長輸管道自保護藥芯焊絲半自動焊典型缺陷分析
2014-01-23 03:35:11何小東梁明華朱麗霞路彩虹
焊管 2014年5期
何小東,仝 珂, 梁明華,朱麗霞, 路彩虹
(1.中國石油集團石油管工程技術研究院,西安,710077;2.國家石油管材質量監督檢驗中心,西安,710077)
長輸管道工程建設實際上是一個大規模的焊接過程,常采用藥皮焊條電弧焊、自保護藥芯焊絲半自動焊、熔化極氣體保護焊 (STT半自動焊和CRC全自動焊)等焊接方式[1-4]。由于熔敷效率高、全位置成形好和環境適應能力強,自保護藥芯焊絲半自動焊工藝在大直徑長輸管道施工中逐漸得到廣泛應用[5]。管道焊接過程中不可避免會產生焊接缺陷,劉云光等人[6]指出長輸管線環焊縫焊接施工中容易產生的未焊透、未熔合、夾渣及氣孔焊接缺陷,并分析了其產生的原因。文獻[5]針對對接環焊縫常出現裂紋的現象,結合射線檢測和解剖結果,對裂紋產生的位置、斷口特征、下向焊焊接工藝和焊口的受力進行了分析,找出了裂紋產生原因,提出了防止對策。管道運行安全可靠性在很大程度上取決于焊接質量[7]。王衛東[8]采用雙判據法計算分析了焊接缺陷種類和尺寸對管道極限承載能力和抗斷裂能力的影響。結果表明缺陷的長度和深度對管道的極限承載能力都有影響,尤其是深度的影響更加顯著。此外,焊接缺陷的存在對管道的抗斷裂能力影響較大,特別是錯邊、未焊透、未熔合等裂紋類缺陷的復合型缺陷對管道抗斷裂能力影響非常大。為了保證管道運行安全可靠,文獻[9]從焊接責任工程師、焊接前質量檢驗、施焊過程中質量檢驗和焊后質量檢驗等方面論述了焊接質量控制要求。李頌宏[10]總結了長輸管道施焊的經驗,介紹了焊接試驗、焊接工藝規程編制、焊工管理、材料和設備管理、焊接過程控制、焊接檢驗等的控制內容及要求。本研究以實際環焊縫為研究對象,在工藝評定試驗基礎上采用統計方法,研究了大直徑、大壁厚X80高鋼級長輸油氣輸送管道自保護藥芯焊絲半自動焊接典型缺陷產生幾率,并提出了有效控制措施,有利于指導現場焊接作業,保證管道安全。
1 試驗材料、工藝和方法
試驗材料采用外徑1 219mm,壁厚18.4 mm和22.0 mm的X80埋弧焊接鋼管,現場焊接工藝為熔化極氣體保護焊 (GMAW)根焊,自保護藥芯焊絲半自動焊接熱焊、填充和蓋面的工藝,焊接方向為下向焊接,焊接工藝參數見表1。焊接完成后,按照Q/SY GJX 133—2012標準,采用單筆單影內透法對環焊縫進行X射線探傷檢測。根據檢測結果,在不同施工部門和作業機組中共抽取II級以上合格環焊縫24個,按照Q/SYGJX137.1—2012《油氣管道工程焊接技術規范第1部分:線路焊接》在環焊縫的6點、9點、12點 (分別對應于仰焊、立焊、平焊位置)位置取金相試樣,用MEF4M金相顯微鏡及圖像分析系統進行焊接接頭宏觀和微觀組織分析,并用TESCAN IVEGA II型掃描電鏡和Inca350型能譜儀對焊接缺陷形貌和缺陷中物質進行成分分析。

表1 φ1 219mm焊管GMAW+FCAW-S焊接工藝參數
2 焊接缺陷統計分析及討論
2.1 焊接缺陷統計分析
按照Q/SYGJX137.1—2012規定,將裂紋、未熔合、尺寸大于1.6 mm的氣孔、深度大于或等于0.8 mm的夾渣均判定為不合格。在72個環焊縫低倍試樣中發現夾渣、氣孔、未熔合和裂紋的數量見表2。可以看出,采用X射線檢測的環焊縫,即使判定為II級以上質量合格的焊縫仍然有可能存在超標缺陷漏檢或漏判。

