X80鋼級熱軋板卷及螺旋焊管拉伸性能統計分析
2014-01-23 03:11:59李建一孫靈麗石國紅
焊管 2014年3期
關鍵詞:靜水壓
李建一,王 旭,孫靈麗,宮 慶,石國紅
(1.中國石油集團渤海石油裝備制造有限公司 華油鋼管公司,河北 青縣062658;2.中國石油集團渤海石油裝備制造有限公司研究院,天津300457)
0 前 言
螺旋焊管制造過程中,同時存在著板卷形變強化和包申格效應兩種現象,二者的綜合作用使板卷在制成鋼管后的拉伸性能發生明顯變化[1-5]。研究分析制管過程中拉伸性能的變化規律,合理確定板卷技術指標,一方面可避免出現批量鋼管拉伸性能不合格,另一方面可避免出現因指標過高而造成技術浪費,對于控制螺旋焊管質量具有重要意義[6-7]。
筆者對工業化大批量生產過程中不同規格、不同廠家生產的X80鋼級熱軋板卷及其制成的螺旋焊管進行了拉伸性能試驗,并對試驗結果進行了統計分析,旨在揭示X80板管性能差異,為X80鋼級熱軋板卷訂貨和出廠質量控制提供參考。
1 拉伸性能統計
1.1 板卷拉伸性能
對板寬為1 550mm,壁厚分別為18.4mm,17.5mm,16.5mm,15.3mm和12.8mm的X80鋼級熱軋板卷進行拉伸性能試驗。拉伸試樣從距板卷外圈約1.5 m、板寬1/2位置截取,取樣方向與板卷軋制方向成30°角,采用圓棒試樣,試樣尺寸依據壁厚確定且與鋼管拉伸試樣相同,按照ASTM A370標準要求進行試驗。不同規格、不同廠家生產的板卷拉伸性能統計見表1。
1.2 鋼管拉伸性能
對規格φ 1 219mm×18.4mm,φ 1 219mm×17.5mm, φ 1 219mm×16.5mm, φ 1 016mm×15.3mm和φ 1 016mm×12.8mm的X80鋼級螺旋埋弧焊管進行拉伸性能試驗。試驗均在靜水壓試驗后進行,拉伸試樣從距焊縫約180°管體橫向位置截取,采用圓棒試樣,試樣尺寸依據管徑和壁厚確定,按照ASTM A370標準要求進行試驗。不同規格、不同原料廠家生產的鋼管拉伸性能統計見表2。
1.3 板管性能差異
不同規格、不同廠家生產的X80板卷制管前后拉伸性能差異見表3。
2 分析與討論
