成形網動態濾水特性及紙張抄造性能分析
2014-01-12 08:52:48胡志軍胡桂林劉寶鑒汪丹妤
中國造紙 2014年7期
胡志軍 胡桂林 劉寶鑒 汪丹妤
(浙江科技學院,浙江杭州,310023)
在造紙工業高速發展的今天,質量和成本成為取得競爭優勢的關鍵。如何持續降低成本、提高產量是造紙企業一直以來關注的焦點[1]。工廠實踐證明,造紙企業使用合適的成形網,可延長造紙機運行時間、提高留著率、減少濕部斷紙次數、提高紙幅出壓榨部干度、改善紙張表面性能等,最終大大提高造紙機車速和生產效率,并減少能源消耗[2-3]。
造紙成形網是一種由聚酯單絲或尼龍單絲構成、經緯線編織而成的織物,在紙和紙板的濕法成形過程中起著至關重要的作用。其織造方法、脫水性能、結構強度和使用壽命與造紙機的產品質量、生產效率和生產成本密切相關[4-6]。優良設計的成形網有利于造紙機節能降耗、提高生產效率和產品質量。目前,國內對成形網的研究應用仍處在引進、消化和吸收國外先進技術的基礎上進行自主設計階段[7]。因而,高效成形網的設計、制備及選型是造紙及織物工作者共同面臨的機遇和挑戰。
為更好地滿足紙和紙板高速抄造的需要,成形網的制造技術日益更新和發展。為了滿足抄造過程對成形網的要求,即脫水能力、成形質量、纖維及填料留著率、使用壽命等,其制造工藝更是不斷深入發展和優化。造紙成形網的結構經歷了一系列的改進,從單層網向兩層 (2C)、兩層半 (2B)、三層成形網演變,再進一步改良得到最新的自綁式三層網 (Sheet Support Binder,SSB),如圖1所示。
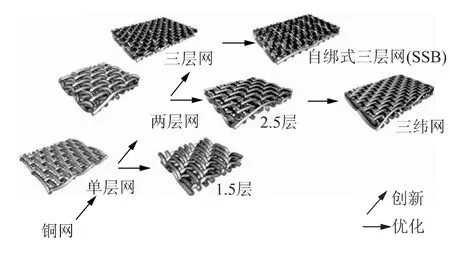
圖1 成形網的發展過程
國外專業成形網制造商根據各紙種的生產要素,將其產品分成多個系列,每一系列產品都有一套完善的設計和織造工藝體系。同時,各個系列又根據綜數及編織工藝特點,再細分成多種規格的產品。與國外相比,國內成形網的制備技術存在較大差距。由于成形網涉及多個學科領域,與其制造相關的造紙產業和紡織工作者較少涉及這一方面的研究。國內成形網制造公司及工作者因其自身條件的局限,成形網制備技術的發展通常依賴生產試用和改進以及工程實踐的積累,理論研究不夠深入。
本實驗選用不同類型和規格的成形網考察典型漿料的動態濾水特性及對紙張性能的影響,為優化成形網的結構設計、提高生產效率和紙張性能提供參考。
1 實驗
1.1 實驗原料
成形網由安徽某網業公司提供。漿料由富陽某造紙企業提供,1#漿料以漂白針葉木長纖維和少量填料(10%)構成,2#漿料由漂白闊葉木短纖維和填料(35%)構成。
1.2 實驗儀器
