勝利作業(yè)五號平臺齒輪齒條式升降系統(tǒng)焊接順序優(yōu)化
2014-02-05 08:59:04中石化勝利油建工程有限公司山東東營257073
金屬加工(熱加工) 2014年4期
中石化勝利油建工程有限公司 (山東 東營 257073) 李 震
1.工程概況
勝利作業(yè)五號平臺是勝利油田第一座自主建造的齒輪齒條 升降的修井作業(yè)平臺。平臺主體型長43m,型寬36m,型深4.7m,重為3327t,配有三根圓柱形樁腿,樁腿長60m(見圖1),主要適用于4500m深度范圍內(nèi)直井、斜井的大修、小修作業(yè)。作業(yè)范圍為渤海灣水深5~25m內(nèi)泥砂質(zhì)海底的海域。平臺設(shè)有動力系統(tǒng)、移動修井作業(yè)系統(tǒng)、船用設(shè)備及生活設(shè)施等,具有提供生產(chǎn)、生活、動力和外輸以及人員居住等功能。升降系統(tǒng)如圖2所示。
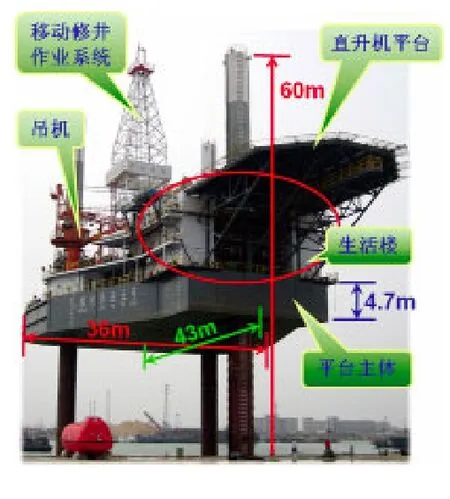
圖1 勝利作業(yè)五號平臺

圖2 升降系統(tǒng)
2.焊接難點
升降系統(tǒng)是實現(xiàn)平臺升降的重要組成部分,結(jié)構(gòu)復雜,板材較厚,焊縫密集,組對和焊接變形對系統(tǒng)總裝精度影響較大。如圖3所示,上下筒體導向環(huán)控制樁腿的整體垂直度,上下齒條導向槽控制齒條與齒輪的嚙合精度。根據(jù)設(shè)計圖樣,升降系統(tǒng)的總裝精度要求為:①齒輪箱垂直度≤0.5mm。②齒輪齒條嚙合精度偏差±0.5mm。③樁腿與導向環(huán)、齒條與導向槽的配合間隙偏差≤6.5mm。
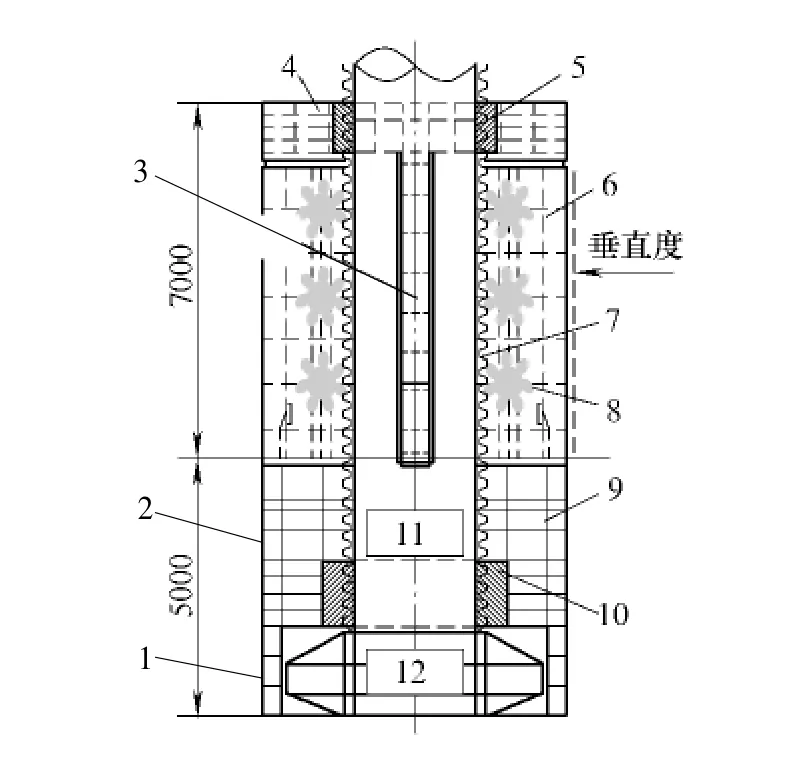
圖3 升降系統(tǒng)結(jié)構(gòu)
3.關(guān)鍵焊接工藝
(1)焊前準備 為控制各個部件在安裝焊接時的變形,制定以下措施:①通過優(yōu)化分段合攏的焊接順序等措施,保證平臺主體及圍阱區(qū)的安裝精度。②通過優(yōu)化樁腿分段吊裝合攏的焊接順序及其他控制措施,保證樁腿的整體尺寸精度。③通過控制固樁架各部件在組裝時的焊接順序,保證固樁架各個部件的安裝尺寸精度。
由于整個升降系統(tǒng)焊接量較大,焊接所引起的受損量不宜控制,為保證在焊接完成后達到設(shè)計要求的精度,在施工之前首先需要確定各個焊縫收縮量的變化,為此,首先進行了4組試驗確定焊縫的收縮量。①模擬試驗分段合攏縫的焊接,測量焊縫收縮量。②模擬試驗樁腿筒體環(huán)縫的焊接,測量焊縫收縮量。③結(jié)合齒條對接縫的焊評試驗,測量焊縫收縮量。④模擬固樁架現(xiàn)場組裝的焊接,測量焊縫收縮量。經(jīng)過試驗確定各位置焊縫的收縮量如表1~表3所示。

