雙極性膜電滲析法回收鎢酸鈉溶液中的游離氫氧化鈉
2013-12-23 06:08:54徐志昌
中國鉬業 2013年2期
關鍵詞:電能
徐志昌,張 萍
(清華大學核能與新能源技術研究院,北京 102201)
0 引 言
通常,在低品位白鎢礦的浸取液中,含有較高濃度的氫氧化鈉游離堿。為了滿足后續工藝(萃取、離子交換等)對酸度的要求,如果采用傳統的酸中和法,不僅消耗酸,而且會造成大量含鹽廢水,對環境保護產生嚴重壓力。因此,文獻[1-3]提出采用陽離子膜電解法回收其中的游離堿。陽離子膜的選擇性遷移,防止了鎢的損失。但是,多對電極投資的成本很高,包括陽極,鍍過氧化鉛的鈦網或涂氧化釕的鈦網和陰極,鎳網、陽膜的國產化問題、較高的電解溫度等,限制了該技術的實際應用。
文獻[4]采用雙極性離子膜電滲析法(2 張雙極膜構成的三室結構,其中包括陰極室、廢水室和陽極室)。膜的有效面積為12 cm2,電極距為4.5 cm。氫氧化鈉游離堿的初始濃度為0.097 mol/L,兩極為蒸餾水,滲析終點的pH =9。由于廢水中的離子濃度極低、電阻高、電流效率低、能耗高,文獻[14]采用1 張一價選擇性陰膜(ASC-3)和1 張均相陽膜(CM-1)與陽極、陰極組成2 張離子膜構成的3 室滲析器結構。在該滲析器中,膜的有效面積為20.25 cm2(不使用雙極性膜)。結果表明,該滲析從鎢酸鈉溶液中回收堿,具有電能消耗低、電流效率高、可以節省膜的投資與儲液罐的投資等優點。
實際上,雙極性離子交換膜(bipolar iron exchange membrane)的兩側分別是陰面和陽面,中間為水層,在反向偏電壓作用下,發生水的解離,分別在陽面和陰面生成OH-和H+,分別透過陽面和陰面。這是單極性膜電滲析技術的最新發展。為了從鎢酸鈉或鉬酸鈉堿性浸取液中回收游離堿,離子膜技術的應用研究受到了廣泛重視。
實驗結果表明,采用均相陽離子膜的電解法回收堿,其缺點一方面是電極投資多,成本高;另一方面是氫氣與氧氣的利用存在難度。因此,充分利用近幾年發展起來的雙極性膜電滲析法[7-13],可以消除上述缺點。隨著我國雙極性膜生產技術的進步,價格只是國外價格的1/3,因此雙極膜的應用前景十分廣闊。
