糯扎渡主軸加工工藝研究
2013-12-31 07:17:08陳瑞華宮玉龍
機(jī)械工程師 2013年4期
關(guān)鍵詞:工藝
陳瑞華, 宮玉龍
(哈爾濱電機(jī)廠有限責(zé)任公司,哈爾濱150040)
1 引 言
糯扎渡機(jī)組是哈電研制和生產(chǎn)的大型水電機(jī)組,其機(jī)組結(jié)構(gòu)與公司后續(xù)生產(chǎn)的溪洛渡、向家壩等大型機(jī)組的結(jié)構(gòu)相似,因此,主軸等關(guān)鍵部件的生產(chǎn)、加工將直接關(guān)系到后續(xù)類似機(jī)組的產(chǎn)品質(zhì)量。
糯扎渡主軸聯(lián)軸銷孔采用鏜模加工,因主軸法蘭厚度較大,為了防止鏜模變形,鏜模的厚度也較大。糯扎渡1#主軸在精鏜發(fā)端過程中,如果采用常規(guī)方式,在主軸與鏜模把合后,鏜模厚度和主軸把合孔的長(zhǎng)度累加在一起為390mm,需采用長(zhǎng)度為500mm 的精鏜刀桿。由于刀桿過重,加之機(jī)床鏜桿間隙,在精鏜時(shí)極易造成主軸把合孔尺寸超差。主軸轉(zhuǎn)輪端用32-M30 螺栓將糯扎渡主軸鏜模與主軸裝配在一起,鏜模與主軸平面之間四周有約1mm 間隙,無法按鏜模加工主軸聯(lián)軸銷孔。糯扎渡主軸法蘭背面4-G2/φ56 孔現(xiàn)有設(shè)備無法加工。因此,解決上述三個(gè)問題是工藝研究的重點(diǎn)。
2 主要工藝技術(shù)方案
2.1 糯扎渡轉(zhuǎn)輪端聯(lián)軸銷孔的加工
用32-M30 螺栓將糯扎渡主軸鏜模與主軸裝配在一起,鏜模與主軸平面之間四周有1mm 左右間隙,無法按鏜模加工主軸聯(lián)軸銷孔。因主軸已半精鏜M160×8 螺紋底孔,故我們采用數(shù)控編程復(fù)檢主軸鏜模軸孔尺寸并做記錄,根據(jù)鏜模軸孔數(shù)據(jù),數(shù)控編程精銑18-M160×8 螺孔,同時(shí)對(duì)稱180°半精鏜2 個(gè)工藝銷孔。用2 個(gè)工藝銷孔定位裝配鏜模,調(diào)整鏜模合格后,精鏜18 個(gè)銷孔。通過這種方法確保了主軸加工合格。具體加工要求如下:
(1)S1531-6 主軸鏜模復(fù)檢。鏜模立放,φ1870 凹止口平面朝向機(jī)床,背靠彎板;以φ1870 至φ2760 之間的平面找平,對(duì)點(diǎn)百分表讀數(shù)相同;以φ1870 凹止口找正,對(duì)點(diǎn)百分表讀數(shù)相同,圓度誤差小于0.15mm;壓緊鏜模,并復(fù)檢找正結(jié)果;以φ1870 凹止口尺寸中心為圓心,數(shù)控編程記錄18-φ290H7 之間的相對(duì)位置并做記錄。測(cè)量18-φ290H7 之間的H 值和L 值,并做記錄。
(2)主軸轉(zhuǎn)輪端找正后復(fù)檢及粗鏜。主軸以φ1870g6凸止口為基準(zhǔn),數(shù)控編程確定中心。
按鏜模復(fù)檢軸孔的程序,復(fù)檢主軸18-φ280H7 銷孔/M160×8 螺孔位置,保證18-φ280H7 銷孔、18-M160×8 螺孔位置正確及有加工余量。