標準漿料高剪切分散機,德國DFA動態濾水分析儀,ZQJ1-200紙樣抄取器,WZL-300臥式電腦測控拉力機,DCP-SLY1000電腦測控紙張撕裂度儀和DN-B白度儀。
1.3 動態濾水分析
選用DFA動態濾水分析儀對特定漿料和成形網進行濾水分析,濾網替換為不同規格的聚酯成形網。該設備極好地模擬了造紙機的留著條件,攪拌器可編程設定,可獲取不同的作用時間及不同的剪切條件,記錄濾液量隨時間的變化。
1.4 抄片及物理性能檢測
以成形網替換紙樣抄取器原有的銅網,抄制定量80 g/m2手抄片。制得的手抄片經恒溫恒濕條件平衡24 h,再進行相關物理性能的檢測。紙張物理性能的檢測按照國家標準進行,主要包括定量、厚度、抗張指數和撕裂指數等,紙張灰分含量按照GB/T 463—1989測定。
2 結果與討論
2.1 成形網顯微結構分析
單層聚酯網在織造方法上與傳統銅網十分類似,區別僅限于所用材料。與銅網相比,聚酯網的突出優點是網子質量輕、網身柔軟、易于操作、易于清洗、壽命長,可顯著提高生產效率。單層網由單根經/緯線系統相互交織而成[3],如圖2(a)所示。高密度經緯線細網的優點是表面性能好,填料和細小纖維等留著率高;缺點是網子不耐磨,使用壽命較短。低密度粗網的優缺點與前者正好相反。單層網的結構設計在滿足成紙性能和使用壽命兩者之間顯示出一對矛盾關系。
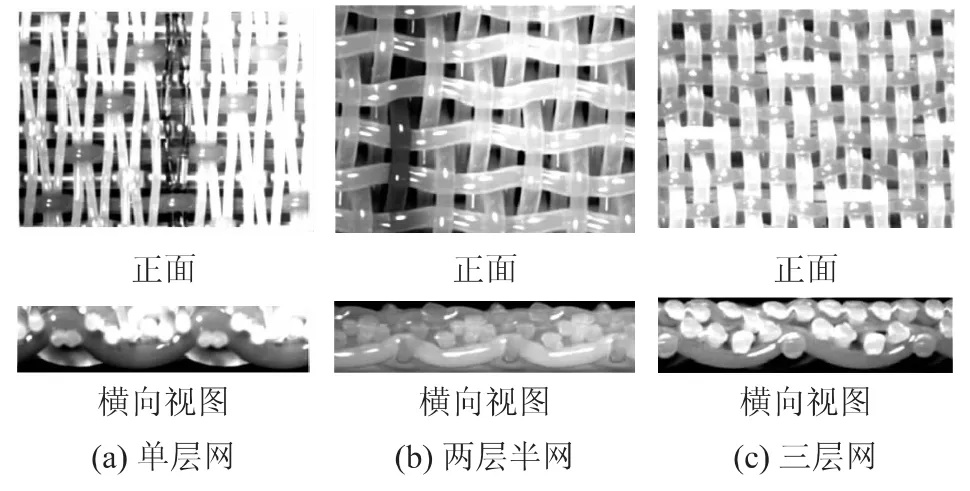
圖2 成形網顯微照片
兩層網擁有兩層經線,緯線先后穿過上下層經線,使得整體結構更加緊密,尺寸穩定性優于單層網。兩層半網在兩層網的基礎上,面層增加1根緯線,該緯線依次穿過上下層經線,實現了面緯和底緯的分離,見圖2(b)。緯線可采用不同密度和線徑的紗線,面緯線徑比較細,有利于提高纖維留著率和降低成紙兩面差;底緯線徑比較粗,使網子更加耐磨,延長使用壽命。三層網的特點是具有多個橫向緯線系統和縱向經線系統,完全可分離的面層和底層,見圖2(c)。通常面緯和底緯的比例采用2∶1或3∶2,同時底緯部分采用耐磨的尼龍單絲來替代聚酯單絲。
2.2 成形網動態濾水特性分析
選用富陽某造紙公司提供的兩種代表性的漿料和三類典型的成形網進行動態濾水檢測分析。其中,2C代表兩層網,2B代表兩層半網,SSB代表三層網,序號1~3表示線密度增加的趨勢。
