國產緊密紡紡制純棉精梳紗配置的探討
2014-01-18 03:08:39劉大方魏秀成孫忠民57500澳納紡織科技有限公司5700
山東紡織科技 2014年5期
關鍵詞:質量
劉大方,魏秀成,孫忠民(., 57500;.澳納紡織科技有限公司, 5700)
緊密紡也稱集聚紡,它是在普通環錠紡牽伸區前面加上一集聚裝置,取消了加捻三角區,使須條在集聚區內得到集聚,使纖維能夠平行于紗體軀干,纖維兩端伸出須叢的機會大大減少,從而提高了單纖維強力的利用率,在減少了紗線毛羽的同時成紗強力得到提高。
我公司根據市場分析,決定上5萬紗錠網格圈負壓式緊密紡,通過市場調研,我們讓能夠代表國內先進水平的7家緊密紡裝置制造企業,各提供1臺緊密紡裝置,我們為其各提供狀態基本相同的1臺細紗機做對比試驗。
通過半年試用我們選擇了兩家緊密紡生產廠家作為供貨商,擴建了5萬錠緊密紡,現將試驗及使用情況總結如下。
1 三羅拉與四羅拉緊密紡形式的選擇
三羅拉與四羅拉緊密紡各有優缺點,如何選擇要看一個企業的定位。如果側重于成紗毛羽指標,有較好的皮輥磨礪設備,管理水平較高,紡制純棉細號紗為主,可優先選擇三羅拉形式,否則可選擇四羅拉形式。三羅拉與四羅拉緊密紡對比見表1。
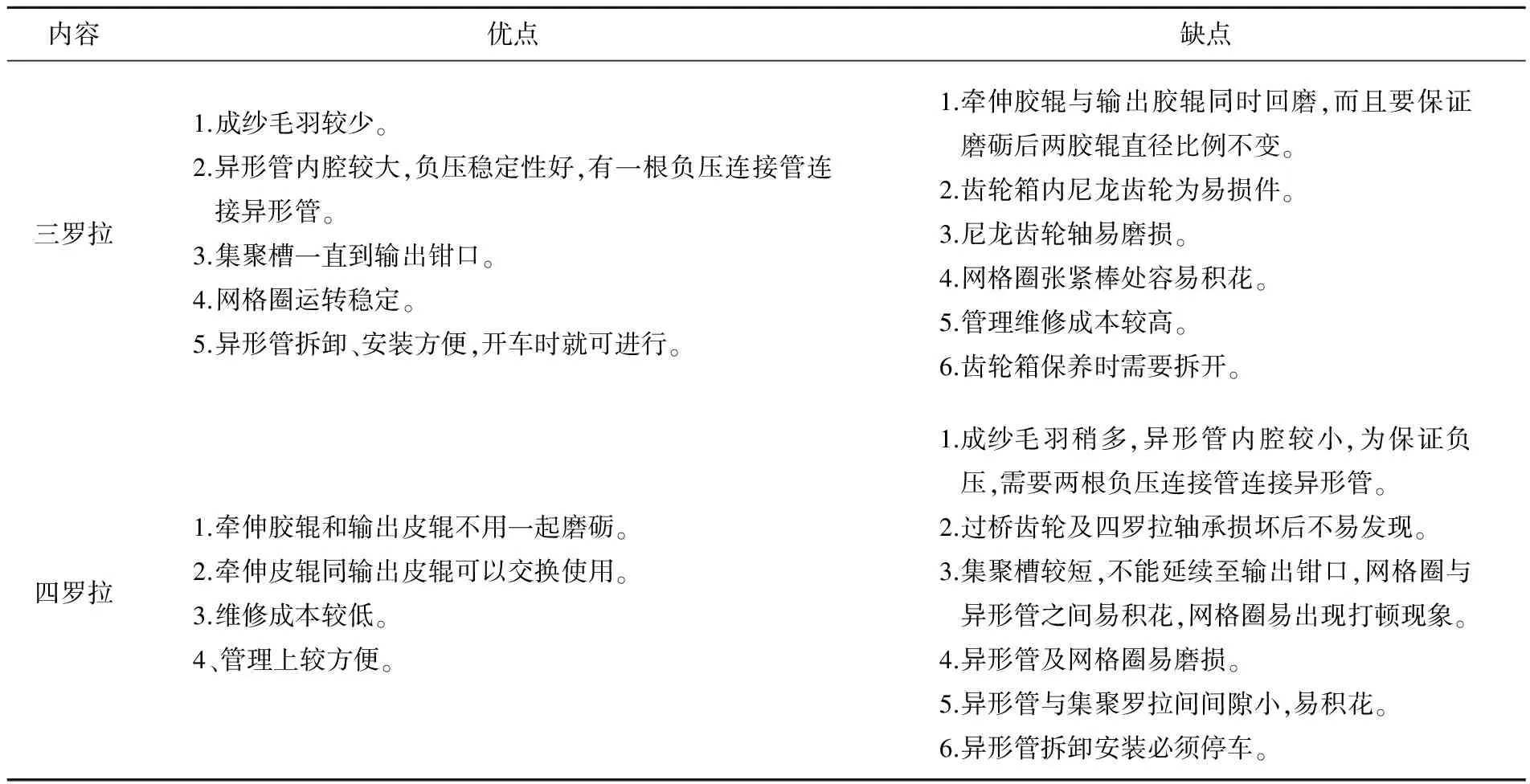
表1 三羅拉與四羅拉緊密紡相對優缺點對比表
2 對細紗機配置的要求
由于緊密紗作為一種高端的紗線,其綜合質量指標要明顯好于普通環錠紗。因此,其所用細紗機的基礎應該是高檔的,其所采用的專件和器材在質量上也該是高端的。
2.1 機架 車頭 車尾
要求加工精度要高,穩定性要好,不變形。車頭齒輪傳動部分,由于前羅拉傳動負荷的增加應該進行加厚、加固,或改變材料,以增加輪齒抗磨、抗剪切強度。我們在緊密紡試用過程中,曾經發生過多次前羅拉傳動齒輪齒面磨損的現象。只有加工精度高,才能保證主軸、羅拉、錠子等安裝質量,從而為保證紡紗質量打下基礎。
2.2 羅拉
采用高精度無機械波羅拉,由于前羅拉傳動負荷增加,為增加抗彎強度,以采用直徑27 mm羅拉為宜。
2.3 上銷
由于前羅拉直徑加粗,為減小浮游區長度,提高紡紗質量,合理布置工藝,最好采用寬度為39 mm的上銷。
2.4 錠子
高速錠子,既節能又能提高生產效率,振幅較小,有利于減少成紗毛羽,減少細紗斷頭。錠盤直徑不能太小,否則,影響捻度不勻率。錠子應采用免敲錠子,以減輕工人以后維修的勞動強度。
2.5 搖架
由于加壓負荷較大,對搖架的制造質量要求更高。氣動加壓能夠很方便實現壓力無級調節,而且能夠保持壓力穩定統一,錠間差異小,能夠保證上羅拉(皮輥)與下羅拉的平行,因而紡紗質量穩定、水平高,因此緊密紡加壓采用氣動搖架較適宜。
2.6 鋼領 鋼絲圈
緊密紡使用的鋼領、鋼絲圈,同普通環錠紡所使用的有所不同,由于紗線上毛羽較少,失去了毛羽對鋼領、鋼絲圈之間的潤滑作用,鋼領與鋼絲圈間的摩擦非常劇烈,一般鋼領無法承受如此劇烈的摩擦,必須用合金鋼(或軸承鋼)作為基體,進行特殊鍍鉻處理,并結合嚴格執行鋼領開磨程序,使其跑道具有一定的自潤滑作用,才能保證緊密紡紗線的正常生產。同樣鋼絲圈必須采用散熱快,具有相對較高的耐磨性,圈形重心低、運轉平穩的鋼絲圈。我們采用端士布雷克蘭寶石鋼絲圈,其壽命比用在普通環錠紡上減少一半多。
