范圍及每米的直線度和平面度滿足規程要求。
2)方形鋼全長范圍內的直線度要求如下:全長范圍內彎曲度不大于2 mm;任意每米內彎曲度不得大于1 mm;方形鋼任意每米的扭度不大于1 mm,全長范圍內扭度不大于3 mm。
3)方形鋼加工成型后的尺寸應符合圖示尺寸。
1.2 理化性能指標
除了對制成構件、形狀、尺寸及形位公差的要求外,由于采用壓制成型及焊接工藝,其金屬經歷了一次冷作和再熔煉過程。因此成型后需要對型材進行理化性能試驗,以測定金屬組織及理化性能是否滿足設計要求。
2 制造工藝方案、工藝流程及試驗、驗收方法的設定
由于需要制作的W形鋼和方形鋼屬于核一級部件,在制造工藝方案、工藝流程以及詳細的理化試驗、驗收方法作了深入研究,并通過試驗、試制取得成功,再投入產品制造。
2.1 原材料的生產
為了保證焊接成型后構件的理化性能達到規定的設計要求,板材和焊材的理化性能必須符合ASME規范的相關規定。
(1)板材
關于板材,制造公司與鋼廠直接簽訂熔煉驗收合同,詳細規定了執行的標準、驗收指標、方法和技術規范,編制了制造大綱與全套程序文件并制定了詳細的質量計劃實行全程監造。
(2)焊材
制造公司直接購買國外原裝焊材并作相應復驗,以符合規范要求為驗收條件。
2.2 方形鋼壓制成型方案的探索
按圖紙要求,方形鋼四角需用鋼板壓制成型,但轉角半徑難以采用一般壓制工藝,而且應變硬化嚴重。為此,公司進行了多次試壓、設計有關模具并調整壓機噸位,終于實現了大長度尺寸、小轉角R的壓制難題,并通過了測試達到了規定的理化性能指標。
2.3 W形鋼的焊接成型
通過試驗,公司改進了傳統的W形鋼筋板和翼板的對接焊工藝,采用了獨創的同一熔池雙槍氬弧焊焊接成型的工藝,不僅減少了缺陷的產生且將變形量控制在可控范圍之內,成功實現了W形鋼的焊接成型(見圖2)。