文獻[1]的試驗結果表明,均相陽離子膜電解法回收堿的經濟指標,包括3 臺電解槽串聯運行,溫度為60 ~65 ℃,電流密度1 000 A/m2,電流效率>88%,能耗2 250 kWh/t。本試驗結果表明,采用國產雙極性膜與國產均相陽離子膜組裝而成的電滲析器,能夠從堿性水溶液中回收堿,使氫氧化鈉游離堿獲得復用,但是其電流效率與電能消耗方面有待提高。實驗采用的雙極性離子膜電滲析器排列方式是,陽極-陽膜-雙極膜-陽膜-雙極膜-陰膜-陰極。本試驗采用4 個極液室的儲液罐,其中包括料液室、堿液室、陽極室和陰極室。料液室的鈉離子透過陽離子膜進入堿液室;堿液室的堿液被循環利用;陰極室和陽極室溶液只是循環導電之用。
1 試驗部分
1.1 試驗設備
1.1.1 電滲析器照片
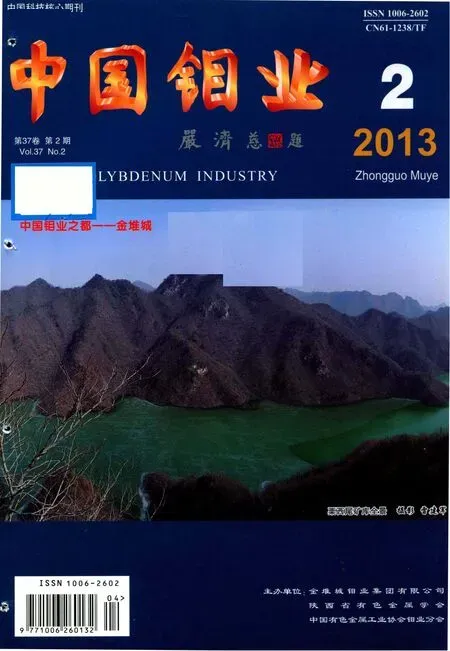
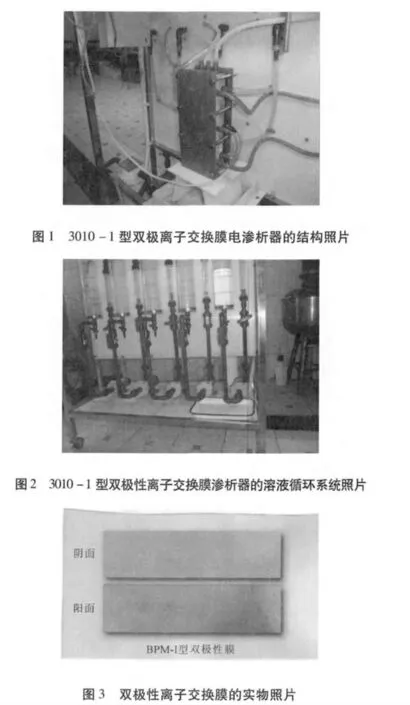
圖1 是3010-1 型雙極性離子交換膜電滲析器的實物照片。其中包括整流電源、恒流與恒壓控制面板、陰極、陽極、溶液輸送管道等。圖2 是3010-1型雙極性離子交換膜電滲析器的溶液循環系統照片。其中包括塑料閥、流量計、磁力泵和儲液罐等。滲析器的幾何形狀為矩形結構,長和寬的尺寸分別是300 mm 和100 mm,其離子交換膜的有效面積為152 cm2。
1.1.2 雙極性離子交換膜的實物照片
圖3 是雙極性離子交換膜的實物照片。由圖3可見,陰面為淺黃色,陽面為深黃色,深淺有別,使用時參考,以便辨別。均相陽膜(JCM-1)和雙極膜(BMP-1)均為北京廷潤膜技術開發有限公司產品。
均相膜,包括陰離子交換膜(cathode ion exchange membrane)和陽離子交換膜(anode ion exchange membrane),電化學性能較為優良,但力學性能較差,在使用過程中,要防止被銳器劃破。所有離子交換膜在空氣中都會失水,導致變脆或破裂,故需在無離子水中儲存。使用前,要將離子交換膜放在無離子水中浸泡24 h,然后沖洗,方可使用。實際上,離子交換膜的含水率通常為20% ~40%。
1.2 試驗方法
本實驗采用恒流法設定電流為10 ~11 A,電壓為8 ~9 V,六級并聯滲析槽;利用磁力泵,實現溶液的循環;通過可控硅整流器,向滲析槽送入直流電;加電前啟動磁力泵,使溶液循環,然后通入恒流電源。試驗前在4 個儲液罐中,分別加入如表1 所列體積與濃度的初始液量。
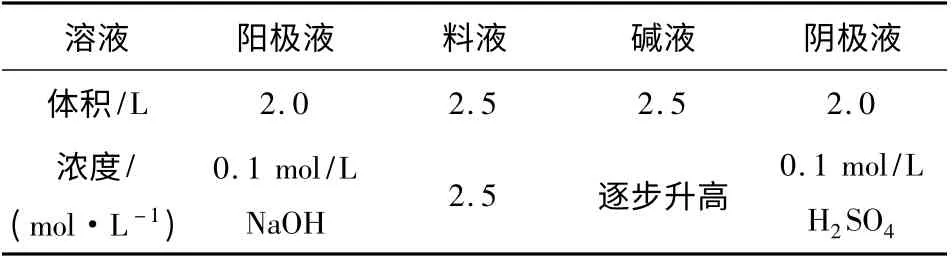
表1 初始溶液的體積與濃度
1.3 電流效率與電能消耗的計算
