精密盲孔加工技術研究
2014-01-22 11:56:01范大宇
中國新技術新產品 2014年15期
范大宇
(沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
一﹑引言
該零件為某發動機高壓渦輪噴嘴內后支撐,材料為AMS5707,為薄壁零件,零件壁厚較薄m,零件的整體結構剛性較差,存在38個精密盲孔,加工合格率非常低。本文通過對加工方法﹑刀具的選用﹑加工參數等進行調整,解決了相關問題。
二﹑零件簡介
高壓渦輪噴嘴內后支撐為某型航空發動機中與葉片連接的一個單件。壁厚最薄1.1mm,有2組高精密盲孔,每組19個共38個,孔徑公差分別為0.00381mm,其中一組孔的位置度只有0.05,另有1基準孔孔徑公差為0.005mm,保證孔徑及位置合格難度非常大。
該零件材料材料為AMS5707,為難加工鎳基高溫合金。切削特性表現在以下方面:塑性變形很大;切削力較大;切削溫度高;刀具易磨損;加工硬化現象嚴重。
所以由于材料的原因,零件難于切削,并且零件比較薄,剛性較差,需要借助輔助支撐來保證加工變形量,同時加工盲孔需要涂層非標刀具,由于公差限制,需使用鉆﹑擴﹑鏜﹑鉸等工藝依次加工,以保證孔徑及位置尺寸的一次合格率。
三﹑孔加工試驗
1 零件端面孔的工藝方法﹑余量分布及加工參數。
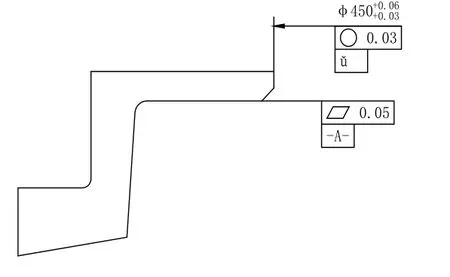
(1) 零件狀態。由于零件端面盲孔的位置要求非常高,只有0.05mm,這個對于零件前工序加工提出了很高的要求,基準直徑公差為0.03mm,圓度為0.03mm,基準平面度要求0.05mm。
(2)刀具的選用。對于材料為高溫合金的零件,為保證加工尺寸的精度,采用帶涂層的非標刀具。關鍵是鉸刀工序,鉸孔為加工最后一道工步,該工步的質量﹑穩定性﹑準確性直接影響零件最終尺寸狀態。刀具選用非標定制的合金鉸刀,其鉸刀的公差略大于盲孔的孔徑,并且刀具的圓周跳動不能大于0.005mm。
2 工藝路線及余量參數
采用鉆→擴→鏜→鉸的順序進行孔加工,以φ5±0.00381mm為例。
(1) 打點。刀具:φ3中心鉆;切削深度:1-1.5mm;
(2)鉆底孔。刀具:φ4合金鉆頭,切削深度:13.90mm;其它問題:由于后續擴孔原因,底孔深度在圖紙要求尺寸的公差上限,參數根據選用刀具的不同一般在S =700-750r/min,F=30mm/min。
(3) 擴孔。刀具:φ4.5帶涂層合金端銑刀(銑刀側刃不太過長并且盡可能深的裝夾刀桿,防止刀具擺動,上刀加工前,要測量刀具刃跳動);
切削深度: 13.87mm;(要求略高于底孔深度)
其它問題:參數S =500-550r/min,F=30mm/min;
(4)鏜孔。刀具:鏜刀(選用剛性較強的鏜刀,因為孔徑過小,所以選擇的是鏜桿和刀尖一體的鏜刀,及滿足了加工剛性要求,又能保證較高的定位精度,鏜頭的精度選用0.01-0.02mm之間);其它問題:注意盲孔底R0.381±0.127mm,雖然鉸刀R為0.381,但鉸刀無法加工到孔底,為不讓孔內有接刀棱,所以鏜刀的R要選用0.3mm左右;切削深度:13.87 mm,參數S =600-650r/min,F=25mm/min,注意鏜刀要給鉸刀留余量0.05mm左右,以此保證鉸刀切屑量和刀具使用壽命,所以加工孔徑為φ4.70;
(5)鉸孔。刀具:鉸刀(鉸刀的規格尺寸加工前要試驗加工檢驗,操作者備刀具尺寸,試驗加工試件并檢驗合格后用于加工批產零件,一般試件孔為3-5個,檢測數據穩定,不要出現或大或小的情況出現。)
切削深度:在13.6mm左右;
其它問題:由于是盲孔,如果鉸刀加工到孔底,非常容易導致刀柄擺動,孔口偏大超差。參數S =200-220r/min,F=12-15mm/min。
(6)刀具的磨耗。刀具磨損影響孔徑的一般是鏜刀和鉸刀,鏜刀的消耗定額一般為0.3/件;鉸刀的消耗定額一般為0.3/件,但鉸刀使用時需使用內徑千分表測量,以防刀具未知的磨損導致盲孔超差。
(7) 其它注意事項。由于是盲孔加工,造成排屑不暢,存在積屑刮傷孔壁的危險,而且由于零件材料的原因,碎屑會很容易粘結在鉸刀刃上,影響最終孔徑值。鏜刀加工時,不要使用局部加工后,測量的方法,因為材料嚴重的加工硬化問題,會在零件孔內徑形成喇叭口,造成孔開口大,內部小的情況,同樣因為材料的問題,鏜刀的每刀切深不可以過小,如果切深過小的話,刀尖就會一直在孔壁打滑導致的讓刀,切削掉很少的材料,而如果繼續上刀加工,就可能出現上很少的量,卻因為讓刀消除,一下去除很厚的材料,所以鏜加工建議每刀的切深直徑不小于0.06mm,這樣通過反復上刀﹑測量就能很容易達到立項的尺寸。
四﹑結果討論與分析
用過以上試驗,成功的摸索出一套加工高精度孔類零件的方式方法,積累了大量孔類加工數據信息及加工經驗,同時了解到加工數量較多時,保持穩定性的加工參數﹑刀具消耗等多項寶貴信息。
由于零件高精度孔非常多,約40個,其質量穩定性,非常關鍵,該零件的成功研制的同時,穩定了加工一次合格率,目前為止盲孔加工合格率為100%,為后續批量生產奠定了堅實的質量基礎。
結語
高壓渦輪噴嘴內后支撐零件的成功研制交付,標志著我公司已具備加工高精度孔類零件的加工技術,填補了我公司該類技術的空白,為后續開發研制類似精度加工技術奠定了堅實的基礎,積累了豐富的寶貴經驗。
[1] 許韶洲.孔的切削加工 [J].機電工程技術,2013(06)
[2] 劉姝.高溫合金零件工藝研究 [J].科技創新與應用,2013(21)