2.7 導紗鉤
為確保錠子、鋼領、導紗鉤同心,一般緊密紡采用小孔眼高耐磨導紗鉤,以減小氣圈波動及導紗鉤對紗線的傷害。
2.8 錠帶
采用高質量的進口錠帶,以減小捻度不勻率。
3 對緊密紡裝置質量的要求
三羅拉網格圈式緊密紡裝置和四羅拉網格圈式緊密紡裝置在風道、風箱、風機、風管接連部分要求是一樣的。在集聚部分不同,下面只對三羅拉網格圈式緊密紡質量要求作一下說明。
3.1 負壓風機
能夠實現變頻調速,紡紗品種不一樣所需要負壓要求也不同,紡紗號數越小,相對所要求的集聚槽處的負壓越小。風機的速度即排風量在更換品種時及時調節,以保證產量、質量并達到降低能耗的目的。
3.2 過濾網
負壓風箱要設置過濾網,過濾網的作用是把較大、較重的東西過濾掉以防損傷負壓風機。過濾網目數要由排風方式來決定。采用向車間排風時,過濾網目數要適當大一些,防止過多的塵雜、短絨飛入車間;采用地下排風,且有轉籠濾塵時,過濾網目數應相對小一些,可以把部分短絨及塵雜直接排到空調濾塵室。采用把回風排入空調室,只有圓網過濾而沒有轉籠濾塵時,過濾網的目數應適中。
3.3 風箱風道
風道設計合理,盡量避免與風箱、風管之間連接有“階梯”接口,否則易造成渦流出現積花現象,風道與風道處連接,不能有阻礙氣流的凸出物,不能有漏風和掛花現象。風道的位置最好在粗紗架之上,并設計美觀、牢固,保證同設備的使用壽命一樣長。
3.4 異形管(也稱負壓管或集聚管等)
因為輸出皮輥長期壓在其上面,并經摩擦傳動網格圈轉動。因此整個殼體要有一定強度,能經受住輸出皮輥的長期施壓,其與網格圈接觸處要經久耐磨,特別是與輸出膠輥摩擦傳動網格圈處的耐磨片要用陶瓷摩擦片,其它表面及內部要經拋光特殊涂層處理,不生銹、光滑、不掛花。集聚槽(也稱吸風槽)不能有毛刺,其開口上部及下部為小圓弧,以防掛花、黏連棉蠟及損傷網格圈。槽的寬度由寬變窄,最寬處一般要大于前羅拉輸出的須條寬度,它與粗紗定量與紗線粗細有關。開口方向與須條的運動方向呈一定的傾斜角度,使氣流流動的方向與纖維運動的方向交叉,使得氣流向集聚區中心流動時,推動纖維向中心位置移動,從而達到集聚的目的。
3.5 網格圈
網格圈作為集聚主要部件之一,必需具有良好的透氣性、耐摩擦性能,尺寸穩定性、抗靜電性以及高強伸性。具體表現在無破洞、無黏花、無糊網眼、無變形等現象。網格圈要做到壽命長,至少要能夠使用達到半年以上,耐清洗,清洗后不變形,結構合理,能具有一定的自清潔功能和節能功效。
3.6 三羅拉緊密紡齒輪箱組合體
齒輪箱的外殼是塑料殼,它由兩部分組成。其作用一是安放牽伸皮輥軸承、尼龍過橋齒輪(包括齒輪軸)以及輸出皮輥;二是作為輸出皮輥壓力傳動杠桿。因此殼體要牢固、結實、耐用,加工精度要高,外表面光滑美觀并穩定可靠。另外,殼體要有防飛花進入的功能。