電滲析的最重要的經濟指標是電能消耗(E/kWh/t),它是單位質量產品的電能消耗量指標。它與電流效率(η/%)成反比關系,即電流效率越高,電能消耗越低。因此,根據電流效率的高低,就可以判斷出電能消耗的高低。總之,只有較高的電流效率,才可能獲得較低的電能消耗。電流效率(η)與電能消耗(E)的計算公式如方程式(1)和(2)所示。

式中,Qt 與Qp 分別是理論電量與實際電量(庫倫)。⊿CV-氫氧化鈉游離堿遷移量(M);N-并聯滲析槽數;I-總電流(A);T-滲析時間(h)。因此,電流效率實際是每一滲析槽在單位電流(A)與時間(s)內獲得的氫氧化鈉游離堿的遷移量(⊿CV),它通常是膜性能與滲析器操作狀況的技術指標。如果膜阻小、槽內液流流動順暢,那么每一滲析槽在單位電流與時間內就會獲得較高的游離堿遷移量。
電能消耗按照方程式(2)進行計算。公式(2)表明,電能消耗實際是回收單位質量(t)的氫氧化鈉所消耗的電能。

式中:U-電壓(V);I-電流(A);t-滲析時間(h);⊿C-氫氧化鈉滲析前與后的濃度差(mol/L);V-滲析液體積(L);M-氫氧化鈉的分子量(40 g)。
比較方程式(1)、(2)可以看出電流效率與電能消耗之間的反比關系。
2 實驗結果
2.1 游離堿遷移率與電流密度、時間的關系曲線
在電場推動下,氫氧化鈉游離堿的鈉離子由料液室透過陽離子膜、遷移并進入堿液室,與那里的羥基離子(雙極膜陰面提供)匯合,形成氫氧化鈉,以供復用。圖4 是氫氧化鈉游離堿的鈉離子遷移率隨電流密度和時間的增加而增加的曲線。該遷移率按照方程式(3)計算。圖4 表明,電流密度越高,游離堿的遷移率也越高;時間越長,游離堿的遷移率也越高。如果要使氫氧化鈉游離堿的遷移率超過45%,那么電流密度就需要超過73.3 mA/cm2;(6 級總電流為11 A);時間超過1.5 h。

式中:Co、Ci分別代表鈉離子的初始和瞬間濃度,mol/L
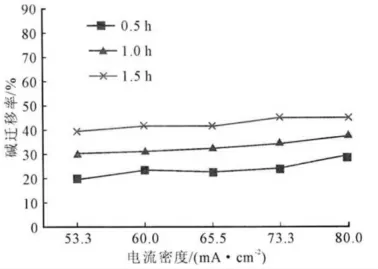
圖4 堿遷移率與電流密度、遷移時間的關系曲線
2.2 氫氧化鈉游離堿遷移率與其初始濃度和遷移時間的關系曲線
游離堿初始濃度越高,離子遷移的干擾幾率越高,因此,游離堿遷移率隨著初始濃度的增加而降低。圖5 是游離堿遷移率與游離堿初始濃度和時間的關系曲線。曲線表明,初始堿濃度越高,其遷移率越低;為了獲得必要的遷移率,需要延長遷移時間來補償。例如,堿濃度超過2.49 mol/L,時間超過1.5 h,游離堿的遷移率接近40%。
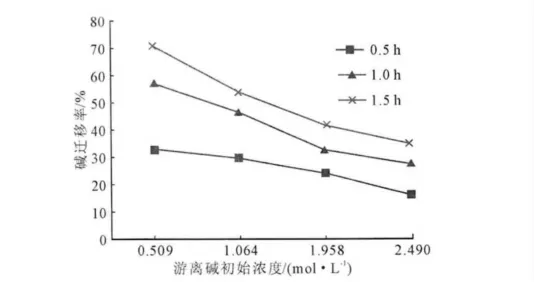