3 工藝評定
對ASME A304的焊接,根據ASME Ⅸ的要求和規定進行了工藝評定。確定焊接坡口型式及各個焊接參數,然后根據工藝評定合格后編制WPS,作為生產用焊接工藝。
4 控制變形方法
薄鋼板焊接的變形很難控制,除以上措施外,公司還采用工裝防止過大變形的產生(見圖3、圖4)。
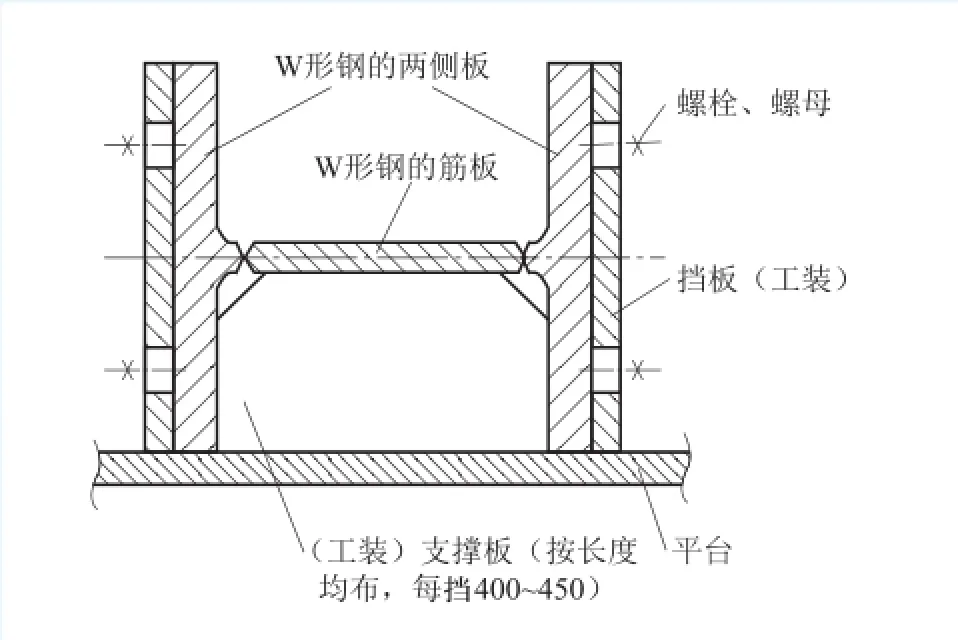
圖3 W形鋼工裝示意圖Fig.3 W-shaped steel assembly
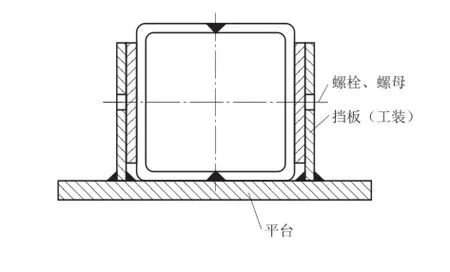
圖 4 方形鋼工裝示意圖Fig.4 Square shaped steel assembly
5 制造工藝
1)W形鋼:對W形鋼,其翼板和筋板分別按工藝尺寸下料進行首次機加工(含坡口)并去除熱影響區,采用圖3工裝組裝、組焊。
2)對方形鋼按工藝尺寸下料并首次加工(含坡口),用模具壓槽成半個方形鋼,按圖4工裝組裝并焊接。
3)組焊:組裝后按合格的PQR編制的焊接規程WPS進行焊接,焊接完畢對焊縫按NF5210作100%RT;按NF5320驗收合格后,按NF5210作100%PT檢查;探傷合格后對W形鋼、方形剛做二次加工,以達到圖示尺寸。
6 理化試驗
理化試驗結果見表1、表2。
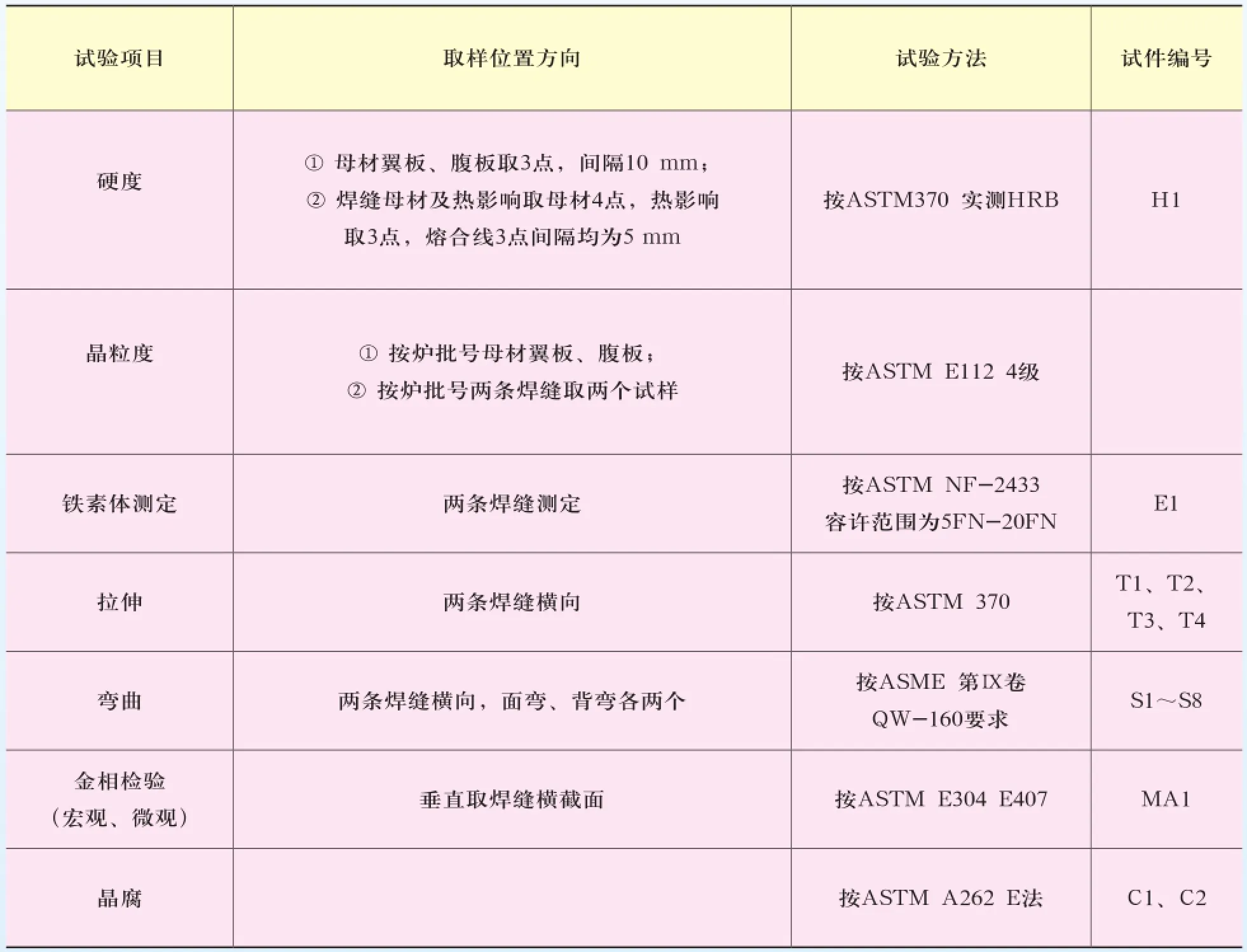
表1 W形鋼Table1 W-shaped steel
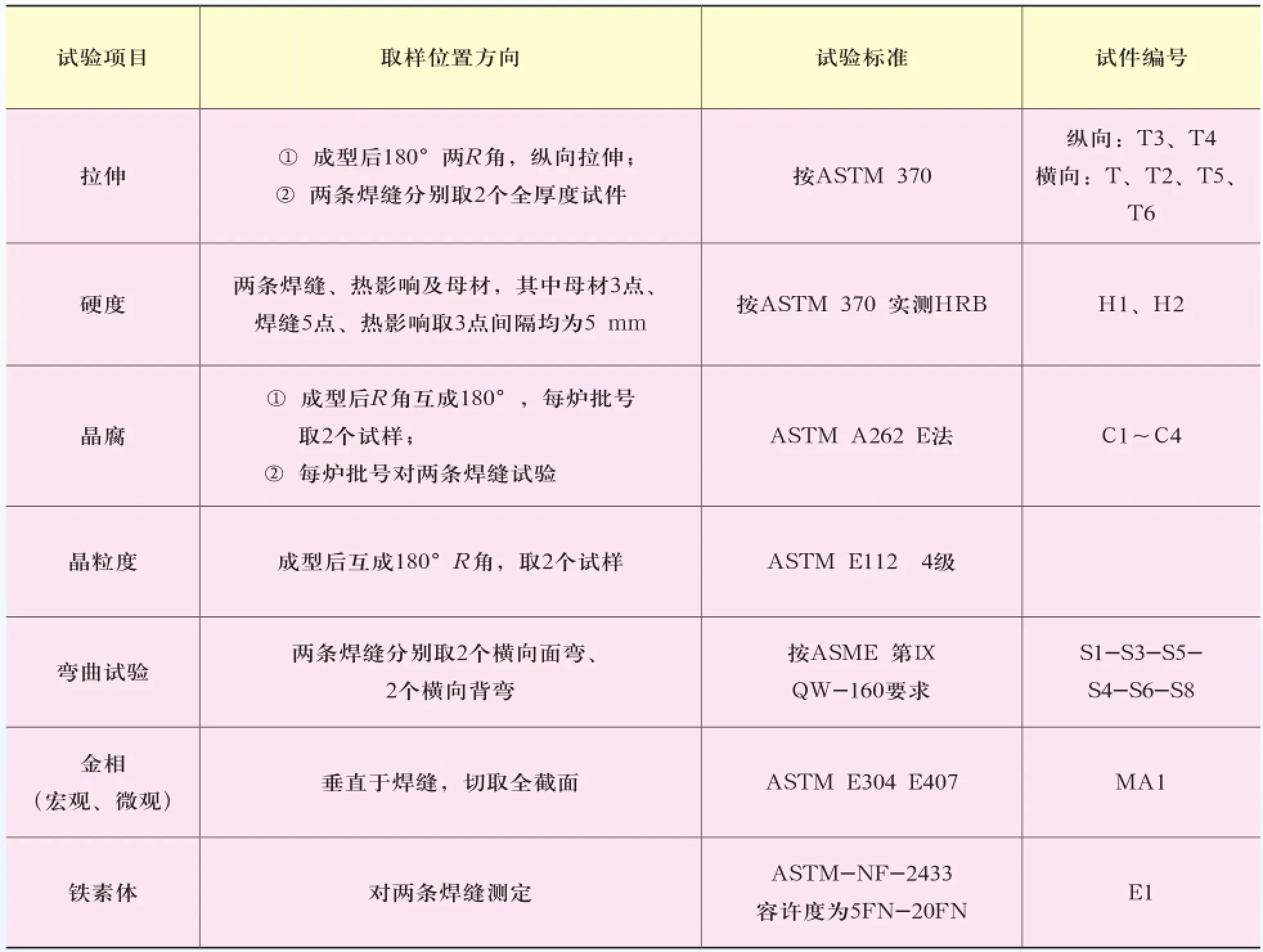
表2 方形鋼Table2 Square-shaped steel
7 結論
在試驗、試制成功后,公司開始了產品生產。經用戶、承包商和國核全程監督檢查驗收后,證明公司焊接成型生產的W形鋼和方形鋼達到了圖紙規定的技術要求。
