《不銹鋼復合焊接鋼管》Q/JZS 16—2012企標中焊縫無損檢測方法的首選*
2014-01-23 03:12:23林春明楊偉芳錢利雄卞忠景李來忠
焊管 2014年3期
林春明,楊偉芳,錢利雄,卞忠景,李來忠
(浙江金洲管道工業有限公司,浙江 湖州 313005)
不銹鋼/碳鋼雙金屬復合管是20世紀后期發展起來的一種新型復合焊接鋼管,近年來在生產生活的各個領域得到了越來越廣泛的應用。鑒于市場需要,浙江金洲管道工業有限公司(以下簡稱金洲管道)開始開發并制造不銹鋼/碳鋼雙金屬復合管。雙金屬復合管的復層為不銹鋼,滿足腐蝕環境輸送或接觸介質的要求,該層厚度為管壁厚度的10%~30%;基層為滿足管材力學性能要求的普通碳素鋼和低合金鋼,使用熱軋冶金復合鋼板,并經冷彎成型和復層、基層雙道焊接成復合鋼管。采用該工藝流程可以大幅降低復合管材的材料成本和單位綜合耗能,具有重要意義。
國內對于中等厚度雙金屬復合板的焊接技術相對成熟。比如GB/T 13148—2008《雙金屬復合板焊接技術的要求》對復合層厚度≥4mm的雙金屬復合板焊接坡口的選擇、焊接的要求、焊接的工藝評定試驗以及焊后的質量檢驗均作了相應規定。但對于薄層和超薄層雙金屬復合板的成型及埋弧焊焊接工藝技術,尚沒有成熟的焊接工藝和驗收規范。
金洲管道以經過熱軋冶金復合的不銹鋼/碳鋼復合卷板為原料,開發出不銹鋼/碳鋼薄層和超薄層復合的螺旋縫埋弧焊焊接鋼管以及直縫埋弧焊焊接鋼管的新產品。Q/JZS 16—2012《不銹鋼復合焊接鋼管》(以下簡稱Q/JZS 16)企業標準就是為該新產品制定的,其中無損檢測雖然所占篇幅不大,但直接關系到產品的生產、質量和銷售,以及發展前景,因此十分重要。筆者作為此標準中無損檢測的主要起草人之一,闡述一下在這方面的思考和選擇。
1 Q/JZS 16無損檢測首選射線檢測的原因
射線檢測和超聲波檢測是焊管制造中焊縫檢測最主要的兩種無損檢測方式。
射線檢測的特點和局限主要表現在以下幾個方面:①檢測結果有直接記錄;②可以獲得缺陷的投影圖像,缺陷定性定量準確;③體積性缺陷檢出率很高,面積性缺陷的檢出率則受到多種因素影響;④適宜檢驗較薄工件而不適宜較厚的工件;⑤適宜檢測對接焊縫,檢測角焊縫效果較差,不宜檢測板材、棒材、鍛件;⑥有些試件結構和現場條件不適合射線檢測;⑦對缺陷在工件中厚度方向的位置以及尺寸(高度)的確定比較困難;⑧檢測成本高;⑨射線照相檢測速度較慢(實時成像另當別論)。
超聲波檢測特點可概括為:①面積性缺陷的檢出率高,而體積性缺陷的檢出率較低;②適合檢驗厚度較大的工件,不適合檢驗較薄的工件。③應用范圍廣,可用于各種試件;④檢測成本低、速度快,儀器體積小、質量輕,現場使用較方便;⑤無法得到缺陷直觀圖像,定性困難,定量精度不高;⑥檢測結果無直接見證記錄;⑦對缺陷在工件厚度方向上的定位較準確;⑧材質、晶粒度對探傷有影響;⑨工件不規則的外形和一些結構會影響檢測;⑩不平或粗糙的表面會影響耦合和掃查,從而影響檢測精度和可靠性。