從表1~表3中可看出,所有規格、所有廠家鋼管的屈服強度均高于板卷,最大的平均值提高了42 MPa,最小的平均值提高了2 MPa;各規格之間差值有所不同,最大的(壁厚16.5mm)平均值提高了28 MPa,最小的(壁厚15.3mm和12.8mm)平均值提高了11 MPa,各規格差值分布情況如圖1所示;各廠家之間差值也有所不同,綜合分析A廠家提高最多,而D廠家提高最少。同時可以看出,所有規格、所有廠家鋼管的抗拉強度與板卷相比,最大的平均值提高了32 MPa,最小的平均值提高了-25 MPa;各規格之間差值有所不同,最大的(壁厚16.5mm)平均值提高了21 MPa,最小的(壁厚12.8mm)平均值提高了5 MPa,各規格鋼管強度差值分布情況如圖1所示;各廠家之間也存在差異,綜合分析,A廠家提高最多,E廠家提高最少。綜合以上數據,X80板卷制成鋼管后屈服強度呈升高趨勢,因規格、廠家和工藝的不同增加值有所不同;抗拉強度總體呈升高趨勢,但增加量小于屈服強度,因規格、廠家和工藝的不同有所差異,存在部分降低的現象。
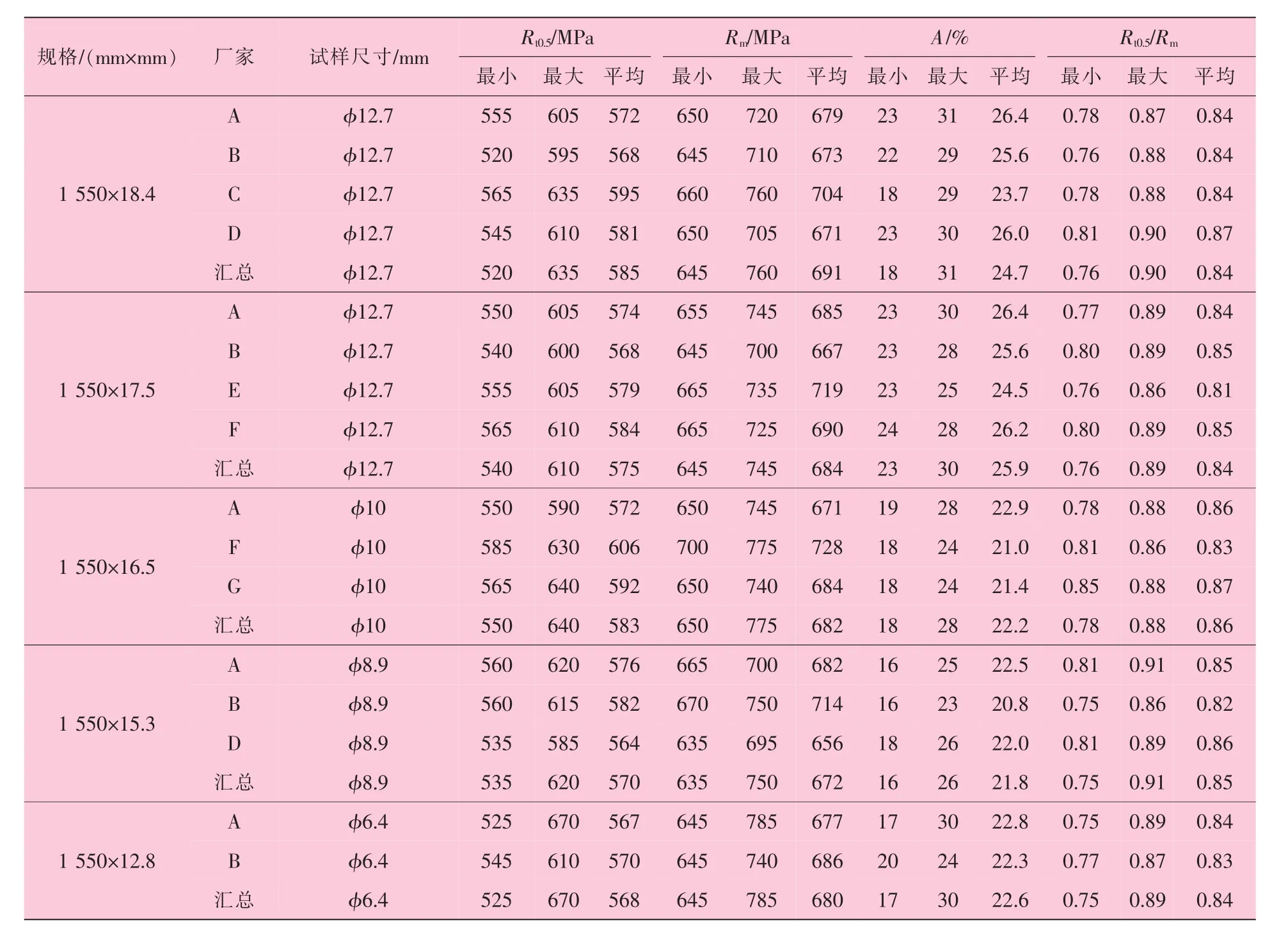
表1 X80鋼級熱軋板卷拉伸性能統計
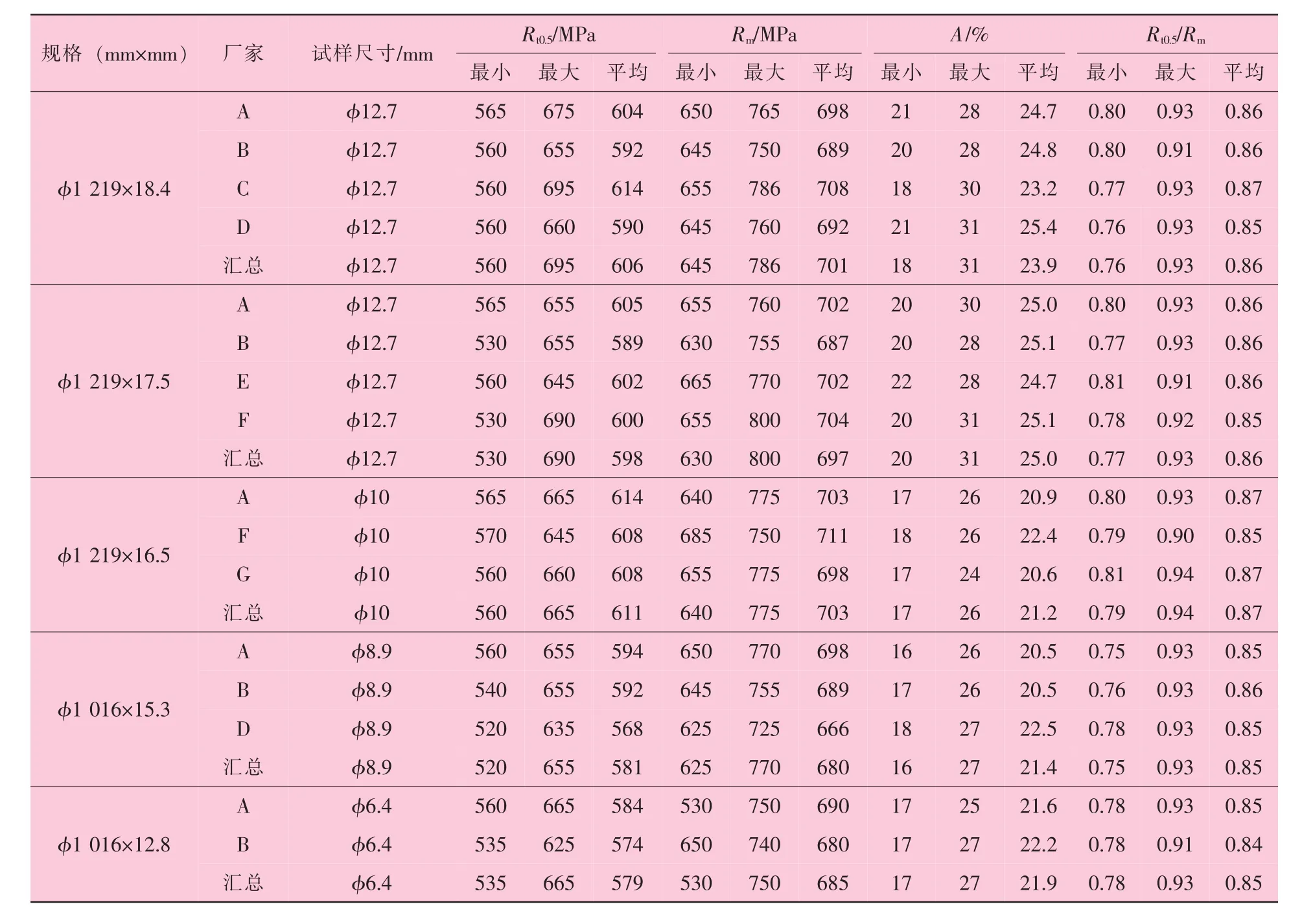
表2 X80鋼級螺旋埋弧焊管拉伸性能統計

表3 板管拉伸性能差異(平均值)

圖1 板管強度差異
鋼管與板卷之間的強度差異是形變強化和包申格效應綜合作用的結果。有關研究指出[5-8],當管線鋼的屈服強度大于450 MPa時,包申格效應大于形變強化作用,使鋼管強度降低更為明顯。采用圓棒試樣進行拉伸試驗時,試樣不需要壓平,不存在包申格效應引起的強度損失,所測定的強度更能反應鋼管的真實強度水平,因而圓棒試樣在X70以上高鋼級鋼管中被推薦使用[9]。
X80板卷及鋼管拉伸試驗全部采用圓棒試樣,不存在包申格效應的影響,引起板管性能差異的因素主要是形變強化。在螺旋焊管制造過程中,引起形變強化的過程主要是鋼管成型;且由于在靜水壓試驗后取樣,靜水壓試驗也會產生一定的形變強化作用。
