基于神經網絡的直縫焊管高頻感應焊接質量預測*
2014-01-23 03:35:07于恩林許學文
焊管 2014年5期
于恩林,許學文,韓 毅
(1.燕山大學 國家冷軋板帶裝備及工藝工程技術研究中心,河北 秦皇島066004;2.一重集團大連國際科技貿易有限公司,遼寧 大連116000)
高頻直縫焊管的焊接過程是利用高頻電流特有的集膚效應和鄰近效應,將能量在極短的時間內集中加載到管坯邊緣,使其溫度迅速上升到1350℃的焊接溫度,再經過擠壓將坯料焊接成鋼管[1]。
直縫焊管的高頻感應焊接生產中有兩種焊接方式,即高頻感應焊接和高頻電阻焊接。由于高頻感應焊不需要線圈和管體有接觸,較電阻焊在焊管的表面質量和焊接穩定性方面有更好的表現[2]。本研究以改進直縫焊管高頻感應焊接熱影響區的力學性能為目標,采用改進的BP神經網絡對該區域的焊縫處沿管壁厚溫度差和焊接熱影響區最大等效殘余應力進行預測。
1 焊接工藝參數和預測目標
直縫焊管的高頻感應焊接過程如圖1所示,圖中在焊接前管坯兩邊緣有一定角度的開口角,由于呈V形,又稱為V角。在兩擠壓輥連線中點是管坯邊緣熔合的點,稱為V點。

圖1 高頻感應焊接示意圖
直縫焊管的高頻感應焊接過程中的焊接頻率、電流密度和輸入功率等電參數;還有線圈和磁棒的幾何參數,線圈和磁棒同軋輥的相對位置,以及線圈和軋輥間的相對位置。在上述眾多的工藝參數中,本研究的預測部分主要考慮的是對焊接質量影響最大的工藝參數。根據文獻[3]的研究結果,采用開口角度、電流頻率和線圈到V點距離這3個工藝參數。
經過高頻感應焊接后的焊管,其性能取決于焊縫,因此需提高焊縫的質量使其盡可能接近母材。本文研究將用來表征焊縫質量的焊縫處沿管壁厚溫度差與焊接熱影響最大等效殘余應力作為預測目標[4]。
2 改進的BP神經網絡
人工神經網絡(artificial neural networks)是一種大規模并行自適應網絡,由許多簡單的非線性計算單元組成的[5]。現今在眾多人工神經網絡模型中,BP神經網絡已被證明是應用最為廣泛的,是一種采用BP算法(back propagation algorithm)建立的前饋神經網絡 (feed-forward neural network)。該神經網絡可以用于建立復雜的非線性映射[6],因此采用該神經網絡建立焊接工藝參數和預測目標間的函數模型。
目前廣泛應用的遺傳算法,是一種高效的全局優化方法,能有效的避開局部極小(大)值,可用來優化神經網絡的權值和閾值。本研究在利用改進梯度下降法的Levenberg-Marquardt法[7]來提高BP神經網絡收斂速度的同時采用遺傳算法優化神經網絡的權值和閾值,使神經網絡避開局部極小而搜索到全局最優。如圖2所示是遺傳算法優化BP神經網絡的原理框圖。

圖2 遺傳算法優化BP神經網絡原理框圖
3 BP神經網絡訓練和測試數據
本研究需要為人工神經網絡提供訓練和測試數據,合適的訓練數據能夠提高神經網絡建模的精確度,更好的反映工藝參數和預測目標之間的關系。因此,本研究利用正交表來安排適當組數的工藝參數,再利用有限元軟件ANSYS和SYSWELD來模擬得出高頻感應焊接的溫度場和隨后冷卻的應力場,進而對應地提出焊縫處沿鋼管壁厚的溫度差、焊接熱影響區最大等效殘余應力這兩個預測目標值。
本研究中的3個工藝參數的取值范圍是來源于某焊管廠的實際生產,具體值如下:①開口角3°~6°; ②電流頻率200~440 kHz; ③線圈到V點距離255~273 mm。由于本研究的因素有3個,因此選擇的正交表最起碼能安排3個因素。考慮到數值模擬時間限制,每個因素都取7個水平,則這樣會安排49組,選擇的正交表為L49(78),該表最多能安排8個因素,將3個工藝參數依次安排在正交表的前3列,各因素的水平安排見表1。

表1 各因素的水平安排
本研究所模擬的高頻直縫焊管來自天津神州通公司的J55鋼生產的φ219 mm×8.94 mm規格焊管。經過對實際問題的簡化處理后在ANSYS中建立的實體模型和有限元模型如圖3所示。
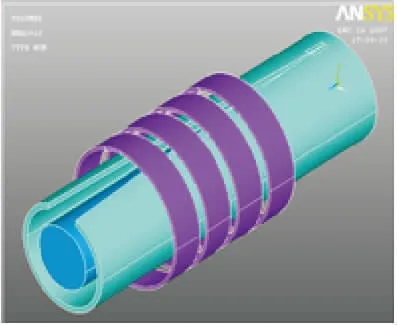
圖3 ANSYS中的時機模型和有限元模型
經ANSYS計算后,利用該軟件強大的后處理功能提取出焊接V形區附近的高頻感應溫度場云圖,如圖4所示。

圖4 V點橫截面溫度場云圖
記錄每個單元和節點的溫度值,將其間接加載到SYSWELD所創建的實體模型中,以此作為高頻感應焊接中冷卻階段的初始溫度場,同時作為后續焊管應力場計算的條件。
上述利用ANSYS軟件模擬出高頻感應焊接V形區的溫度場后,用此作為焊接高頻熱源導入焊接專用軟件SYSWELD中。如圖5所示,是在SYSWELD中建立的有限元模型,再經過SYSWELD軟件的計算和后處理,提取如圖6所示的焊接熱影響區等效殘余應力場云圖。

