復(fù)合循環(huán)指令的組合式編程方法
2013-12-23 04:33:20王勝尹凌鵬
機械工程師 2013年2期
王勝, 尹凌鵬
(衢州職業(yè)技術(shù)學(xué)院機電工程學(xué)院,浙江衢州324000)
1 引 言
數(shù)控機床的種類很多,按照不同數(shù)控系統(tǒng)和加工聯(lián)動軸數(shù)可以分2 軸、3 軸、4 軸、5 軸…等一系列數(shù)控機床,這些數(shù)控機床都是靠程序來進行走刀軌跡的控制,所以數(shù)控機床對操作人員的編程要求非常高。一個零件的加工質(zhì)量往往取決于該零件的加工程序和加工刀具,這需要我們在平時的數(shù)控加工過程中不斷積累和總結(jié)編程技巧,來滿足數(shù)控加工的高效率、高精度的發(fā)展趨勢。
2 數(shù)控加工自動編程簡介
在機械加工中,數(shù)控加工的份額日益增加。由于傳統(tǒng)數(shù)控加工依靠手工編程,效率低,易出錯,加工對象簡單,限制并影響了數(shù)控機床的應(yīng)用,所以人們正逐步地由手工編程向自動編程轉(zhuǎn)變。
隨著計算機技術(shù)的迅猛發(fā)展,自動編程也逐漸過渡到以圖形交互為基礎(chǔ)的與CAD 集成的CAD/CAM 系統(tǒng)為主的編程方法。目前CAD/CAM 一體化集成形式的軟件已成為數(shù)控加工自動編程系統(tǒng)的主流。這些軟件可以采用人機交互方式對零件的幾何模型進行繪制、編輯和修改,得到幾何模型。然后對機床和刀具進行定義和選擇,確定刀具相對于零件表面的運動方式、切削加工參數(shù),便能生成刀具軌跡。最后經(jīng)過后置處理,按照特定機床的編程格式生成加工程序單,這就是編程軟件應(yīng)用于自動編程技術(shù)的優(yōu)勢,方便快捷高效。
3 復(fù)合循環(huán)指令編程簡介
3.1 外徑粗車復(fù)合循環(huán)指令(G71)
(1)FANUCOi 數(shù)控車系統(tǒng)G71 指令格式如下:

(只能進行不帶凹槽的并且外圓輪廓順序變化的循環(huán)加工)其中,△d 表示每次半徑方向的背吃刀量, 采用的是半徑值;e 表示每次切削循環(huán)后的退刀量,采用半徑值。ns 是要循環(huán)加工的第一個程序段號;nf 是要循環(huán)加工的最后一段程序段號;△u 表示X 軸加工方向留給精加工的余量;△w表示Z 軸方向留給精加工的余量;其精加工由相應(yīng)獨立的指令G70 P(ns)Q(nf)實現(xiàn)。
(2)華中世紀(jì)星HNC-21 系統(tǒng)G71 指令簡化格式及參數(shù)含義:
G71 U(△d)R(e)P(ns)Q(nf)E(△u)F(△w);(帶凹槽格式)
其中,△d 指的是每次半徑方向的背吃刀量,采用的是半徑值;e 代表的是每次切削循環(huán)后的退刀量,采用半徑值。ns是要循環(huán)加工的第一個程序段號;nf 是要循環(huán)加工的最后一段程序段號;△u 代表的是X 軸加工方向留給精加工的余量;△w 代表Z 軸方向留給精加工的余量。只是其精加工沒有相對應(yīng)的指令單獨運行,需要操作者在編程時注意編寫進去。
3.2 固定形狀切削復(fù)合循環(huán)(G73)
(1)FANUCOi 數(shù)控車系統(tǒng)G73 指令格式如下:
其中,i 為X 軸方向退刀量的大小和方向(用半徑值指定),該值是模態(tài)值;k 為Z 軸方向退刀量的大小和方向,該值也是模態(tài)值;d 為分層次數(shù)(粗車重復(fù)加工次數(shù));對于其余參數(shù)的意義,可以參考G71 指令的含義。
對于G73 復(fù)合循環(huán)指令,它主要是用于車削固定軌跡的輪廓。這種復(fù)合循環(huán)可以高效率地切削鑄造成形、鍛造成形或已粗車成形的工件。如果對不具備類似成形條件的工件采用G73 指令,則反而降低加工效率。
(2)華中世紀(jì)星HNC-21 系統(tǒng)G73 指令格式含義:
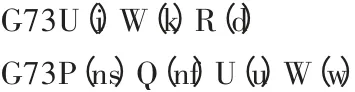
G73 U(Δi)W(Δk)R(r)P(ns)Q(nf)X(Δx)Z(Δz)F(f)S(s)T(t);
該含義同F(xiàn)ANUCOi 系統(tǒng)的指令含義相同,只是在格式上和加工形式上存在著一些差異,不影響使用者的操作。
實際使用中比較以上兩種系統(tǒng)可以發(fā)現(xiàn),目前數(shù)控加工系統(tǒng)應(yīng)用最普及的FANUC 和華中數(shù)控系統(tǒng)的G71、G73 指令格式不同,內(nèi)部參數(shù)的含義是大同小異的。但是在實際加工的過程中,華中的G71 指令可以代替FANUC的G73 指令,也就是說可以進行帶有凹槽和凹曲面的復(fù)雜零件的加工,所以在編程的時候,還是需要根據(jù)操作者對加工零件的不同,合理選擇相應(yīng)的數(shù)控系統(tǒng)和編程方法來進行數(shù)控加工。
4 組合式編程方法的應(yīng)用
針對復(fù)合循環(huán)指令的編程特點我們不難發(fā)現(xiàn),復(fù)合循環(huán)所調(diào)用的只是需要加工的程序段,也就是直接按照工件輪廓編寫的程序段,即精加工程序段,然后利用復(fù)合循環(huán)指令的循環(huán)加工過程去除大量的毛坯,那么在進行手工編程的時候會碰到形狀非常復(fù)雜的零件,需要花費大量的時間去計算極點和宏運算,效率、精度均低。如果直接利用自動編程來進行編輯,還需要粗加工、精加工、后置參數(shù)處理等一系列步驟,最后生成的G 代碼非常長,不容易修改。
針對這一缺點我們通過反復(fù)實驗,創(chuàng)新一套把自動編程和復(fù)合循環(huán)指令相結(jié)合的“組合編程方法”來簡化編程。