主軸以φ1870g6 凸止口為基準(zhǔn),數(shù)控編程確定中心,按鏜模復(fù)檢軸孔的程序數(shù)控編程銑18-M160×8 螺孔達(dá)圖紙要求,粗銑φ280H7 銷孔。其中對(duì)稱180°方向,在φ280H7 銷孔位置半精鏜2 個(gè)工藝銷孔,記錄工藝銷孔數(shù)據(jù)及鏜模對(duì)應(yīng)孔數(shù)據(jù)。按實(shí)測(cè)尺寸配車工藝定位銷,定位銷與工藝銷孔及鏜模止口間隙在0.10~0.15mm 之間。
(3)鏜模與主軸裝配。將鏜模與主軸按正確位置進(jìn)行裝配,并用工藝定位銷進(jìn)行定位,檢查鏜模與主軸定位止口之間的間隙,間隙應(yīng)均勻;復(fù)檢加工后的M160×8 螺孔的φ280 粗鏜孔與鏜模軸孔之間的同軸度,同軸度要求為0.1mm;鏜模與主軸裝配合格后,按工序要求精鏜1-φ280H7 銷孔,裝定位銷,180°精鏜另一個(gè)φ280H7 銷孔并裝定位銷。精鏜其余銷孔達(dá)圖紙要求。精鏜后的18-φ280H7 銷孔與鏜模對(duì)應(yīng)軸孔之間的同軸度應(yīng)合格。圖1為糯扎渡主軸與鏜模裝配;圖2 為糯扎渡主軸。
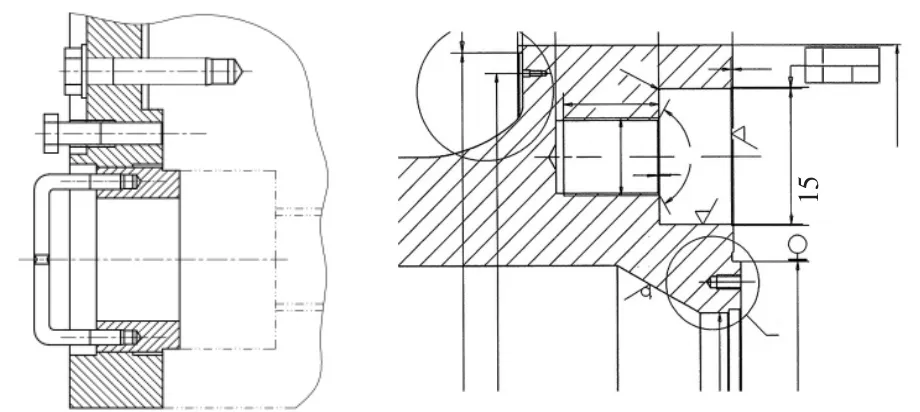
圖1 糯扎渡主軸與鏜模裝配
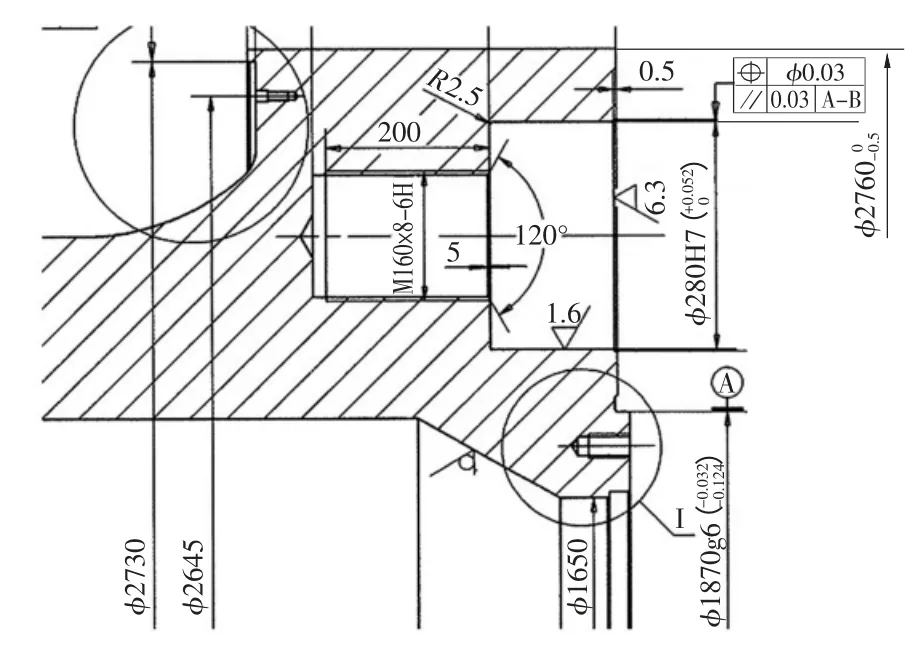
圖2 糯扎渡主軸
2.2 主軸發(fā)電機(jī)端聯(lián)軸銷孔的加工
采用常規(guī)方法加工聯(lián)軸銷孔,主軸與鏜模把合后,鏜模厚度和主軸聯(lián)接孔的長(zhǎng)度累加在一起為390mm,需采用長(zhǎng)度為500mm 的精鏜刀桿。由于刀桿過重,加之機(jī)床鏜桿間隙,在精鏜時(shí)極易造成主軸把合孔尺寸超差。為了保證孔的精度,以鏜模孔為基準(zhǔn),利用對(duì)中儀對(duì)主軸把和孔進(jìn)行單孔找正。然后利用長(zhǎng)度<300mm 的精鏜刀精鏜出深50mm、直徑為φ164.7mm 的找正段(為保證最后精鏜的光潔度單邊留0.15mm 余量)。在精鏜找正段結(jié)束后,交檢、檢查各孔尺寸。交檢合格后,將鏜模拆下,利用精鏜出的找正段繼續(xù)對(duì)孔內(nèi)未加工到的深度再次使用單孔找正的方法找正,找正合格后交檢。交檢合格后,繼續(xù)使用長(zhǎng)度<300mm 的精鏜刀將把和孔加工到圖紙深度尺寸,并將前部留量位置加工到圖紙尺寸。

圖3 糯扎渡主軸在NC200 鏜孔圖
3 結(jié) 語
通過總結(jié)、借鑒糯扎渡主軸加工的經(jīng)驗(yàn),對(duì)溪洛渡、向家壩等大型結(jié)構(gòu)相似的機(jī)組主軸存在的技術(shù)難點(diǎn)進(jìn)行嚴(yán)謹(jǐn)?shù)募夹g(shù)分析準(zhǔn)備,通過制定合理的工藝方案,應(yīng)用先進(jìn)實(shí)用的加工工具,保證了質(zhì)量精度達(dá)到設(shè)計(jì)圖紙要求,糯扎渡水輪機(jī)是我公司自主研發(fā)制造的大型機(jī)組,糯扎渡機(jī)組主軸在制造工藝方面經(jīng)過深入研究和論證,結(jié)合公司現(xiàn)有的設(shè)備特點(diǎn)和加工能力,優(yōu)質(zhì)地完成了生產(chǎn)加工任務(wù),為后續(xù)溪洛渡、向家壩等機(jī)組的加工奠定了堅(jiān)實(shí)的基礎(chǔ)。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