表2 焊接缺陷統計結果
通過低倍金相檢驗,在24個對接環焊縫中發現存在焊接缺陷的共有20個,未發現焊接缺陷的只有4個,無缺陷的環焊縫數量占16.67%,如圖1所示。這說明采用自保護藥芯焊絲產生焊接缺陷的幾率較高,必須對焊工操作技能要求很高,同時應加強現場焊接質量管理。圖2是環焊縫不同位置產生焊接缺陷的比例。從圖2中可以看出,在12點位置和6點位置,也就是在環焊縫頂部起弧和底部仰焊收弧焊接位置產生缺陷的幾率相對較高,而在9點立焊位置附近產生缺陷的幾率相對較低。這主要原因是在立焊位置附近,焊工處于便利的操作范圍。在12點位置時,由于鋼管管徑較大,處于位置較高,焊工操作不方便;而且由于該處為焊接起弧位置,搭接焊縫較多,每次焊接時需要仔細清理焊縫。因此,在12點平焊位置附近比9點立焊位置附近出現缺陷的幾率要多些。而在6點位置附近,因為焊接處于環焊縫底部,屬于仰焊,而且焊工操作空間受限制,因此該處產生缺陷幾率也較高。在長輸油氣管道自保護藥芯焊絲半自動焊接工藝中,不同性質的缺陷產生概率也是不同。幾種常見缺陷所占的比例如圖3所示。

圖1 焊接缺陷產生比例

圖2 不同位置焊接缺陷比例
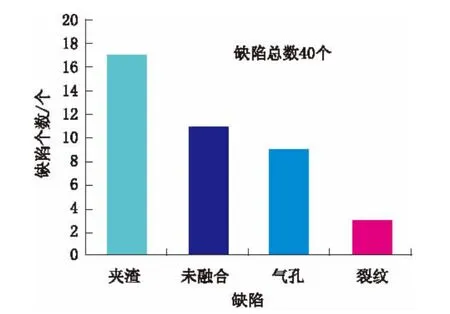
圖3 不同性質的缺陷所占比例
圖3表明,自保護藥芯焊絲半自動焊接時,夾渣產生的幾率最大,其次是未熔合和氣孔,而產生裂紋的幾率相對較低。同一焊層內部、焊層之間和焊縫與母材側壁的夾渣產生的原因不完全相同。焊層之間和焊縫與母材之間的夾渣很大程度上是因為焊接前焊渣打磨清理不徹底造成的,或者是由于工藝參數不當;而同一焊層內部的夾渣是由于填充焊時焊接電流及焊接速度過小,焊渣上浮不及時造成。實際上,在光學顯微鏡下很難區分焊縫低倍組織中的夾渣、未熔合和氣孔缺陷。如果將這三種缺陷統稱為 “孔洞型”缺陷,那么這種 “孔洞”是藥芯自保護半自動焊接工藝的主要缺陷,如圖4所示。在長輸油氣管道自保護藥芯焊絲半自動焊接工藝產生的焊接缺陷中,“孔洞型”缺陷出現幾率達到92.5%。圖5是自保護藥芯焊絲半自動焊接典型缺陷的低倍金相照片。

圖4 “孔洞”型焊接缺陷的比例
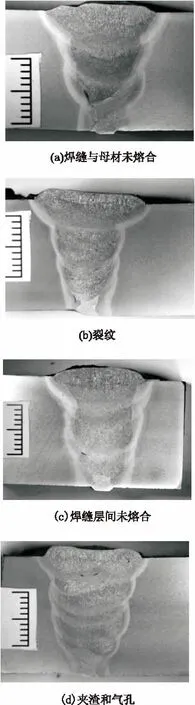
圖5 典型焊接缺陷
2.2 討 論
從上文中分析可以看出,自保護藥芯焊絲半自動焊接工藝產生的缺陷主要是 “孔洞” 型缺陷。為了進一步研究這種 “孔洞”缺陷的形貌和產生原因,用金相顯微鏡和掃描電鏡對缺陷附近的組織和形貌進行了觀察分析。在金相顯微鏡和掃描電鏡下,觀察發現在這種 “孔洞”缺陷并不是空的,缺陷內部還存在有其他物質,對“孔洞”中的物質成分用能譜儀進行分析。圖6~圖9給出了典型的 “孔洞”缺陷的組織和形貌,以及“孔洞”中夾雜物質的成分。從圖6~圖9的能譜曲線中可以看出, 這種 “孔洞” 中有Al,Mg,Mn,S,Si,Ti,Zr,Ba和稀土Ce等元素存在,是典型氟化物Fe2O3-Al-Mg高堿性渣系的成分。同時,從圖6~圖9可以看出,焊縫與母材側壁的 “未熔合”和焊層之間的 “未熔合”很大程度與夾渣有關,這些夾渣是焊接過程中自保護藥芯的產物。由于自保護藥芯焊絲中藥芯的合金化復雜,非金屬夾雜物的形狀和成分總是不均勻的,在研究中觀察到的夾雜物有球形、多面菱形和團聚的顆粒等[11]。夾雜物的核心主要是由不同比例的Ti,Mn,Si和Al等氧化物的混和體構成,反映其是一個復雜的脫氧產物。通常,夾雜物為一個在先期脫氧階段形成的氧化物核心,脫氧產物的化學成分變化范圍很寬,主要取決于焊縫金屬中Al,Ti,Si,Mn和O的活度,氧化物的部分表面將被TiN和MnS覆蓋。這些相的析出發生在焊縫金屬脫氧反應完全后,也可能發生在枝晶間富溶質的液相凝固過程中。整體而言,在熔池達到平衡狀態條件下,強脫氧劑如Ti和Al在夾雜物中出現的比例高于焊縫金屬中的比例。同時,焊縫中不同區域聚集的夾雜物不同,有的區域是含有少量Al和Si的富Ti和Mn氧化物,有的區域是MnS,有的區域主要是TiO2。

