BSG-80TT高抗擠套管的研制
2014-01-23 03:35:08王少華
焊管 2014年5期
關鍵詞:焊縫
王少華, 王 軍,2, 張 峰,2
(1.寶雞石油鋼管有限責任公司,陜西 寶雞721008;2.國家石油天然氣管材工程技術研究中心,陜西 寶雞721008)
0 前 言
深井和超深井中如果存在鹽巖、鹽膏巖和軟泥巖等塑性流動地層,則對應用與此的套管的抗擠毀性能要求很高[1-4]。選用API套管只能依靠增加壁厚或提高鋼級來滿足高抗擠的要求,若增加壁厚,則會使得套管柱的質量增大,導致下邊的井眼縮小。高抗擠套管比API同鋼級套管的抗擠強度高出10%左右,因此,選用同鋼級同規格的高抗擠套管會比API套管下井更深。近年來,因套管擠毀而報廢的油氣井數量逐年攀升,給油氣田帶來了巨大的經濟損失,因此,亟待開發綜合性能優良的高抗擠套管產品。
高抗擠套管既可采用無縫鋼管,也可采用HFW焊管。前者可以生產高合金、大壁厚套管,但尺寸精度不易控制、料損較為嚴重;后者尺寸精度較高,但焊縫與母材的組織及性能差異顯著[5-6]。SEW(hot stretchreducingelectricwelding)技術綜合了焊管和無縫管各自的工藝優點,對HFW焊管進行熱張力減徑及后續全管熱處理,生產的高抗擠套管具有強韌性匹配好、尺寸精度高、表面質量好、下井噸耗小等突出性能優點。美國Lone Star已采用了SEW工藝開發了HCK55~HCQ125高抗擠套管,國內尚無采用SEW工藝開發高抗擠套管的先例。本研究以BSG-80TT高抗擠套管為例介紹了SEW高抗擠套管的技術特征及主要性能。
1 套管抗擠強度的影響因素
影響套管抗擠強度的主要因素有D/t、幾何尺寸精度 (外徑不圓度及壁厚不均度)、屈服強度和殘余應力等[7-11]。
1.1 幾何尺寸的影響
根據API TR 5C3規定的抗擠強度計算公式可知,鋼管外徑越小,壁厚越厚,即D/t越小,抗擠強度越高。通過多組套管擠毀試驗,得到D/t與抗擠強度的關系,如圖1所示。可以看出,隨著D/t的增大,抗擠強度在不斷減小。因此,在套管規格一定,且滿足鋼管理論質量的情況下,鋼管壁厚偏標準的上限,有利于提高套管的抗擠強度。
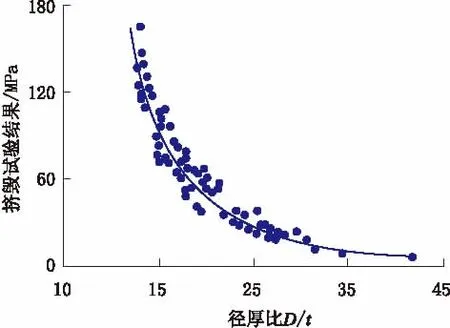
圖1 徑厚比對抗擠強度的影響
除D/t之外,外徑及壁厚的精度對套管的抗外壓擠毀性能也具有顯著的影響。擠毀試驗表明,外徑不圓度較大的橫截面或壁厚偏薄的縱截面,均容易擠毀失效。實際套管不可能加工成理想圓管,套管壁厚也無法實現完全均勻,因此總會存在外徑不圓度和壁厚不均度。有限元分析表明[13],套管的抗擠強度隨外徑不圓度的增加近似呈線性比例下降,即不圓度每增加0.1%,抗擠強度相應降低1.5%左右;套管的抗擠強度隨壁厚不均度的增加也近似呈線性比例下降,即壁厚不均度每增加1%,抗擠強度相應降低1%左右。而且較低的壁厚不均度不僅有利于降低矯直過程中套管內部的殘余應力,同時也減小了壁厚不均帶來的外徑不圓度增大問題。
BSG-80TT制造過程中有3個重要環節對其尺寸精度具有顯著影響:①TMCP控軋過程中對壁厚的控制;②熱張力減徑過程中對外徑和壁厚的控制;③熱矯直過程中對外徑和直度的控制。為此,對BSG-80TT的尺寸精度控制范圍進行了規定,見表1。