射線檢測和超聲波檢測各有特色,被廣泛應用于鋼管的焊縫檢測。但不銹鋼復合焊接鋼管由于是異種鋼焊管,焊縫如果采用超聲波檢測,存在諸多難點。首先,由于奧氏體不銹鋼粗大柱狀晶粒結構以及組織不均勻等特點,超聲波在傳播過程中會產生較大的衰減和散射,探頭超聲聲場的一些基本特性和聲場規律也發生變化,主聲束發生畸變等,引起較高的本底噪聲使信噪比大為降低,采用常規探頭進行奧氏體對接焊接接頭存在較大難度。其次,作為異種鋼,因其各自的聲阻抗和聲速不同,在結合界面處發生變化,導致聲速傳播方向偏離,這時探頭折射角值會發生變化,給缺陷定位造成誤差,焊縫返修目標性存在偏差。第三,對于不銹鋼/碳鋼復合管這樣異種鋼的焊縫來說,不僅材料的各向異性導致探傷效果差,而且兩種不同鋼材沒有辦法選取一個共同的人工試塊反射體作為檢測靈敏度和判斷依據,超聲波檢測問題比較復雜。相比之下,射線檢驗則幾乎適用于所有材料,在許多金屬材料上使用均能達到良好的效果。
在不銹鋼復合鋼管制造過程中,也印證了上述理論分析。因此,射線檢測作為首選的檢測方法寫入了企業標準Q/JZS 16—2012,其原因是射線檢測幾乎不受不銹鋼材料晶粒度的影響,而且對不銹鋼/碳鋼復合管的焊接檢測結果令人滿意。
2 各個標準中焊縫檢測方法的選擇
首先,必須指出GB/T 9711—2011《石油天然氣工業管線輸送系統用鋼管》(以下簡稱GB/T 9711)和API SPEC 5L(第45版)標準中的焊縫檢測直接傾向于用超聲波的檢測方法。各自標準附錄E(規范性附錄)非酸性或非海上服役條件下鋼管的無損檢驗方法幾乎相同,見表1(API SPEC 5L中表E.1鋼管焊縫無損檢驗)。
在使用射線檢測和超聲波檢測這兩大無損檢測的方法上,標準API SPEC 5L(第45版)和標準GB/T 9711直接傾向于超聲波檢測。SAW(埋弧焊)鋼管有明確要求的,也就是超聲波檢測方法必須實施和執行的。但對于射線檢測方法而言,如果(雙方)有協議,就要按協議做。
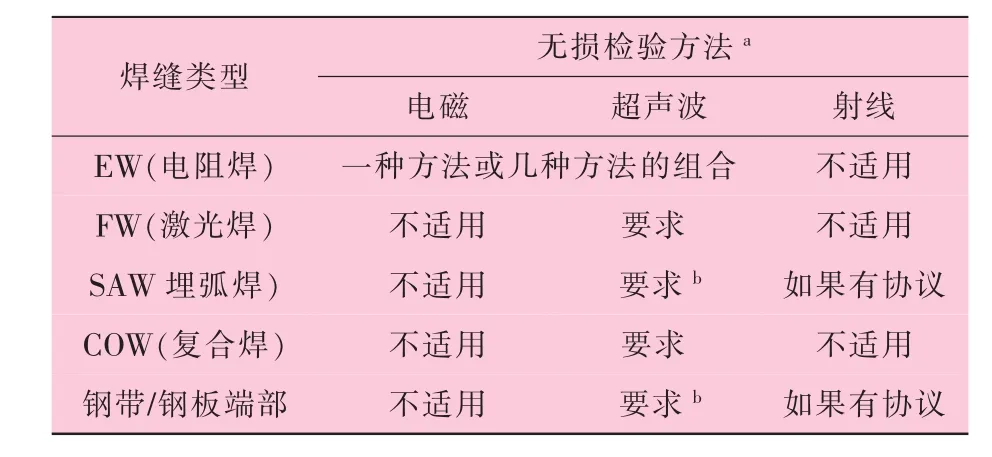
表1 API SPEC 5L中表E.1鋼管焊縫無損檢驗
奧氏體不銹鋼的結構特點以及不銹鋼/碳鋼復合鋼管焊縫的特點決定了超聲波檢測焊縫存在較大的問題和難度。所以,Q/JZS 16企業標準根據實際情況,如果購方沒有要求,就采用射線檢驗對焊縫的均勻性進行檢驗。其方法是:X射線直接透過焊縫材料,在射線檢驗的膠片上產生適合的影像,或者在證明具有要求的靈敏度下,在其他X射線成像介質產生適合的影像。不銹鋼/碳鋼復合鋼管作為可以滿足不同流體輸送和氣體輸送的壓力管道及受力結構件,首選選用射線檢驗法檢驗焊縫是否能達到保證質量的要求。
在此對國內外相關標準中關于焊縫檢測的方法進行比較和分析。
(1)GB/T 9711.1—1997《石油天然氣工業管線輸送鋼管交貨條件第1部分:A級鋼管》(以下簡稱GB/T9711.1—1997),其在8.10.11.1檢驗方法中規定:埋弧焊管應采用射線方法,按照8.10.11.2的規定進行檢驗,上述檢驗應為全長檢驗。