[1] 美國機械工程協會第Ⅱ卷材料 B篇 非鐵基材料[S],2004.(ASME SECTION Ⅱ.MATERIALS. PART B NON-FERROU MATERIALS[S],2004.)
[2] 美國機械工程師協會第五卷無損檢測[S],2004.(ASME SECTION Ⅴ NDE[S],2004.)
[3] 美國機械工程師協會,第9卷 焊接[S],2004.(ASME SECTION Ⅸ WELDING[S],2004.)
Manufacture of W-Shaped Stainless Steel and Square
Shaped Stainless Steel to be Used as the Support for AP1000 Passive Residual Heat Removal Heat Exchanger
CAI Zhen-fang,ZHAO Jin-min,ZHAO Peng,WANG Ye
(Shanghai East-sea Pressure Vessel Manufacturing Co.,Ltd.,Shanghai 201209,China)
To avoid nuclear safety accidents as the Fukushima Daiichi Nuclear Power Plant and to ensure the operation safety, we introduced a passive residual heat removal device in AP1000 nuclear equipment The device requires an extra heat exchange and support frames made by W-shaped and square shaped steel which meet the requirement for nuclear safety class 1 equipment. At present, success is achieved in the manufacture process of W-shaped and square-shaped stainless steel. Through test and development, the shape, dimension, precision and other physical and chemical properties can meet the design requirement and can be used as nuclear safety class 1 supporting components. This product has been successfully applied in Sammen nuclear power project.
W-shaped steel;square-shaped steel;manufacture
TM623 Article character:A Article ID:1674-1617(2014)03-0240-05
TM623
A
1674-1617(2014)03-0240-05
2014-04-03
蔡振芳(1940—),男,上海人,高級工程師,本科,從事核電設備制造工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