表1 BSG-80TT的尺寸精度控制范圍
1.2 屈服強度及沖擊韌性的影響
屈服強度是影響套管抗擠強度的首要因素,高的屈服強度及良好的沖擊韌性均有利于保證套管良好的抗外壓擠毀性能,因此對BSG-80TT的力學性能提出了嚴格的要求,見表2。

表2 BSG-80TT的力學性能控制范圍
1.3 殘余應力的影響
通常殘余應力對套管抗外壓擠毀性能的影響可以用下式估算:

式中:PCR—有殘余應力時的抗擠強度,MPa;
PCO—無殘余應力時的抗擠強度,MPa;
σres—鋼管的殘余應力,MPa;
σy—材料的屈服強度,MPa。
公式 (1)用于鋼管內表面先發生屈服失效的情況,公式 (2)用于外表面先發生屈服失效的情況。套管在成型、焊接、定減徑及淬火過程產生的殘余應力均可在回火熱處理時得到消減。因此,回火之后進行的矯直工序,則是套管產生殘余應力的主要來源。套管在矯直過程中,不僅會產生殘余應力,而且由于矯直的反復彎曲變形,還會引起包申格效應,降低套管的屈服強度,從而影響套管的抗擠性能,且套管屈服強度越高,包申格效應對抗擠性能的影響則越大。因此,為了降低套管殘余應力,套管熱矯直溫度通常要高于消除包申格效應所需的溫度。對于某一規格和鋼級的套管而言,存在著最佳的矯直溫度,矯直溫度過低,矯直抗力較大,矯直后套管的殘余應力較高;矯直溫度過高,則會降低材料的屈服強度,從而影響抗外壓擠毀性能。通過不同矯直溫度下的應力-應變關系曲線確定的適合BSG-80TT的熱矯直溫度為490~530℃,采用此熱矯直溫度不僅消除了包申格效應的影響,降低了殘余應力,而且還得到了較高的彈性極限和屈服強度,使抗擠強度接近或達到矯直前的水平。
1.4 主要設計技術指標
BSG-80TT套管的主要性能設計指標見表3。

表3 BG-80TT套管性能設計指標
2 實際生產及檢驗
進行了φ139.7 mm×9.17 mm BSG-80TT套管生產線批量試制,主要性能檢測結果如下。
2.1 鋼管尺寸
卷板成型、熱張力減徑、熱處理及高溫矯直工藝控制均對管坯的幾何尺寸具有一定的影響。熱張力減徑時鋼管內部不帶芯棒,依次通過預先設定的孔型,構成孔型的3個軋輥輥形曲面呈120°對稱,奇數機架與偶數機架互成60°排列,實現在減徑的同時改變 (或不變)壁厚,即只需采用一兩種規格的母管,即可獲得產品大綱中所有的產品。
其中管坯外徑由參與變形的機架數目確定,壁厚則由各機架軋輥的轉速控制。熱張力減徑機孔型及各張減輥之間的速差控制,直接影響了管坯的尺寸精度,尤其是直接決定了成品管的壁厚精度 (后續熱處理及熱矯直幾乎不改變壁厚尺寸)。
對BSG-80TT熱張力減徑前后的外徑和壁厚進行測量,每隔300 mm檢測一個截面,共檢測8個截面,檢測結果見表4。從表4可以看出,經熱張力減徑處理,管坯的尺寸精度有所下降,再經全管熱處理及高溫矯直處理,BSG-80TT高抗擠套管的外徑不圓度<0.23%,壁厚不均度<1.8%。