圖5 游離堿遷移率與其初始濃度、時間的關系曲線
2.3 電能消耗與電流密度和原料堿初始濃度的關系曲線
游離堿的電能消耗,即能耗,它是試劑回收的最重要的經濟指標之一。通常,如果電能消耗指標低于3 000 kWh/t 堿,再考慮扣除設備折舊費,那么經濟上可以被接受。很明顯,能耗將隨著電流密度和時間而增加。圖6 是堿濃度隨著電流密度和鈉離子遷移時間而增加的曲線。因此,為了兼顧滲析效率與電能消耗的需要,通常選擇電流密度的指標為73.3 mA/cm2。
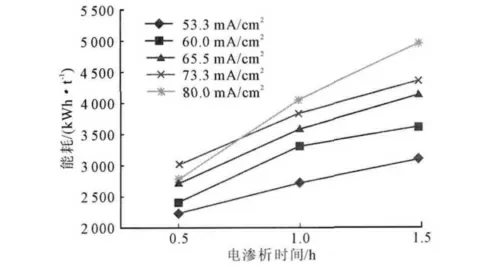
圖6 回收堿的能耗與滲析時間和電流密度的關系曲線
氫氧化鈉游離堿的初始濃度越高,電能消耗將會降低。這是因為離子遷移受到濃度差的推動。濃度差越大,離子遷移的推動力也越大。圖7 是游離堿的起始濃度與時間對能耗的影響曲線。曲線表明,氫氧化鈉游離堿的起始濃度越高,能耗越低。但是,當游離堿初始濃度超過2.0 mol/L 時,電能能耗的變化出現與滲析時間有關的情況。其中,如果滲析時間較短(≤0.5 h),則電能消耗出現上升;如果滲析時間延長(≥1 h),電能消耗將達到底谷,不再繼續降低,而維持最低點。例如,對于6 級并聯滲析槽而言,如果氫氧化鈉游離堿的起始濃度范圍是2.0~2.5 mol/L,滲析時間超過1.5 h ,那么電能能耗指標約3 000 kW·h/t。此經濟指標接近市場價格,具有實際應用價值。
試驗表明,本試驗所用的電滲析器,依然存在若干缺點,有待改進,其中包括提高雙極性離子交換膜的強度,以便消除雙極性離子交換膜的鼓泡現象;適當增加極室隔離網的厚度,以減小液流阻力。此外,為了提高滲析器的有效面積的利用率,在保留離子交換膜面積的條件下,可以適當縮短滲析器的高度與寬度的比值。例如,以300 cm2的滲析器為例,如果,它們的高度與寬度比例不同,有效面積也不同。結果列于表2。由表2 可見,離子交換膜的有效面積隨著它們的幾何尺寸的不同而變化;滲析槽的結構以方形尺寸的有效面積利用率最高。
圖7 是雙極膜電滲析法回收氫氧化鈉游離堿的電能消耗與游離堿初始濃度以及時間的關系曲線。由圖可見,如果滲析時間短,則電能消耗出現“底谷”(2 100 kWh/t);如果滲析時間超過1 h,則電能消耗維持“低谷”(2 500 ~2 700 kWh/t)。

表2 滲析器幾何尺寸大于離子交換膜有效利用面積的影響數據
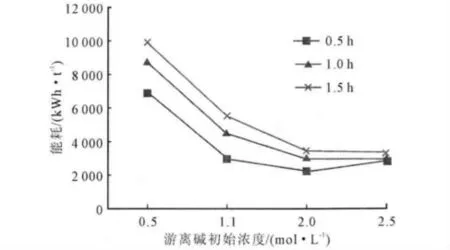