方法如下:利用CAXA 數(shù)控車進行自動編程的時候,把自動編程過程中的粗加工階段去除,直接編寫精加工程序和精加工的后置處理參數(shù),然后把精加工自動生成程序段放入G71 或者G73 的Pns Qnf 程序段之間進行循環(huán)走刀,這樣,既達到了粗加工的目的,又保證了精加工的精度控制,很好地避免了自動編程的這一缺點,大大提高了加工效率和編程速度,實現(xiàn)高精度、高效率的產(chǎn)品加工。
組合編程實例:我們加工的工件有橢圓和凹槽,給你選擇的是一臺華中世紀(jì)星HNC-21 系統(tǒng)、FANUCOi 數(shù)控車系統(tǒng)的數(shù)控車床,我們選擇華中世紀(jì)星HNC-21 系統(tǒng)的G71 復(fù)合循環(huán)指令進行組合編程,工件如圖1 所示。
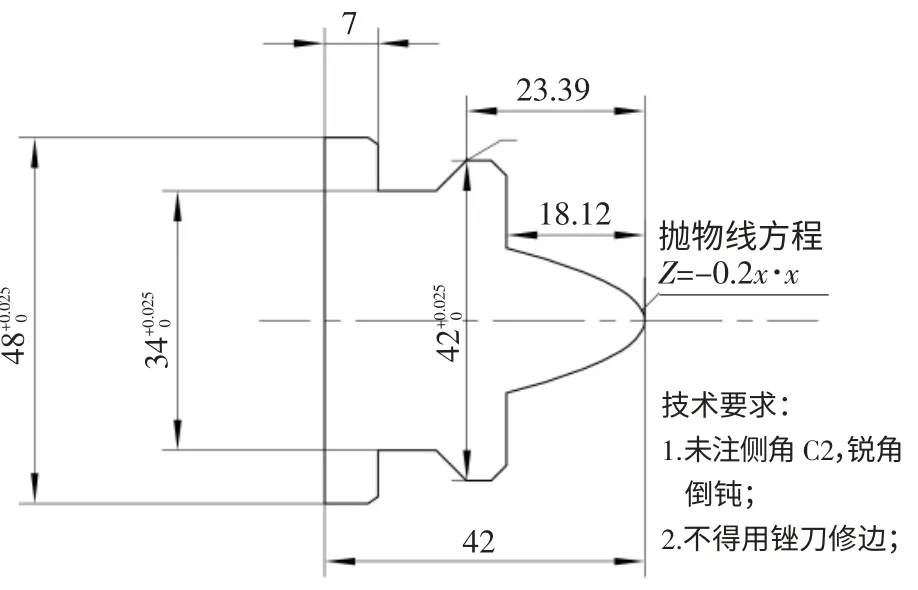
圖1 數(shù)控加工圖紙
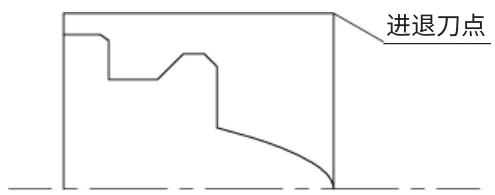
圖2 精加工軌跡圖
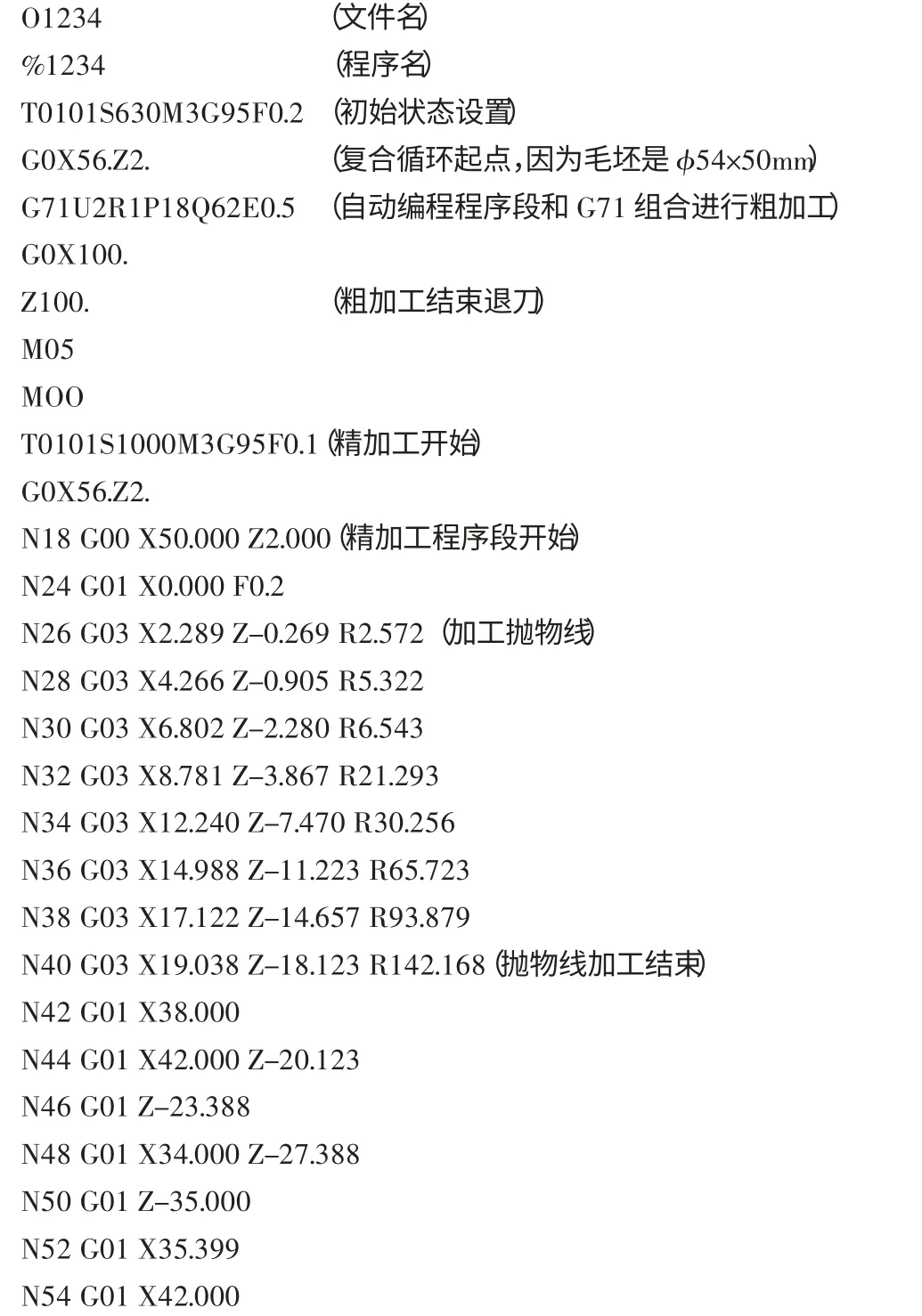
根據(jù)圖1 我們充分了解加工零件的信息,尺寸考慮到其有拋物線存在,馬上應(yīng)該考慮到應(yīng)用自動編程生成軌跡,按照組合編程的原理,只需要生成一個精加工的軌跡,然后選擇其中對加工有用的G 代碼和復(fù)合循環(huán)指令進行組合編程,又因其有凹槽存在,可考慮用華中世紀(jì)星HNC-21 系統(tǒng)G71 進行組合編程。從而簡化FANUCOi 數(shù)控車系統(tǒng)的G73 指令編程的復(fù)雜性。設(shè)置好華中世紀(jì)星HNC-21 系統(tǒng)數(shù)控車后置參數(shù)后,生成軌跡如圖2 所示。自動生成的代碼如下:
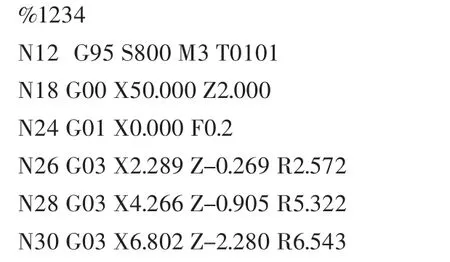
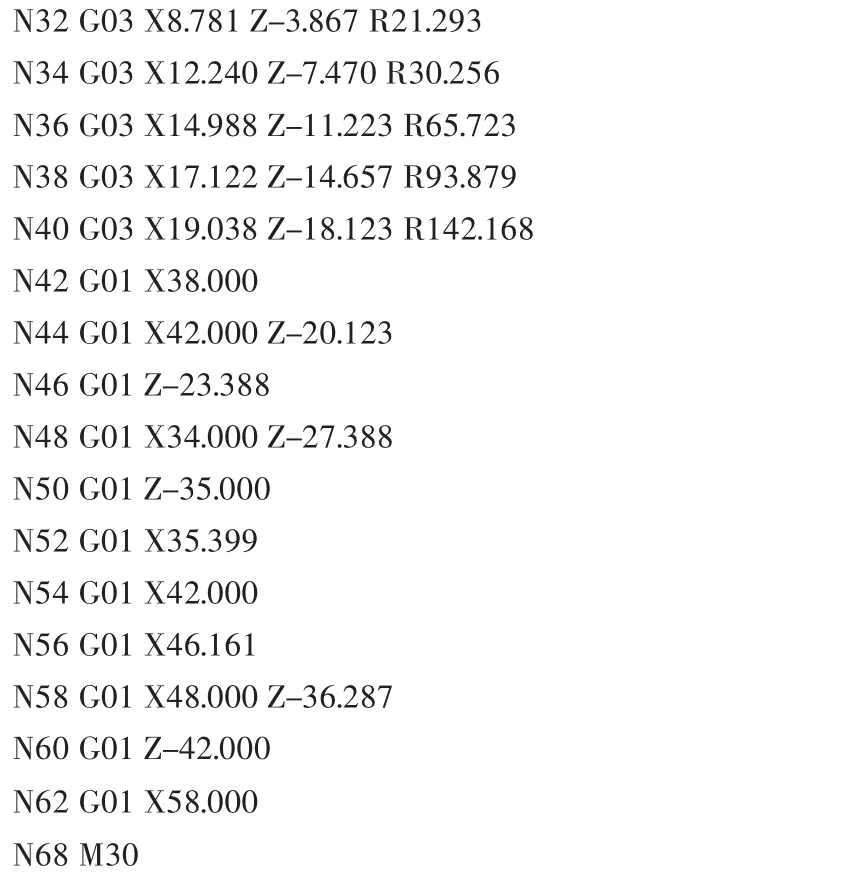
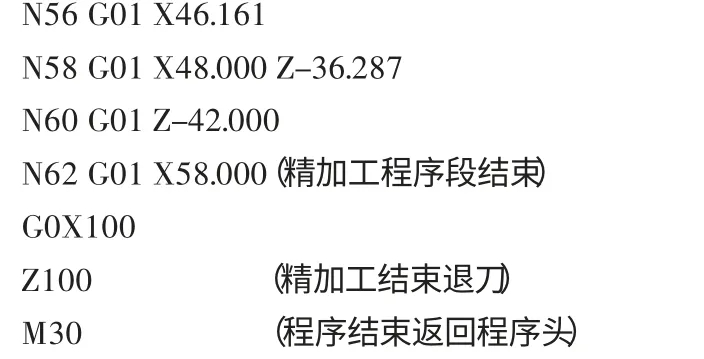
