減少面料色差的正交試驗設計與數據分析
2014-01-18 03:08:37陳維波馬永俊姜永翠
山東紡織科技 2014年5期
陳維波,馬永俊,姜永翠(, )
1 找出影響色差的主要因子
影響色差的主要因子有4個:染色內外差A、織布緯紗多噴B、整理水洗溫度C、紗線捻度D。
2 考察各因子對面料色差的影響水平
當因子A是3~4級時,我們采取織布緯紗多噴的方法織造來減少面料色差;因子B一般是2~3根/次;因子C一般是100~115℃;因子D一般是30~35捻/2.54cm(見表1)。
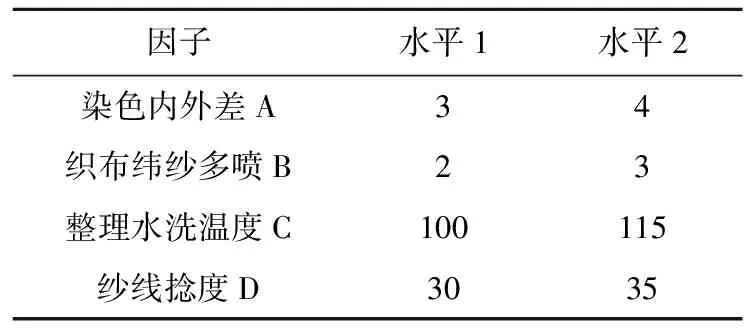
表1 因子水平表
3 選定正交表L8(27) 列出試驗計劃
由于所考察的因子都是二水平的,所以選擇有交互作用的正交表L8(27),根據影響色差的因子A、B、C、D不同水平,列出試驗計劃表(見表2),并得出在不同試驗條件下的面料色差一等品率。
4 列計算表 進行數據分析

表2 正交試驗計劃表
5 方差分析
從表4中看出在自由度為1的情況下,因子A和因子B的F比最高,即因子貢獻率最大,是重點分析因子對象。
表3 數據分析表
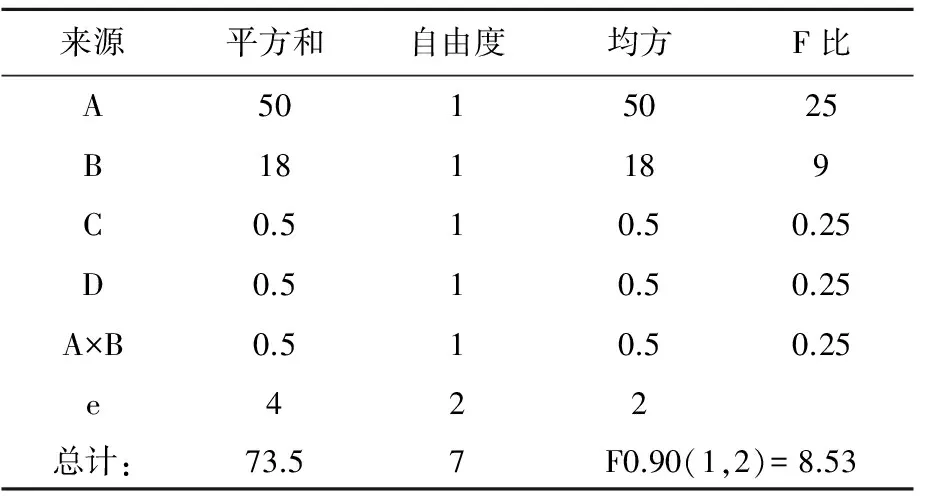
表4 方差分析表
6 最佳工藝選擇
從表4方差分析表中得知,因子A(染色內外差)和B(織布緯紗多噴)在顯著性水平α=0.1時對色差一等品率的影響是顯著的,其它因子不顯著。從數據分析表中看到,A2B2是最佳工藝條件,A×B的交互作用不顯著可不予考慮,因子C在滿足工藝要求的前提下在100~115℃內任取,為降底成本因子D取1.18捻/mm。表5為最佳工藝表。
7 對顯著性因子進行原因分析
為實現公司的質量方針:“產品是企業的生命之本,滿足國內外客戶的需求,不斷提高和改進產品質量是我公司永恒的主題”,為持續改進產品質量,現對顯著性因子A和B進行原因分析:

表5 最佳工藝表
7.1 對影響因子A(染色內外差) 進行原因分析
由于因子A(染色內外差)是影響面料色差的主要因子,所以我們就從可能影響因子A水平的工藝、染料、操作、設備及其它方面分析出對其影響的關鍵因素,詳見以下排列圖1,得出影響因子A的關鍵因素是“工藝”。
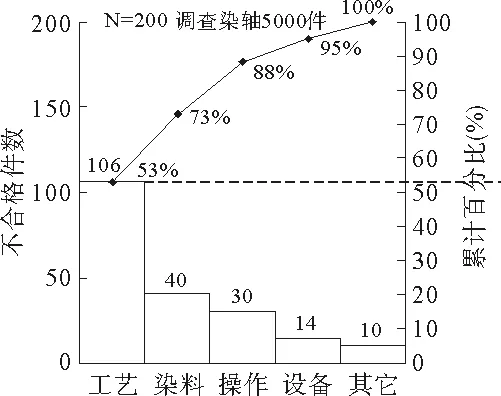
圖1 改進前不合格項目排列圖2013年6月25日至7月25日
7.2 對影響因子B(織布緯紗多噴) 的原因分析
同樣,我們從可能影響因子B水平的工藝、原料、操作、設備、環境及其它方面分析出對其影響的關鍵因素,詳見排列圖2得出影響因子B的關鍵因素是“操作”。
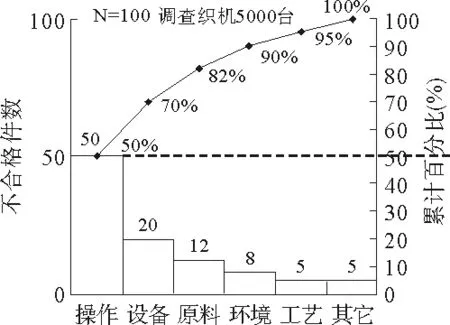
圖2 改進前不合格項目排列圖2013年6月25日至7月
7.3 對影響因子A(染色內外差) 的主要“工藝”因素進行分析
我們用因果圖找出影響因子A(染色內外差) 的主要“工藝”因素,見下圖3。
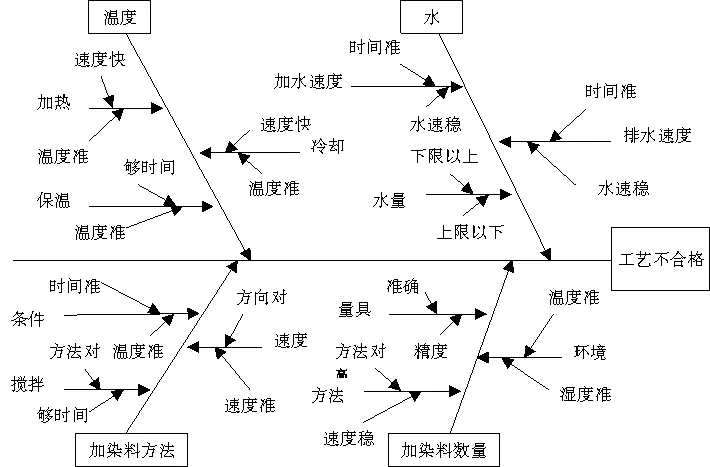
圖3 影響因子A(染色內外差)的主要“工藝”因素的因果圖
7.4 對影響因子B(織布緯紗多噴) 主要“操作”因素進行分析
我們用因果圖找出影響因子B(織布緯紗多噴) 的主要“操作”因素,見圖4。
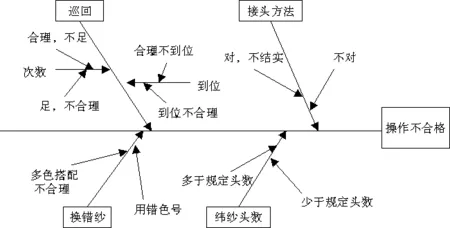
圖4 影響因子B(織布緯紗多噴)主要“操作”因素的因果圖
8 改進措施和改進后的效果
根據圖1、圖2中列出的主要因素和因果圖3、圖4中對影響主要因素的各項因素的分析,分部門和人員開會研究,制定目標措施,20天后重新用排列圖分析各因素,發現有明顯成效。
8.1 改進措施
針對影響因子A(染色內外差)的主要“工藝”因素和影響因子B(織布緯紗多噴)主要“操作”因素,我們列出如下措施,見表6。
8.2 改進前后 影響因子A(染色內外差)不合格項目排列圖比較
采取以上改進措施后,經過一個月的跟蹤試驗影響因子A的工藝因素件數由106件下降到42件,占不合格品的比例由53%下降到21%,對降低面料色差起到了很好的作用見圖1~圖5。

表6 降低面料色差的措施表
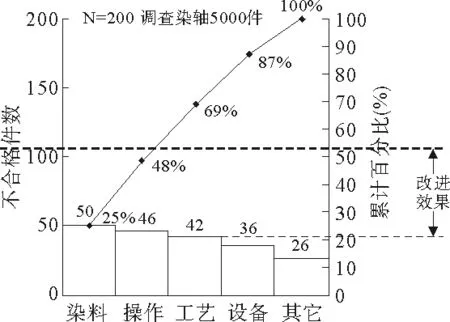
圖5 改進后不合格項目排列圖2013年7月26日至8月25日
8.3 改進前后,影響因子B(織布緯紗多噴)不合格項目排列圖比較
同樣,在采取以上改進措施后,經過一個月的跟蹤試驗影響因子B的“操作”因素件數由50件下降到18件,占不合格品的比例由50%下降到18%,也對降低面料色差起到了很好的作用,見圖2、圖6。

圖6 改進后不合格項目排列圖2013年7月26日至8月25日
9 結論
綜上所述,我們運用正交表對影響色織面料一等品率的因子進行方差分析,從中找出顯著性因子,然后運用排列圖和因果圖找出影響色差一等品率的主要因素,再針對這些因素定措施、定指標,進行質量目標改進,使因色差降等的面料由60%降到25%,提高產品質量效果非常顯著,為色織企業降低因面料色差產生的次品提供了技術依據。
[1] 汪瀾,曾軍英,嚴峻.絲/毛混紡織物的同色性染色技術[J].紡織學報,2005,26(6):44—49.
[2] 劉會娟,朱亞偉.還原清洗中助劑對滌綸/氨綸織物沾色性的影響[J].印染助劑,2010,27(8):39—42.
[3] 余艷娥,黃玲,周芳穎,劉超艷.聚氨酯服裝面料革染色工藝[J].印染,2012,38(18):18—20.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03