2.2.1 不同規格成形網對1#漿料動態濾水特性的影響圖3和表1為1#漿料動態濾水特性曲線和特性參數。結合圖3和表1分析得到,拐點x值出現越早表明成形網越快形成初始纖維截留層,助留效果好。一般情況下,成形網只能直接影響紙張的初始成形,而進一步的成形、留著和濾水都由初始纖維截留層控制[8]。終點y值越大,表明單位時間內濾水越多;斜率越大,表明濾水速率越快。成形網2B-3并未形成明顯的濾水拐點,表明該成形網快速形成初始纖維截留層,留著效果最好;其次成形網SSB-3的拐點x最小,同時終點y值都相對較低,濾水最慢。成形網2B-1拐點x值最大,表明該成形網最晚形成初始纖維截留層。成形網2C-1和2C-2終點y值最大,表明該類型成形網的濾水最快;但2C-2同時具有小的拐點x值,表明它還同時具有較好的留著。綜上,同類型的成形網,織造方法對濾水和留著的影響顯著。
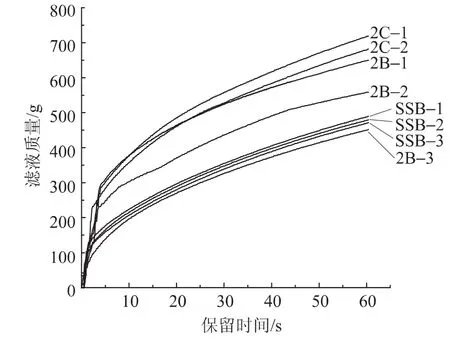
圖3 1#漿料動態濾水特性曲線
2.2.2 不同規格成形網對2#漿料動態濾水特性的影響
圖4和表2為2#漿料動態濾水特性曲線和特性參數。結合圖4和表2分析得到,2#漿料的動態濾水性能與1#漿料比較,成形網拐點x值多數均較1#漿料要大,表明2#漿料形成穩定的截留層相對滯后,原因在于2#漿料纖維較短,細小組分較多;終點y值普遍較1#漿料要高,表明2#漿料的濾水性能較1#漿料好;不同成形網拐點x值相差不大,表明不同類型成形網對2#漿料的濾水成形影響較弱。由表2還可知,2C-1的濾水性最好,成形網2B-1次之;SSB-2最早出現拐點,形成有效截留層,留著效果好,終點y值也相對較低;2B-3的濾水最慢,拐點x值較低,留著效果最好。
2.3 不同成形網對紙張性能的影響
取不同漿料,采用不同規格聚酯網替代抄片器的銅網進行抄片,檢測相應指標。
2.3.1 不同成形網對1#漿料抄造紙張性能的影響
表3為1#漿料使用不同成形網抄造紙張的性能。由表3得知,對于1#漿料,2C系列成形網抄造紙張灰分最少,填料留著率最低,強度指標也最低;2B系列成形網的填料留著率最高,表明該類型成形網對纖維和填料的留著最好,同時紙樣強度指標值也最佳;SSB系列成形網強度指標和留著率適中。2B-2的抗張指數和撕裂指數均表現為最高,成形網SSB-3次之。成形網2B-1的紙樣耐折度最高,抗張指數和撕裂指數也較高。綜合評價,2B系列成形網兼顧了留著和紙張性能,其性能最佳,2B-2在紙張物理性能方面表現最佳,2B-3在留著方面表現最好。

表1 1#漿料動態濾水特性參數

表2 2#漿料動態濾水特性參數
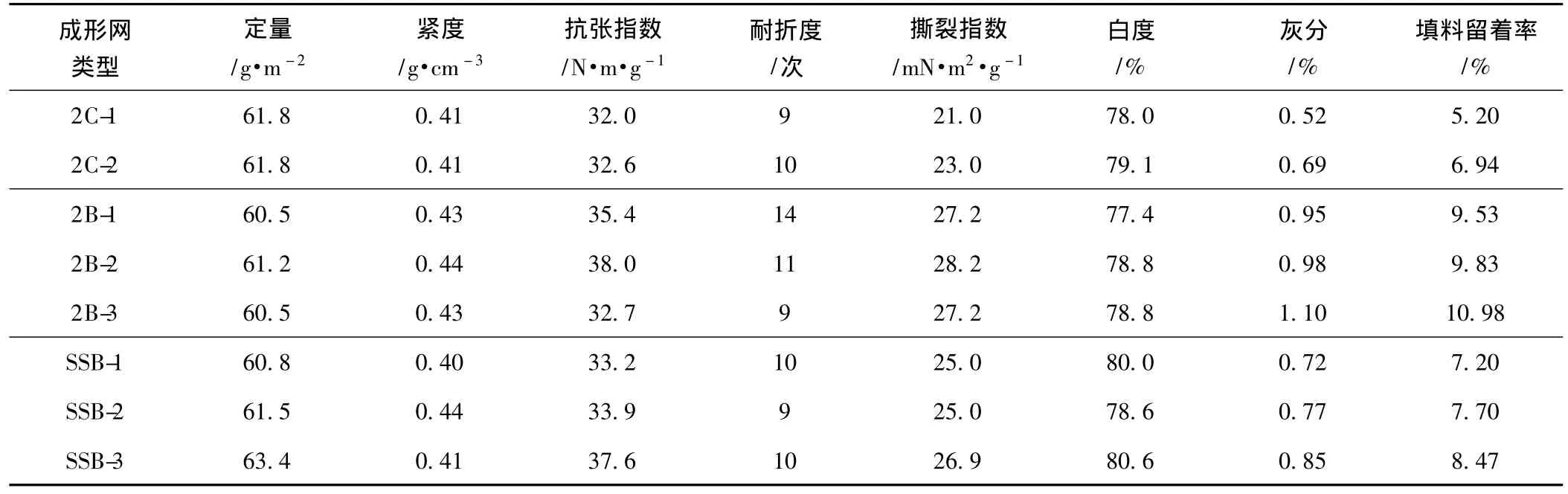
表3 不同成形網對1#漿料紙張性能的影響
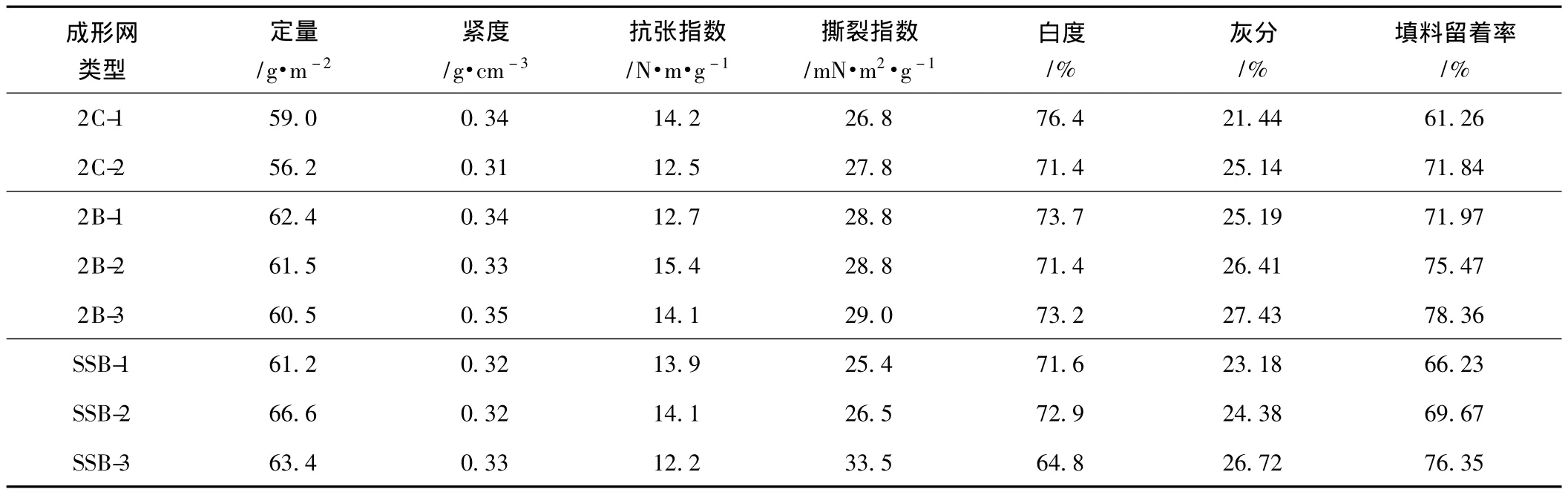
表4 不同成形網對2#漿料紙張性能的影響
2.3.2 不同成形網對2#漿料抄造紙張性能的影響