X80管線鋼的組織類型為針狀鐵素體。針狀鐵素體中存在著高密度的可移動位錯,易于實現多滑移,這種組織特征使得針狀鐵素體管線鋼具有連續的屈服行為,在成型變形過程中產生形變強化提高強度;同樣,在靜水壓試驗過程中鋼管也會產生一定的塑性變形,進一步強化提高強度。文獻[10]和文獻[11]中研究了靜水壓試驗對X80鋼管強度的影響,其中屈服強度提高明顯,抗拉強度略有提高,進一步證實了靜水壓試驗對形變強化的作用。在成型和靜水壓試驗的綜合強化作用下,X80板卷制成鋼管后屈服強度和抗拉強度均呈升高趨勢;因材料的抗拉強度由材料形變強化的飽和值所決定,強度越高變化值越小,故抗拉強度的增加值小于屈服強度。
在上述5種規格鋼管中,只有φ1 219mm×16.5mm鋼管的靜水壓試驗壓力為100%SMYS,其余均為95%SMYS,故該規格鋼管的屈服強度和抗拉強度增加值均高于其他規格鋼管。同時,這也更進一步說明了靜水壓試驗對鋼管強度的影響。
板卷軋制過程中因表面冷卻速度快,組織更加細小,故表層強度高于芯部;鋼管成型和靜水壓試驗過程中,鋼管表面產生的塑性變形大于芯部,形變強化作用更加明顯,故表層強度增加值大于芯部;因此,鋼管表層強度大于芯部。在圓棒拉伸試樣加工過程中,需要去除表層金屬來獲得標準尺寸的試樣,故表層金屬的去除量必然會對拉伸試驗結果產生一定的影響。對于上述5種規格鋼管來說,拉伸試樣分別保留了原始壁厚的69%,72%,61%,58%和50%,除去進行100%SMYS靜水壓試驗的φ1 219mm×16.5mm鋼管,對其余4種鋼管來說,屈服強度和抗拉強度增加值與拉伸試樣保留原始壁厚的比例存在著一定的對應關系,即試樣去除表層金屬越少(保留原始壁厚比例越大),強度提高越大;試樣去除表層金屬越多(保留原始壁厚比例越小),強度提高越小。這種現象的存在,也許是部分規格、部分廠家板卷制管后抗拉強度出現降低的原因之一。另外,不同廠家生產X80板卷時采用的化學成分和軋制工藝也有所不同,也是造成制管后強度變化量不同的原因之一。
因制管后屈服強度和抗拉強度都呈升高趨勢,且屈服強度增加值大于抗拉強度,故屈強比呈升高趨勢。所有規格、所有廠家鋼管的屈強比與板卷相比,最大的平均值提高了0.05,最小的平均值提高了-0.02,但綜合分析整體升高。
從表1~表3中可以看出,所有規格、所有廠家鋼管的伸長率與板卷相比,最大的平均值降低了2.0%,最小的平均值降低了-1.4%;各規格之間有一定差異,最大的(壁厚16.5mm)平均值降低了1.0%,最小的(壁厚15.3mm)平均值降低了0.4%,整體呈降低趨勢,存在少量升高的現象,各規格板管伸長率差值分布情況如圖2所示。板卷在制管過程中經過形變強化后強度提高,必然會造成塑性的降低,即伸長率的降低。從圖1和圖2中可以看出,強度的升高和伸長率的降低基本存在一定的對應關系,即強度提高越大則伸長率降低越多。