GB/T 9711.1—1997由于應用時間較長,現已被GB/T 9711—2011《石油天然氣工業管線輸送系統用鋼管》所代替。然而至今不少業主依舊要求他們所購焊管使用GB/T9711.1—1997,該標準在射線和超聲波兩大無損檢測方法上是比較看重射線檢測的。在做這類標準埋弧焊管的時候,如果沒有技術協議,按照此標準只采用射線檢驗一種方法檢測。
(2) EN 10217-1:2002 和 EN 10219-1:2006是歐洲鋼管的兩項標準,也是英國國家標準。EN 10217-1:2002中11.11.2規定:對于SAW鋼管的焊縫檢驗應符合EN 10246-9中的三級或EN 10246-10中的影像質量R2要求,鋼管管端的焊縫不采用自動檢測的方法,根據EN 10246-9進行手動或半自動檢測,或根據EN 10246-10進行X射線照相或被截除。EN 10219-1:2006中9.4.3規定:埋弧焊型材的焊縫檢測應該依據標準EN 10246-9進行,驗收等級U4,或者根據EN 10246-10進行放射性檢測,并且滿足成像品質等級R2。
以上這兩項歐洲鋼管標準,在對埋弧焊管無損檢測要求時,超聲波檢測和射線檢測可以任選一項。EN 10246-9是用于埋弧焊鋼管徑向和/或橫向缺欠的超聲波檢測標準,EN 10246-10是埋弧焊鋼管焊縫缺欠的射線檢測標準。
(3) 《蒸汽鍋爐安全技術監察規程》(1996)這樣規定:①額定蒸汽壓力小于或等于0.1 MPa的鍋爐,每條焊縫應進行10%射線探傷(焊縫交叉部位必須在內); ②額定蒸汽壓力大于0.1 MPa且小于或等于0.4 MPa的鍋爐,每條焊縫應進行25%射線探傷(焊縫交叉部位必須在內);③額定蒸汽壓力大于0.4 MPa且小于2.5 MPa的鍋爐,每條焊縫應進行100%射線探傷;④額定蒸汽壓力大于或等于2.5 MPa且小于3.8 MPa的鍋爐,每條焊縫應進行100%超聲波探傷至少25%射線探傷,或進行100%射線探傷,焊縫交叉部位及超聲波探傷發現的質量可疑部位應進行射線探傷;⑤額定蒸汽壓力大于或等于3.8 MPa的鍋爐,每條焊縫應進行100%超聲波探傷加至少25%射線探傷,焊縫交叉部位及超聲波探傷發現的質量可疑部位必須進行射線探傷。
可見上面的①~③都是100%射線探傷,在④中蒸汽壓力 2.5~3.8 MPa以內的鍋爐,可100%射線探傷,亦可100%超聲波探傷加25%射線探傷。新增這一檔,有關方面解釋是為了使不同企業按照自己的設備情況,在保證質量的前提下,自由選擇不同的探傷方法和比例。至于額定蒸汽壓力大于或等于3.8 MPa的鍋爐,每條焊縫應進行100%超聲波探傷加25%射線探傷,也有人提出100%射線探傷加25%超聲波探傷,有關方面解釋是考慮到鍋爐大厚壁的情況下,超聲波探傷的靈敏度要高于射線,且經濟性較好,現一般都采用此種探傷配比。