表4 BSG-80TT套管尺寸及殘余應力測量結果
2.2 顯微組織
對不同工藝階段BSG-80TT套管的顯微組織進行分析,各階段的顯微組織形貌如圖2所示。
從圖2(a)和圖2(b)可以看出, 鐵素體和珠光體交替出現的帶狀組織特征十分明顯。從圖2(c)~圖2(f)可以看出,HFW管坯經熱張力減徑處理后,母材和焊縫區的晶粒發生了部分再結晶,焊縫區的馬氏體組織轉變為鐵素體+珠光體,與母材一致。再經調質處理,焊縫流線基本消除,母材帶狀組織也得到很大程度的消除,兩者均為回火索氏體組織,(圖2(g)和圖2(h))。
2.3 力學性能
對卷板、HFW管坯、熱張力減徑管坯及調質管坯的拉伸及沖擊韌性進行測試,結果見表5。
可以看出,卷板經FFX成型、HFW焊接后,由于加工硬化作用,屈服強度提高17%、延伸率降低10%、母材橫向沖擊功降低56%;經熱張力減徑處理,HFW管坯組織發生部分再結晶過程,屈服強度降低37%,延伸率提高25%、母材及焊縫橫向沖擊功分別提高26%和65%;經淬火、回火及高溫矯直處理,套管屈服強度提高81%,母材及焊縫橫向沖擊功分別提高30%和35%。

圖2 不同工藝階段焊縫區顯微組織形貌

表5 不同工藝階段平均性能對比
2.4 殘余應力及外壓擠毀性能
在擠毀試樣上切取350 mm 的樣管,利用環樣法進行殘余應力測試,并按公式 (3)計算套管的殘余應力,

式中:D1—切割前試樣平均外徑,mm;
D2—切割后試樣平均外徑,mm;
E—彈性模量,式中取值206.9×103MPa;
t—實測平均壁厚,mm;
v—泊松比,式中取值為0.3。
對BSG-80TT高抗擠套管進行全尺寸外壓擠毀性能測試,試樣長徑比>15,試驗結果見表6。從表6可以看出,BSG-80TT套管的抗擠強度較API TR 5C3至少高出50%。

表6 BSG-80TT高抗擠套管殘余應力及抗擠強度
3 結 論
(1)給出了BSG-80TT高抗擠套管的幾何尺寸、力學性能及殘余應力控制指標。
(2)BSG-80TT高抗擠套管具有較高屈服強度的同時,還具有良好的沖擊韌性。
(3)BSG-80TT高抗擠套管具備良好的抗外壓擠毀性能,抗擠強度超出API TR 5C3規定值50%以上。
[1]張月敏,王俊芳,栗廣科.鹽膏層段高抗擠厚壁套管的開發與應用[J].西南石油學院學報,2004,26(03):79-81.
[2]易浩.復雜地層套管損壞機理研究[D].成都:西南石油大學,2005.
[3]練章華.地應力與套管損壞機理[M].北京:石油工業出版社,2009.
[4]胡文平,張來斌,樊建春.套管擠毀問題研究現狀及發展趨勢[J].石油礦場機械,2006,35(05):1-4.
[5]韓寶云.從焊管與無縫管的綜合比較淺析鋼管發展方向[J].軋鋼,2000,17(01):45-56.
[6]王軍,王燕,張峰,等.焊接套管與無縫套管性能對比研究[J].鋼鐵釩鈦,2013,34(04):99-103.
[7]王臣.吉林油田套管損壞力學分析及計算[D].大慶:大慶石油學院,2005.
[8]申昭熙,馮耀榮,解學東,等.外壓作用下套管抗擠強度研究[J].石油礦場機械,2007,36(11):5-9.
[9]婁琦,張廣路,張丹,等.套管抗擠毀強度主要影響因素試驗研究[J].石油礦場機械,2012,41(06):38-42.
[10]Tait R B,Press J.An Experimental Study of The Residual StressesandTheirAlleviationinTubeto Tube-sheet Welds of Industrial Boilers[J].Engineering Failure Analysis,2001,8(01):15-27.
[11]董曉明,田青超.電阻焊直縫焊接套管殘余應力分布的測定[J].理化檢測-物理分冊,2009(01):5-8.
[12]SY/T 5989—2012,直焊縫電阻焊套管[S].
[13]API TR 5C3,Technical Report on Equations and Calculations for Casing,Tubing,and Line Pipe Used as Casing or Tubing;and Performance Properties Tables for Casing and Tubing[S].
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07