表4為使用不同成形網抄造2#漿料紙張的性能。由表4比較得到,對于2#漿料,因填料比例較多,強度指標均低于1#漿料,尤其耐折度顯著降低,檢測中多個試樣檢測不出,未給出相應數據;其中抗張指數和撕裂指數變化幅度都較小,與1#漿料類似。三大系列成形網在留著率和強度指標方面對2#漿料的影響與1#漿料大致相同。2C系列成形網在多個方面的性能與SSB系列成形網相近,表明對于品質相對較差的漿料使用低價的2C系列成形網更實用。成形網2B-2的抗張指數表現最高,撕裂指數與留著率相對較高;成形網SSB-3的撕裂指數最高,但抗張指數較低;成形網2B-3填料留著率最高,抗張指數偏低,撕裂指數適中。同上,2B系列成形網的綜合性能最佳,兼顧了留著和紙張性能,2B-2在紙張物理性能方面表現最佳,2B-3在留著方面表現最好。
3 結論
本研究考察了長纖維和短纖維兩種漿料在三類典型成形網 (兩層網 (2C)、兩層半網 (2B)和三層網 (SSB))上的動態濾水特性,以及對抄造紙張性能的影響,為優化成形網的結構設計,提高生產效率和紙張性能提參考。
3.1 根據漿料動態濾水特性分析,長纖維為主的漿料濾水拐點普遍早于短纖維和填料較多的漿料,終點y值低于短纖維和填料較多的漿料,不同規格成形網對長纖維為主的漿料的留著都高于短纖維和填料較多的漿料,但濾水較慢。
3.2 綜合考慮動態濾水特性和紙張性能,2C系列成形網在多個方面的性能與SSB系列成形網相近,對于短纖維和填料較多的漿料,使用低價的2C系列成形網更實用。
3.3 成形網2C-1和2C-2終點y值最大,表明該類型成形網的濾水性最好;2C-2同時具有小的拐點x值,表明它還同時具有較好的留著;數據表明同類型的成形網,織造方法對濾水和留著影響顯著。
3.4 2B系列成形網的性能最佳,兼顧了留著和紙張性能,2B-2在紙張物理性能方面表現最佳,2B-3在留著率方面效果最好,同時說明更多的細小組分留著有利于提高紙張的結合強度。
[1] Wang Yan.The Advanced Forming Fabric Technology[J].World Pulp and Paper,2009,28(4):68.王 艷.最新的造紙成形網應用技術[J].國際造紙,2009,28(4):68.
[2] Bottiglieri J.Machine Clothing strategies keep wraps on cost[J].TAPPI,Solutions!For people,Processes and Paper,2004,87(8):26.