圖7 雙極性離子膜電滲析法回收堿的電能消耗與游離堿初始濃度以及時間的關系曲線
2.4 電流效率與電流密度的關系曲線
電流效率是電滲析法回收氫氧化鈉的另一個重要的經濟指標。如果,電流效率越高,經濟方面的可行性越大。反之亦然。如前所述,電流密度越高,離子遷移速度越大,電流效率就會提高。圖8 顯示了電流效率隨著電流密度的增加而增加的關系曲線。但是提高電流密度將導致電壓與滲析溫度的提高,最終導致電流效率的下降以及電能消耗的提高。因此,控制電流密度在一個合理的范圍是十分必要的。通常,選擇電流密度范圍是65 ~75 mA/cm2。
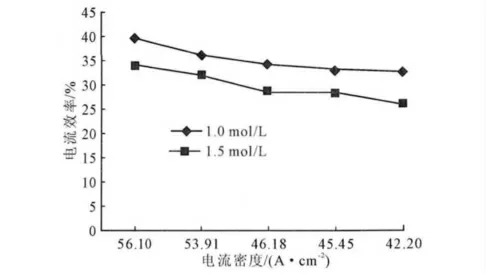
圖8 電流效率與電流密度的關系曲線
通常,電流效率的高低,也是衡量離子交換膜質量的指標之一。就均相離子交換膜而言,離子膜的厚薄越是均勻,厚度越薄,電流效率越高。但是操作參數的選擇,其中包括游離堿初始濃度與電流密度等的參數選擇,也在一定程度上影響離子交換膜的電流效率。
2.5 電流效率與游離堿初始濃度的關系曲線
圖9 是電流效率與游離堿初始濃度、滲析時間的關系曲線(電流密度為73.3 mA/m2)。由圖9 可見,電流效率隨著游離堿初始濃度的提高而提高。然而,當游離堿初始濃度超過2.0 mol/L 時,特別是滲析時間≤1 h,電流效率的增加出現拐點。滲析時間≥1.5 h,則電流效率保持恒定。這是因為,當游離堿初始濃度升高時,離子遷移速度受到濃度差推動力的作用,電流效率隨之增加,但是,當游離堿初始濃度到達2.0 mol/L 時,離子之間的遷移、相互制約,導致電流效率反而降低,或者維持恒定。這種電流效率由升高轉入下降的轉折點(turning point)現象,在滲析時間較短的情況下通常會出現。
如前所述,根據電能消耗與電流效率的反比關系,可以推測,電能消耗與游離堿初始濃度也會出現拐點。拐點前,電能消耗隨著游離堿初始濃度的增加而降低;拐點后,電能消耗隨著游離堿初始濃度的增加而升高。因此,游離堿初始濃度的選擇應當是2.0 mol/ L 附近。但是,在實際應用中,滲析時間往往超過1.5 h,對于電能消耗與電流效率的正面影響是毋庸置疑的。
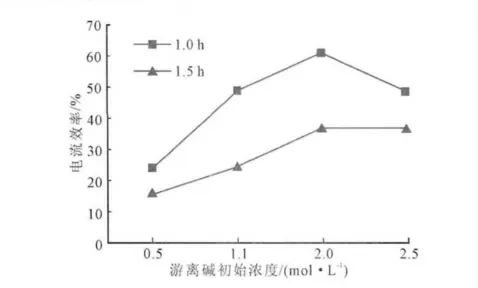
圖9 電流效率與游離堿初始濃度、滲析時間的關系曲線(電流密度為73.3 mA/m2)