圖6 焊縫與母材的未熔合形貌及能譜分析

圖7 焊縫層間的未熔合形貌及能譜分析

圖8 焊縫夾渣形貌及能譜分析

圖9 焊縫氣孔形貌及能譜分析
2.3 改善措施
為了減少 “孔洞”型夾雜缺陷的產生,改善藥芯焊絲自保護焊縫質量,應從以下幾方面采取措施。
(1)每層焊道焊接之前要將上層焊道的焊渣徹底清除干凈,從而減少焊層之間的夾渣和焊層之間未熔合。
(2)清渣過程中避免溝槽過深,形成 “W”狀,避免下層焊道填充焊接時流到深槽的熔渣來不及溢出而形成夾渣。
(3)在填充焊道時,要適當做橫向擺動,并注意擺動幅度,保證坡口側母材熔化,避免形成未熔合的空隙,從而可以減少熔渣流入空隙形成夾渣。
(4)優化焊接參數,嚴格執行焊接工藝,焊接過程中始終保持焊接熔池位于焊接電弧后方。
(5)加強焊工培訓,熟練掌握藥芯焊絲自保護焊接的 “薄層、快速、多道焊”技術關鍵。
(6)采取有效的現場焊接質量管理措施,加強焊接質量抽查檢驗。
3 結 論
(1)自保護藥芯焊絲半自動焊接工藝缺陷產生的幾率較大,夾渣、未熔合、氣孔的比例最高;
(2)自保護藥芯焊絲半自動焊環焊縫上,6點和12點位置的缺陷比9點位置的缺陷多;
(3)自保護藥芯焊絲半自動焊的典型缺陷呈 “孔洞”形貌, “孔洞”中常伴隨有夾雜物;
(4)采取有效的焊接工藝措施,加強現場焊接質量管理,減少 “孔洞”型夾雜缺陷,改善藥芯焊絲自保護焊縫質量,有利于長輸管道運行安全。
[1]尹長華,隋永莉,馮大勇,等.長輸管道安裝焊接方法的選擇[J].焊接,2004(06):31-34.
[2]劉明輝,艾云,左治武.藥芯焊絲半自動焊在長輸管道中的應用[J].石油化工設備,2005,24(03):63-64.
[3]薛振奎,屈濤.藥芯焊絲自保護半自動焊在管道工程中的應用[J].石油工程建設,1998(01):12-15.
[4]劉光云,王義.長輸管線環焊縫焊接缺陷的產生及防止[J].焊接技術,2010,39(09):65-66.
[5]馮成功,陳龍,朱紹全.RMD氣體保護焊與自保藥芯焊絲半自動焊接技術在長輸管道施工中的應用[J].焊管,2009,32(04):65-68.
[6]薛正林,劉覺非,黃烈勇,等.管道對接環焊縫裂紋的防治措施[J].油氣儲運,2005,24(07):51-52.
[7]李為衛,左晨.石油天然氣管道焊接材料發展現狀及建議[J].現代焊接,2007(11):5-10.
[8]王衛東.焊接缺陷對管道安全可靠性影響分析[J].焊管,2007,30(02):27-29.
[9]薛茜,羅震,王樂生.長輸管道焊接質量檢驗[J].焊接技術,2008,37(03):66-68.
[10]李頌宏.長輸管道施工焊接管理[J].焊接技術,2006,35(S1):46-49.
[11]JE Ramirez,王寶森.高強鋼焊縫金屬的化學成分和組織及非金屬夾雜物[J].世界鋼鐵,2008,35(02):49-59.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24