牽伸皮輥:牽伸皮輥軸承除承受搖架的壓力之外還要承受傳動輸出皮輥的尼龍齒輪的作用力,所受的壓力較普通環錠紡大,它上面的齒輪又小,因此必須保證材料質量,提高加工精度,采用合理的熱處理工藝。齒輪絕對不能出現缺齒、斷齒現象。輸出皮輥軸承質量可同牽伸皮輥軸承。
牽伸膠輥:由于緊密紡沒有絨輥而且導紗動程較小(4 mm左右),因此要求膠輥既有較軟的硬度、較高的彈性,又要耐磨性能比較好。根據試驗紡純棉時采用進口膠輥阿姆斯壯J463較好,采用國產膠輥時要進行紫外線照射處理,否則膠輥表面黏花嚴重。
輸出膠輥(集聚膠輥):硬度可比牽伸膠輥大些,其采用國產膠輥就能滿足紡紗要求,硬度為肖氏硬度72度左右,其耐磨性、抗靜電、抗繞性要好。
尼龍齒輪:要求齒形完整,齒面耐磨,齒輪軸最好配有軸承,使用壽命要求1年以上,不合格率不能超過1%。
4 負壓式緊密紡對空調的要求
負壓式緊密紡一般細紗車間溫度要求控制在26~32℃,相對濕度紡純棉時要求控制在52%~56%為宜,且空氣含塵量要求小于1 mg/m3,換氣次數要達到32次左右。
通過對三羅拉和四羅拉式網格圈緊密紡裝置的試用,緊密紡根據紡紗品種不同,480錠的細紗機排風量在1600 m3/h.臺至3000 m3/h.臺左右,就是按照1800 m3/h臺計算,每萬錠排風量約為37800 m3/h,原普通環錠紡一萬錠送風量10萬m3/h左右,如果緊密紡裝置的排風直接排向車間,由于空氣僅通過一層過濾器網過濾,一是過濾效果不好,二是有可能糊塞網眼造成排風不暢,進而影響緊密紡負壓系統。如果排到空調室,也存在三個問題,一是由于原空調室面積太小,無法安裝濾塵設備,造成噴淋系統污染,堵塞噴嘴,影響空調效果,二是有可能總回風量大于總送風量,車間形成負壓,影響車間生產,三是原送風系統是根據普通環錠紡設備設計,處理風量及送風風量很難以改變,空調的效果比較差。因此我們新上了5萬錠緊密紡車間及設備,沒有走老機改造的路子。
5 緊密紡對其它設備配置的要求
緊密紡項目,或改造,或新上,一般有兩種思路。一是通過緊密紡把同等原料(半成品)的紗提高檔次;二是在同等質量要求的情況下降低配棉成本。
我公司主要以生產純棉細號紗為主,因此主要采用第一種思路,通過緊密紡來提高產品檔次,發揮企業的核心競爭力。我們采用的紡紗工藝流程如下:
清梳聯→預并條→條并卷→高效精梳機→單眼并條→電腦粗紗機→緊密紡細紗機→自動絡筒機
5.1 前紡設備配置及半成品質量要求
緊密紡前紡設備配置及半成品質量要求基本上與普通環錠紡相同,只有細紗雜質、短絨上控制應該比普通環錠紡嚴格,為此應該在清梳聯流程中配置微塵去除設備,在精梳工序加大對短絨的排除。
5.2 自動絡筒
在絡筒工序除配置的電子清紗器有正常紗疵切除功能外,還必須具有毛羽檢測和切除、剔除功能,使緊密紡紗線質量得到保障。
6 使用效果
我們通過緊密紡裝置的試用,確定了緊密紡改造方案,完善了設計方案,掌握了一定的操作管理及設備維護保養、空調管理、工藝管理及半成品、成品管理、試驗檢驗方法等生產管理經驗。5萬紗錠緊密紡項目投產后,產、質量穩定,在紡織行業困難重重、庫存積壓嚴重的形勢下緊密紡產品保持了產銷兩旺的局面,表2是主要緊密質量指標情況。