只是生成了精加工的程序就如此長,加上粗加工程序?qū)⒎浅7爆崱6旨庸さ哪康氖侨コ罅棵鳎蟛胚M行精加工,所以可以不需要自動編程的粗加工程序段直接提取程序段N18~N62 之間的程序,這樣省掉了自動編程的粗加工階段。
我們發(fā)現(xiàn),自動編程的精加工程序已經(jīng)把拋物線分成很多段圓弧進行鏈接,在整個生成代碼的過程中不需要任何計算,非常方便。那么利用華中世紀(jì)星HNC-21 系統(tǒng)G71 進行組合編程,程序如下:
5 結(jié) 語
根據(jù)組合編程實例,我們發(fā)現(xiàn)利用復(fù)合循環(huán)指令結(jié)合自動編程技巧,可以把自動編程的粗加工階段刪除,利用G71 或G73 復(fù)合指令的功能,在一個程序段中就可以完成粗加工和精加工的轉(zhuǎn)換和調(diào)用。操作非常容易,也確保了加工的效率和生產(chǎn)的精度,大大簡化了程序段和編程所需要的時間,可以說通過組合式編程的方法確實解決了自動編程和手動編程存在的一些缺點,在今后的實驗中我們要不斷創(chuàng)新,研究更適合當(dāng)今高精度高效率的數(shù)控加工編程方式和加工方法。
[1] 張超英. 數(shù)控編程技術(shù)[M]. 北京:中央廣播電視大學(xué)出版社,2008:13-14.
[2] 汪建安,程余璉.CAXA 自動編程與訓(xùn)練[M].北京:化學(xué)工業(yè)出版社,2010:1-2.
[3] 吳明友.數(shù)控車床(華中數(shù)控)考工實訓(xùn)教程[M].北京:化學(xué)工業(yè)出版社,2006:134-137.
[4] 孫艷.數(shù)控編程的實際應(yīng)用[J].機械管理開發(fā),2010(1):79-79.
[5] 沈建峰,虞俊.數(shù)控車工(高級)[M].北京:機械工業(yè)出版社,2006:131-139.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
電信科學(xué)(2016年10期)2016-11-23 05:11:56