圖2 不同規格板管伸長率差異
3 結 語
(1)X80螺旋焊管制造過程中,因采用圓棒拉伸試樣不存在包申格效應的影響,在形變強化作用下,鋼管屈服強度和抗拉強度均呈升高趨勢,且屈服強度增加量大于抗拉強度,屈強比呈升高趨勢,伸長率呈降低趨勢。
(2)靜水壓試驗對鋼管的形變強化效果有一定的影響,試驗壓力越高鋼管的強度增加值越大,形變強化效果越明顯。
(3)圓棒拉伸試樣加工過程中需要去除鋼管表層金屬,而表層金屬組織更細小、強度高于芯部,且在制管過程中形變強化效果大于芯部,故表層金屬去除越少(保留原始壁厚比例越大)強度越高,形變強化效果越明顯,越能反應鋼管的真實強度水平。因此,建議在制定拉伸試驗方案時,應根據鋼管管徑和壁厚選擇盡可能大的試樣尺寸;必要時可協商確定API SPEC 5L[12]標準以外的試樣尺寸,如φ10mm圓棒試樣。
(4)各廠家因化學成分和軋制工藝不同,制管后拉伸性能變化情況也不相同,應研究分析各自板卷性能變化規律,合理制定板卷出廠技術指標。
[1]朱維斗,李年,杜百平.包申格效應對板料與成品管屈服強度與屈強比的影響[J].機械強度,2006,28(04):503-507.
[2]尹國耀.螺旋埋弧焊鋼管卷制中包申格效應的機理分析[J].油氣儲運,2003,22(07):44-47.
[3]張功庭,盛光敏,黃利.金屬包申格效應的表征、影響因素與機理研究進展 [J].材料導報,2008,22(12):135-138.
[4]牛濤,康永林,顧宏偉,等.高級別X80/X100管線鋼的包辛格效應 [J].北京科技大學學報,2010,32(09):1144-1149.
[5]高惠臨.管線鋼的形變強化、包申格效應與鋼管強度[J].焊管,2010,33(08):5-9,13.
[6]吉玲康.螺旋縫埋弧焊管拉伸性能測試中的包申格效應[J].石油工業技術監督,2005(01):24-26.
[7]楊偉芳,顧蘇民,陳文豪等.X80級SSAW鋼管的產業化開發[J].冶金信息導刊,2010(04):113-119.