[3] Reese,Richard.Save Energy by optimizing paper machine clothing[J].TAPPI,Solutions!For people,Processes and Paper,2006,89(4):21.
[4] JI Ya-chao,WANG Hai-yi,WANG Zhi-jie,et al.Detection of Forming Fabrics's Dewatering Performance in Wet-end by Using NDC Drainage Profiler Model[J].China Pulp & Paper,2008,27(12):43.冀亞超,王海毅,王志杰,等.在線檢測成形網網部的脫水性能[J].中國造紙,2008,27(12):43.
[5] TAN Xiao-hang.Development and Application on Forming Fabrics of Multi-wire Paper Machine[J].China Pulp & Paper,2003,22(3):61.譚曉杭.疊網紙機成形網的開發應用[J].中國造紙,2003,22(3):61.
[6] WANG Xiao-hua,WANG Zhi-jie.The Advanced Manufacture Techniques of Forming Fabric and the Products[J].World Pulp and Paper,2006,25(6):49.王曉華,王志杰.成形網最新制造技術及相關產品[J].國際造紙,2006,25(6):49.
[7] WANG Yong-wei,WANG Zhi-jie,JI Ya-chao,et al.The Knitting Methods of Forming Fabrics and the Relationship between Its Dewatering and Forming Properties and the Knitting Methods[J].China Pulp & Paper,2008,27(4):57.王永偉,王志杰,冀亞超,等.造紙成形網的編織方法與脫水成形性能的關系[J].中國造紙,2008,27(4):57.
[8] Wang Yan.Revolution in the making forming fabric[J].World Pulp and Paper,2011,30(3):52.王 艷.造紙成形網的最新發展[J].國際造紙,2011,30(3):52.