接料臂加工誤差分析與工裝設計
2013-12-23 04:32:52孫繼峰
機械工程師 2013年2期
關鍵詞:工藝
孫繼峰
(河北天擇重型機械有限公司,河北邯鄲056200)
1 問題的提出
我公司在生產方坯精整線時,其中轉接料裝置結構中,兩根連接軸由一個半聯軸器連接到一起,每根軸上裝有3 個接料臂(連接軸見圖1、接料臂見圖2)。在其中一個連接軸上有一個接料臂是主動臂,主動臂與油缸相連接,油缸活塞桿伸縮帶動轉臂轉動一個角度,完成接料與送料工作;工作時,6 個接料臂A、B 托料平面應一致。但在設備組裝時,發現6 個接料臂A、B 托料面誤差達5mm。根據此部件結構分析,產生誤差的原因有兩種因素:(1)連接軸上4 個鍵槽中心加工不一致;(2)接料臂鍵槽與接料平面相對位置有加工誤差。
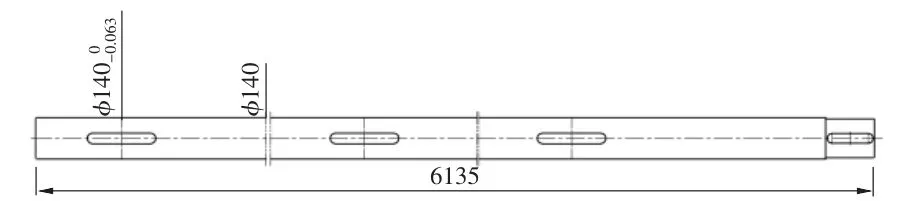
圖1 連接軸

圖2 接料臂
2 連接軸與接料臂原加工工藝分析及檢測
2.1 連接軸加工工藝
(1)調質處理:240~260HB;
(2)車:車軸各部尺寸成活(設備:C6140);
(3)鉗:以軸中心找正,劃十字線、劃4 處鍵槽加工線;
(4)銑:按線找中、找正,銑鍵槽成活(設備:X2012)。
2.2 接料臂加工工藝
(1)鉗:根據非加工面,劃找正線,劃A、B 面加工線、φ140 孔加工線;(2)鏜:按線找正,鏜φ140 孔;銑A、B 面成活;(3)鉗:以φ140 孔及A、B 成活面為基準,劃36 鍵槽加工線及找正線;(4)插:按線找正插36 鍵槽成活。
2.3 加工工藝分析
由連接軸加工工藝可知,連接軸上的4 個鍵槽是在龍門銑上一次裝夾完成的,其加工誤差由龍門銑設備精度決定。通過檢測連接軸4 處鍵槽配合面位置誤差為0.5mm(軸彎曲0.5mm),各處鍵槽中心與軸中心誤差在0.04mm 之內。因此,軸的加工誤差不是接料臂A、B 面誤差的主要因素。
由接料臂加工工藝可知,加工鍵槽前接料臂A、B 面已加工完成,以A 面為基準劃鍵槽加工線,此基準正確,但在加工鍵槽時按線找正,由于人為因素可能會出現找正誤差,其會影響到鍵槽定位面與A 面的垂直度。如果鍵槽配合面在φ140 圓周上移動0.1mm,鍵槽中心平面相對于A 面旋轉了4′23″,其反映到接料臂A 點則誤差1mm(根據三角形相似定理:0.1/70=t/793,t=1.13)。接料臂加工時,誤差方向不同,反映到A 點則有高、有低。通過將3 個接料臂分別裝配到連接軸同一個鍵槽,測量A 面與相鄰同一個接料臂A 面高度誤差最大為4mm。由此看來,產生A 面誤差的主要原因是接料臂加工。
通過以上分析,要想滿足裝配要求,使A 面高度一致,必須改進接料臂加工工藝。
3 接料臂加工新工藝
(1)鉗:根據各部加工余量,劃找正線、φ140 孔加工線;
(2)鏜:按線找正,鏜φ140 孔;
(3)鉗:以φ140 孔中心線為基準,根據A、B 面加工量,劃36 鍵槽找正線與加工線、劃A、B 平面加工線(A、B平面加工線只需劃一件);
(4)插:按線找正,插36 鍵槽成活;
(5)銑:加工第一件時,按線找正,工裝定位,將工裝中心位置定為0 點。加工A、B 面成活,并記錄成活位置坐標點。
4 料臂加工工裝與使用
4.1 料臂加工工裝
為保證料臂加工質量,設計了一套加工工裝,如圖3。
工裝由固定軸1、固定板2 組成。固定軸上銑一個36鍵槽;端面鉆一個M20 深40mm 的螺紋孔。固定板中心車一個φ120 孔與固定軸一端裝配后焊接到一起。
4.2 工裝使用方法

工裝使用方法如圖4 所示。
工裝1 用螺栓固定到彎板5;接料臂4 通過鍵3 周向定位裝到工裝固定軸,軸向用壓蓋6 定位。彎板5 在工件找正后,固定到鏜床工作臺。加工首件A、B 面時,按線找正后,將工裝及彎板固定牢,將工件軸孔中心定為坐標0 點;A、B 面加工成活時,記錄成活位置坐標點。從加工第二件開始,工裝、彎板位置不動,只需更換工件,按第一件所記錄的成活位置坐標點成活即可。
5 使用效果

圖4 接料臂工裝1.工裝 2.M20 螺栓 3.36 鍵 4.接料臂 5.彎板 6.壓蓋
通過實踐,用工裝定位加工料臂A、B 面,既節省了A、B 面劃線工序及加工找正時間,提高了工作效率,又保證了產品質量。用工裝定位加工的6 件料臂裝配后A 面誤差減小到0.6mm 之內。此加工方法在同類零件加工中值得推廣。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