表1 圍阱區(qū)合攏焊縫收縮量
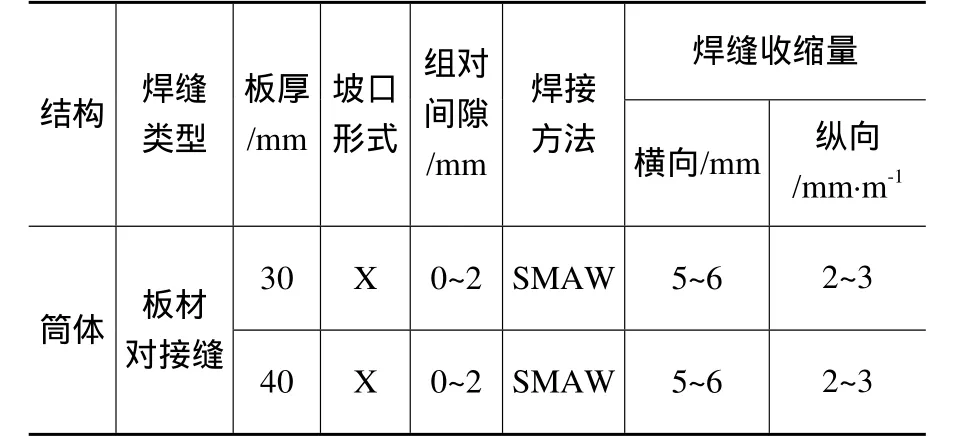
表2 樁腿筒體合攏焊縫焊接收縮量
由表2可以看出,組對間隙小,雙面坡口,焊接收縮較明顯,板厚30mm與40mm幾乎無差別。

表3 齒條焊縫焊接收縮量
(2)主要構(gòu)件焊接順序確定 根據(jù)試驗,確定了各個主要構(gòu)件的焊接收縮量,從而制定各個主要位置的焊接施工順序。
第一,確定平臺主體的總裝焊接順序。根據(jù)平臺主體結(jié)構(gòu)的組成形式及試驗所得到的合攏焊縫收縮量試驗參數(shù),先焊并排的縱焊縫,將并排的分段連成整體。然后再焊橫焊縫,將前后的大分段進行連接。在各個分段的焊接中特別要注意的是,先焊內(nèi)部結(jié)構(gòu)對接縫,再焊板材對接縫,每道板材對接縫都從中心往兩端同步對稱施焊。
對于橫向環(huán)形合攏縫應按照以下順序進行合攏焊接:首先進行甲板構(gòu)件對接縫,底板構(gòu)件對接縫,艙壁構(gòu)件對接縫;然后進行縱艙壁及舷側(cè)對接縫按從上至下分段退焊。外板環(huán)縫安排6名焊工對稱施焊。
第二,樁腿合攏縫的焊接順序。樁腿焊接按照:筒體環(huán)焊縫→構(gòu)件合攏縫→齒條對接縫→底板合攏縫的順序進行焊接,并由4名焊工中心對稱同步同向施焊。齒條對接則由2名焊工對稱同步施焊,這達到了焊接變形幾乎為0的效果(見圖4)。
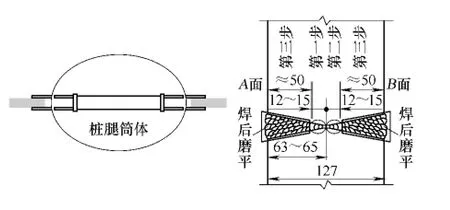
圖4 樁腿筒體焊接
4.結(jié)語
通過改變齒輪齒條式升降系統(tǒng)的焊接順序,有效提高了升降系統(tǒng)的安裝精度,填補了公司在齒輪齒條式升降平臺建造領(lǐng)域的空白,為公司開拓市場奠定了堅實的基礎(chǔ)。
(20140103)
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45