[8]吉玲康.螺旋埋弧焊管拉伸性能測試中的包申格效應[J].石油工業技術監督,2005(01):24-26.
[9]GLOVER A.Research and Application of X100 and X120[C]∥The International Symposium Proceedings on X80 Steel Grade Pipelines.Beijing:China National Petroleum Corporation,2004:108.
[10]孫宏,田鵬,王曉香.X80鋼級螺旋焊鋼管力學性能研究[J].壓力容器,2009,26(04):1-4,3.
[11]CHEN Xiande,Collins L,Hamad F,et al.The Evolution and Determination of Mechanical Properties During the Manufacturing Process of High Strength Spirally Welded Pipe[C]∥ The 6th International Pipeline Conference.Calgary,Alberta,Canada:IPC2006-10170,2006.
[12]API SPEC 5L,2012,Specification for Line Pipe[S].
猜你喜歡
中國纖檢(2022年8期)2022-09-22 07:28:06
紡織標準與質量(2022年2期)2022-07-12 06:12:50
計測技術(2020年3期)2020-08-04 09:44:42
中國中醫藥信息雜志(2019年9期)2019-09-30 09:01:47
質量技術監督研究(2019年1期)2019-04-25 12:27:40
腐蝕與防護(2018年11期)2019-01-02 07:03:40
科技創新與應用(2018年29期)2018-12-13 01:56:50
中國纖檢(2018年5期)2018-05-10 03:16:15
中國纖檢(2017年8期)2017-12-20 21:18:34
中國纖檢(2017年7期)2017-12-15 13:04:41