(4) 《壓力容器安全技術監察規程》(1999)第86條壓力容器焊接接頭檢測方法的選擇要求如下:①壓力容器壁厚小于等于38mm時,其對接接頭應采用射線檢測;由于結構等原因,不能采用射線檢測時,允許采用可記錄的超聲檢測。②壓力容器壁厚大于38mm,但在大于20mm且使用材料抗拉強度規定值下限大于或者等于540 MPa時,其對接接頭如采用射線檢測,則每條焊縫還應附加局部超聲檢測;如采用超聲檢測,則每條焊縫還應附加局部射線檢測。無法進行射線檢測或超聲檢測時,應采用其他方法進行局部無損檢測。附加局部檢測應包括所有的焊縫交叉部位,附加局部檢測的比例為本規程第84條規定的原無損檢測比例的20%。③對有無損檢測要求的角型接頭、T型接頭,不能進行射線或超聲檢測時,應做100%的表面檢測。④鐵磁性材料壓力容器的表面檢測應優先選用磁粉檢測。⑤有色金屬制壓力容器應盡量采用射線檢測。
此規程以壁厚38mm為界選擇無損檢測方法,壓力容器壁厚小于等于38mm時,其對接接頭應采用射線檢測;38mm厚度以下焊縫采用射線檢測的可靠性不言而喻。
3 結 語
射線檢測和超聲波檢測都是比較成熟的檢測方法,無論選用哪一種檢測方法,或者兩者并用,各行各業各個標準都有自己的選擇和應用。Q/JZS 16企標首選射線檢測,是因為不銹鋼/碳鋼復合鋼管焊縫的超聲波檢測存在諸多復雜的難點,而射線檢測的特點決定了不銹鋼/碳鋼復合鋼管焊縫對檢測結果的影響不大,所以把射線檢測作為首選檢測方式寫入了Q/JZS 16。除此之外,Q/JZS 16企標雖然首選射線檢測,但并不拒絕超聲波檢測,Q/JZS 16中有補充說明,即如果供需雙方有協議,可以做超聲波檢測。
[1]王曉雷.承壓類特種設備無損檢測相關知識[M].2版.北京:中國勞動社會保障出版社,2007.
[2]強天鵬.射線檢測[M].2版.北京:中國勞動社會保障出版社,2007.
[3]林春明.螺旋埋弧焊管管端X射線拍片探傷重要性的分析[J].焊管,2007,30(02):80-82.
[4]API SPEC 5L(第 45 版),管線鋼管規范[S].
[5]GB/T 9711—2011,石油天然氣工業管線輸送系統用鋼管[S].
[6]GB/T 9711.1—1997,石油天然氣工業輸送鋼管交貨技術條件第1部分:A級鋼管[S].
[7]EN 10217-1:2002,壓力焊接鋼管交貨技術條件第1部分:規定室溫特性的非合金鋼管[S].
[8]EN 10219-1:2006,精粒結構鋼和非合金冷型焊接結構型材技術提交要求[S].
[9]勞動部.蒸汽鍋爐安全技術監察規程(1996)[DB/OL].http://wenku.baidu.com/view/b74821cca1c7aa00b52acb 3e.html.
[10]國家質量技術監督局.壓力容器安全技術監察規程(1999)[DB/OL].http://wenku.baidu.com/view/5ed6fb 9a51e79b89680226a6.html.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12