圖5 SYSWELD中的有限元模型

圖6 焊接熱影響區等效殘余應力場云圖
利用上述兩個有限元軟件模擬后分別提取焊縫處沿管壁厚溫度差和焊接熱影響區最大等效殘余應力,匯總數據見表2。

表2 模擬數據匯總表
4 改進的BP神經網絡預測
BP神經網絡對工藝參數和預測目標之間建模如圖7所示。本研究將神經網絡的輸出安排為一個神經元,這樣就需要建立兩個神經網絡來分別對應兩個目標。在確定神經網絡隱層神經元個數的時候,先由公式 (1)確定神經元個數的范圍,然后由試湊法[8]來最終確定。

式中:h—隱層神經元個數;
m—輸入層神經元個數;
n—輸出層神經元個數;
a—[0,10]間的整數。
則由公式(1)確定的隱層神經元個數范圍是[2,12]。由MATLAB神經網絡工具箱中的函數newff來建立BP神經網絡。傳統BP算法采用梯度下降法來訓練神經網絡,在該工具箱中此方法已做成函數的形式,函數名為traingd。本研究采用Levenberg-marquardt法來訓練神經網絡,在工具箱中對應的函數為trainlm。

圖7BP神經網絡建模示意圖
本研究通過對比選擇不同的傳遞函數,得出當輸入層到隱層、隱層到輸出層的傳遞函數分別取為logsig函數、purelin函數時,得到的神經網絡是相對最優的,即神經網絡的預測準確性相對較高。
在利用訓練數據訓練BP神經網絡時,需要對數據進行歸一化處理,因此本研究選擇將原始訓練數據標準化到[0.1,0.9]內,采用的標準化公式見式(2)。按此公式分別對訓練和測試的樣本數據進行標準化處理。

Xk—標準化前的訓練數據;
Xmax—標準化前訓練數據的最大值;
Xmin—標準化前訓練數據的最小值。
確定好神經網絡的層數、傳遞函數和訓練函數以及標準化數據后,利用試湊法來確定hn(隱層神經元個數)。過少的神經元使得神經網絡不能正確反映數據間的關系,而過多則使神經網絡過度擬合,導致神經網絡的泛化效果差。經過對比后,當神經網絡的輸出是焊縫處沿管壁厚溫度差時,最佳的hn=4。如圖8給出了4種不同的hn對應的神經網絡對焊縫處沿管壁厚溫度差的預測效果,從該圖中可以看出當hn=4時,總的預測誤差相比其他情況是最小的。同樣的方法可以確定當神經網絡輸出為焊接熱影響區最大等效殘余應力時,hn=4。
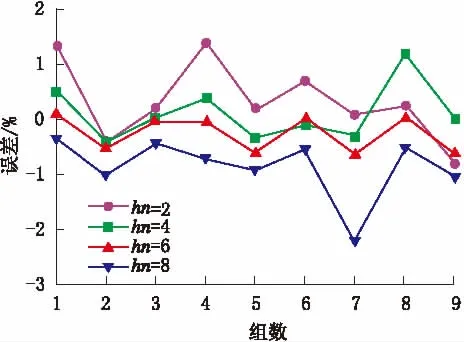
圖8 不同隱層神經元個數對應神經網絡的預測效果
利用訓練數據訓練好BP神經網絡以后,需要利用測試數據對建立好的網絡進行測試,以驗證該網絡的實用性。如圖9所示,是對優化后的BP神經網絡的性能測試,可見預測誤差在±5%以內,神經網絡泛化能力較強,可以應用于實際預測。

圖9 BP神經網絡預測誤差
5 結 論
(1)通過直縫焊管高頻感應焊接過程機理的研究,提取了對焊接質量影響最大的三個工藝參數,分別是開口角、電流頻率和線圈到V點距離;同時提取表征焊接質量的預測目標,分別是焊縫處沿管壁厚溫度差和焊接熱影響區最大等效殘余應力。
(2)利用正交表的正交性原理安排了焊接工藝參數,然后通過有限元軟件ANSYS和SYSWELD模擬得出對應的預測目標值,為后面BP神經網絡的訓練提供合適的數據。
(3)利用遺傳算法優化的BP神經網絡建立了焊接工藝參數和預測目標之間的非線性映射模型,并通過測試數據驗證了該網絡的實用性,從而能預測出不同工藝參數組合下的表征焊接質量的焊縫處沿管壁厚溫度差和焊接熱影響區最大等效殘余應力。
[1]于恩林,韓毅,谷緒地,等.高頻直縫焊管焊接殘余應力的三維有限元模擬研究[J].燕山大學學報,2012,36(04):298-303.
[2]賴興濤,吳文輝.中大直徑HFW焊管高頻接觸焊接和高頻感應焊接的比較[J].焊管,2012,33(08):56-59.
[3]HAN Yi,YU Enlin.Numerical Analysis of a High Frequency Induction Welded Pipe[J].Welding Journal,2012(91):270-277.
[4]許學文.基于遺傳算法的直縫焊管高頻感應焊接工藝參數優化[D].秦皇島:燕山大學碩士學位論文.2013:16-19.
[5]KUMAR S.Neural Networks[M].北京:清華大學出版社,2006:42-69.
[6]從爽.面向MATLAB工具箱的神經網絡理論與應用[M].合肥:中國科學技術大學出版社,2009:63-64.
[7]蘇高利,鄧芳萍.論基于MATLAB語言的BP神經網絡的改進算法[J].科技通報,2003,19(02):130-135.
[8]朱大奇,史慧.人工神經網絡原理及應用[M].北京:科學出版社,2006:33-53.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24