表2 純棉精梳緊密紡品種質量指標
7 結語
我們通過對緊密紡裝置試用,選擇了適用于我公司的三羅拉網格圈式緊密紡形式。要做好緊密紡產品,細紗機的重要部件要選擇質量可靠、技術先進、使用周期壽命長,被市場認可的知名品牌產品,空調對緊密紡起著非常重要的作用。首先,把設計方案做好,保證細紗車間的換氣次數要達到32次左右,細紗車間濕度紡純棉時應控制52%~56%之間比較合適,空氣含塵量要低于1 mg/m3。另外前紡設備和絡筒設備也要做好關鍵功能配備等工作,由于基礎工作做得比較扎實,各項工作到位,我公司生產的緊密紡產品質量指標較好,達到了用戶的要求,產品受到用戶的好評。下一步,我們需要不斷總結生產經驗,探索緊密紡生產特點,改進生產工藝,抓好設備維修保養及操作管理工作,以便更好地滿足客戶質量穩定的需要。
[1] 張曙光,耿琴玉,張冶.現代棉紡技術[M].上海:東華大學出版社,2007.
[2] 趙陽,王驚濤,肖琴,等.緊密紡紗技術工藝研究[J].棉紡織技術,2009,37(4):6—9.
[3] 魏國,徐伯俊,王曉麗,等.緊密紡細號紗關鍵工藝優化研究[J].棉紡織技術,2009,37(4):13—15.
[4] 劉必英.緊密紡紗生產工藝研究與實踐[J].棉紡織技術,2009,37(4):1—5.
[5] 馬翠屏.國產緊密紡網格圈的開發與創新[J].現代紡織技術,2008,(1):22—23.
[6] 汪軍.氣流負壓式集聚紡技術發展及器材的應用研究[J].紡織器材,2010,37(6):53—57.
[7] 上海紡織控股(集團)公司,《棉紡手冊》(第三版)編委會.棉紡手冊(3版)[M].北京:中國紡織出版社,2004.
[8] 繆定蜀.我國緊密紡發展中存在的問題與建議[J].棉紡織技術,2011,39(8):61—64.
[9] 蘇旭中,吳婷婷,謝春萍,等.網格圈式緊密紡負壓對成紗性能的影響[J].棉紡織技術,2011,39(2):14—16.
[10] 周永剛,王潔.緊密紡細紗機生產中需要注意的幾個問題[J].棉紡織技術,2009,37(4):5.
[11] 魏國,徐伯俊,郭力茹,等.網格圈目數與紗線性能關系的研究[J].棉紡織技術,2009,37(5):21—23.
[12] 劉長桂,張志斌.緒森緊密紡專件的使用[J].棉紡織技術,2009,37(9):48—51.
[13] 程登木,羅錳.新型集聚紡技術技術探討[J].棉紡織技術,2009,37(9):15—18.
[14] 唐萍,張志斌.NWQ系列新型結構網格圈使用效果分析[J],棉紡織技術,2012,40(3):12—14.
[15] 竺韻德,愈建勇,薛文良.集聚紡紗原理[M].北京:中國紡織出版社,2010.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54