發動機缸體曲軸孔加工工藝研究
2013-12-23 04:32:18高志永張斌羅和平房長興李帥
機械工程師 2013年2期
關鍵詞:工藝
高志永, 張斌, 羅和平, 房長興, 李帥
(1.沈陽機床(集團)有限責任公司,沈陽110142;2.沈陽機床股份有限公司,沈陽110142)
1 引 言
發動機缸體屬于典型的多面多孔的箱體類零件,主要加工特征是平面和孔系,加工工藝復雜。曲軸孔作為發動機骨架缸體上的重要孔系,它的加工質量好壞直接影響發動機的裝配精度和整機性能,需要依靠設備精度、工裝夾具的可靠性和加工工藝的合理性等來保證。常見的車輛發動機最高轉速達6000r/min 以上。曲軸的高速運轉對曲軸孔的加工提出了較高的工藝要求,曲軸孔的表面粗糙度低,尺寸精度高,形狀精度和位置精度高,需要對其加工工藝進行持續研究和改進,使加工質量和效率都得到有效提升。
2 曲軸孔加工工藝
本文主要研究F 型和B 型兩種型號缸體曲軸孔的加工,缸體材料均為HT250。F 型、B 型兩種缸體曲軸孔加工要求如表1 所示。
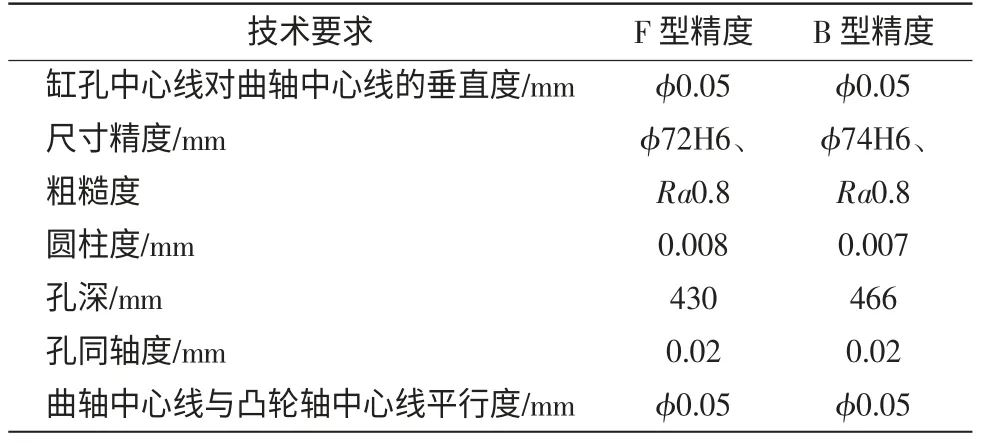
表1 F 型、B 型兩種缸體曲軸孔加工主要技術要求
曲軸孔是由缸體曲軸孔半圓面和瓦蓋半圓面組合而成。需要先分別粗加工缸體曲軸孔半圓面和瓦蓋,然后合瓦蓋,用螺栓擰緊之后進行整體半精鏜、精鏜加工曲軸孔[1],如圖1 和圖2 所示。這樣,半精加工和精加工在合瓦蓋之后進行,可以很好地保證曲軸孔的加工精度。

圖1 缸體曲軸孔半圓面粗加工

圖2 曲軸孔合蓋整體半精、精加工
目前缸體都是批量生產,缸體加工主要在自動化生產線上進行;F、B 兩種型號缸體主要采用柔性生產線加工。由于缸體的鑄造余量較大,在上線之前需要先對曲軸孔半圓面進行粗加工。可以采用粗銑或者粗鏜加工,去掉鑄造硬皮和多余金屬,留加工余量2~3mm,然后在生產線上進行粗鏜曲軸孔半圓面,留加工余量0.7mm;在進行合瓦蓋工序之后進行半精鏜加工,留加工余量0.3mm;最后進行精鏜曲軸孔,直到滿足加工要求。
3 曲軸孔精加工
傳統加工曲軸孔的方法是在專用加工機床上采用組合鏜刀,每個刀片對應相應的加工位置,對曲軸孔進行精加工,加工時需要對鏜刀采用輔助支撐,這種加工方法一般不能應用于加工中心上。缸體柔性生產線主要采用加工中心[2],在實際加工過程中,由于曲軸孔屬于大深徑比孔,孔長在400mm 以上,采用刀具從缸體一端鏜進的方法加工時,由于鏜桿呈懸臂狀態,且懸伸量往往較長,剛性差,容易引起振動,難以保證被鏜孔的尺寸精度和形位精度。調頭鏜孔工藝能很好地解決上述問題。所謂調頭鏜孔,就是在臥式加工中心上,刀具分別從零件兩端面先后鏜進的長孔加工方法,采取工件一次裝夾、工作臺回轉180°的調頭鏜削工藝,該方法的實質是減少進刀的長度。調頭鏜孔避免了輔助支承和對鏜軸回轉速度的限制,可以提高切削速度;鏜桿懸伸短,剛性好,可提高鏜孔精度,而且方便工人操作。
由于加工時兩次鏜孔的軸線不可能絕對重合,工作臺回轉180°的分度誤差、工作臺移動誤差及進刀運動的直線度誤差等,均可直接導致孔軸線的同軸度誤差,因此,控制調頭鏜孔的同軸度誤差是控制加工精度的關鍵。為了保證加工精度,需要提高加工設備的精度,要求工作臺、主軸的定位精度和重復定位精度很高。另外,我們可以在工藝上采取措施來消除或減少這些影響同軸度的不利因素,以提高調頭鏜孔的同軸度精度。采用高精度、高效率的加工中心與調頭鏜孔工藝結合起來,加工各種長孔和同軸孔系,能更好地發揮調頭鏜孔工藝方法的優勢。
對于加工精度要求更高的曲軸孔,還需要采用珩磨加工工藝,即刀具旋轉進入曲軸孔內,反復進行珩磨加工。珩磨加工工藝[3]為:粗珩用于去除余量,消除精鏜痕跡,提高孔的形狀精度,降低孔的表面粗糙度;精珩用于進一步提高孔的尺寸精度、形狀精度,降低表面粗糙度,在缸孔表面形成均勻的交叉網紋;平頂珩磨用于去除網紋溝痕尖峰,形成平頂表面,建立孔表面的平頂網紋結構,提高孔表面的支撐率。曲軸孔珩磨為臥式加工,考慮F 和B 型缸體曲軸孔的精度要求,不需要對曲軸孔進行珩磨,無需選用珩磨設備。
4 加工刀具
傳統加工工藝中,曲軸孔加工刀具是一種帶有多個刀片的組合鏜刀[4],加工時需要對鏜刀采用輔助支撐,這種刀具屬于專用刀具,成本較高。依照傳統工藝組成的生產線柔性化很低,已經不適應企業發展的需要。
針對曲軸孔的調頭鏜孔加工工藝,需要選用合適的刀具,優質刀具不僅可以提高零件加工質量,還能提高加工效率,降低生產成本。F 和B 兩種型號缸體的材料為鑄鐵,鑄鐵件加工一般選用硬質合金刀具,也可以選擇CBN材質刀具。粗鏜刀一般選用兩個刃或者四個刃,精鏜刀一般選用單刃;直徑較大的孔加工,為了提高加工效率,精鏜加工可以選擇優質的兩刃鏜刀。采用調頭鏜工藝加工曲軸孔,可以選擇通用的粗鏜刀和精鏜刀,所選用鏜刀懸伸盡量小,加工時抗振性要好。
5 加工設備
曲軸孔加工可以采用曲軸孔專用機床或者數控加工中心,考慮企業生產線柔性化的需求,加工設備多選用臥式加工中心,如沈陽機床的高精度高速臥式銑鏜加工中心HMC63h。HMC63h 采用630mm×630mm 回轉雙交換工作臺、德國進口高速電主軸、高速進給系統和快速換刀系統,大大提高了加工效率,減少了輔助時間。主軸轉速范圍10~12000r/min,X、Y、Z 軸定位和重復定位精度分別為6μm、4μm,回轉精度±6″,回轉重復定位精度±4″。該產品工作臺可以旋轉,可在一次裝夾中完成零件多個工作面的銑、鏜、鉆等工序,尤其適合汽車發動機缸體、缸蓋等箱體類高速高效加工。該臥式加工中心可以很好地實現曲軸孔的調頭鏜削加工,不僅能夠保證曲軸孔的加工精度,還能提高加工效率。
6 切削參數
發動機缸體切削參數的選擇包括切削速度、進給量和切削深度等的選擇。由于加工中所使用的設備都是具有較高精度的加工中心,為保證切削加工的效率,可以適當選擇較大的切削用量。根據粗、精加工工藝的不同來選擇鏜削用量,合理的切削參數不但能夠保證被加工件的精度,同時能夠提高機床效率,延長刀具的壽命。表2 是B 型號缸體曲軸孔加工現行的切削參數。

表2 加工B 型號缸體曲軸孔的相應切削參數
現行切削參數主要是依據加工經驗、現場加工狀況以及生產安排而定的,粗加工時選用較大的切削深度和相對較低的切削速度;精加工時選用較小的切削深度,切削速度要大一些,進給量要適當小一些。切削參數除了與刀具、被切削材質、切削液等有關系外,與機床本身的性能也有很大的關系。為了提高生產效率,在保證工件加工精度的前提下,需要對各切削參數進行優化。
7 結 語
曲軸孔是缸體中的關鍵加工部位,需要保證曲軸孔的各項加工精度。上述工藝內容主要依據是企業現場加工經驗以及目前的先進加工技術,具有指導加工的實際應用價值。對缸體柔性生產線上各關鍵部位的加工,需要綜合考慮加工工藝、刀具技術和加工設備,采用先進高效的工藝方法,以提高加工精度和加工效率。
[1] 陳澤揚.4 缸柴油機機體加工柔性生產線的方案設計[J].柴油機設計與制造,2005,14(3):125-127.
[2] 許建中.淺析發動機缸體、缸蓋柔性加工線方案設計[C]//十二省區市機械工程學會學術年會論文集,2007.
[3] 陶前昭,李勝柱,蔚興建.缸孔平臺網紋珩磨工藝[J].現代制造工程,2002(3):37-38.
[4] 丁向科. 專用機床加工缸體主軸承孔和缸孔的方法及刀具[J].組合機床與自動化加工技術,1991(6):5-8.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