圖9 還表明,游離堿的初始濃度越高,電流效率由上升變下降,出現拐點。游離堿初始濃度的拐點是2.0 mol/L。這是因為,在拐點前,游離堿的濃度差作為推動力發揮作用,使得電流效率上升;拐點后,異性離子之間的吸引力,引起槽電壓與滲析槽溫度上升,導致電流效率下降,電能能耗上升的正面影響遭受壓制。
圖10 是電流效率與電流密度之間的關系曲線。由圖10 可見,電流效率隨著電流密度的增加而緩慢降低。這是因為,電流密度越高,離子之間干擾幾率增加。特別是異性離子的吸引力增加,導致離子的遷移速度變慢。
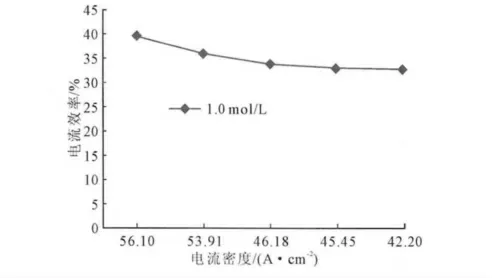
圖10 電流效率與電流密度和游離堿初始濃度關系曲線
2.6 滲析槽電壓與游離堿初始濃度和電流密度的關系曲線
滲析槽電壓的高低,不僅受制于滲析膜的導電性能,而且受制于滲析溶液的導電狀況。電解質濃度越高,導電率越高,電壓越低。滲析槽電壓越低,電能消耗越低。因此,滲析槽電壓的高低也是滲析操作者所要關注的熱點之一。圖11 是滲析槽電壓與游離堿初始濃度、電流密度的關系曲線。由圖11可見,如果希望控制滲析槽電壓,那么,游離堿初始濃度要高,電流密度卻要加以控制。
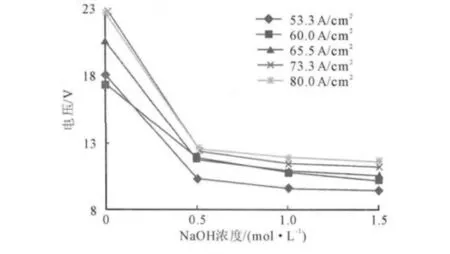
圖11 槽電壓與游離堿初始濃度、電流密度的關系曲線
2.7 滲析槽溫度與電流密度和電滲析時間的關系曲線
較低的滲析槽溫度不僅節約能源,而且有利于環境保護。因此,關注滲析槽溫度與電流密度、滲析時間的關系很有必要。圖12 是滲析槽溫度與電流密度、滲析時間之間的關系曲線。曲線表明,通常,如果希望滲析槽溫度低于35 ℃,那么,特別是夏季,電流密度與滲析時間就應當加以控制;冬季則可以放寬要求。
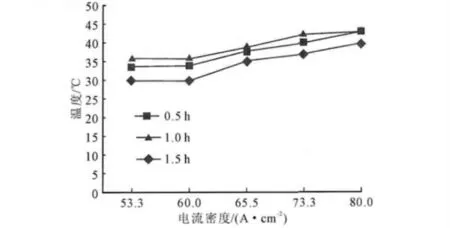
圖12 滲析槽溫度與電流密度和電滲析時間的關系曲線
2.8 游離堿終點濃度與電流密度、電滲析時間的關系曲線
很顯然,電流密度越高,滲析時間越長,料液中游離堿終點濃度越低。圖13 是料液中游離終點堿濃度隨著電流密度、時間的增加而降低的關系曲線。例如,即使電流密度達到80.0 mA/cm2,滲析時間為1.5 h,游離堿濃度僅下降37.5%。這是國產膜性能有待提高的反映。
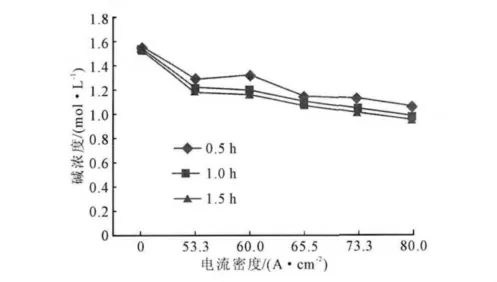
圖13 料液中游離堿濃度與電流密度和滲析時間的關系曲線
2.9 幾種離子交換膜回收堿工藝的經濟性比較
幾種回收堿工藝參數的比較見表3。
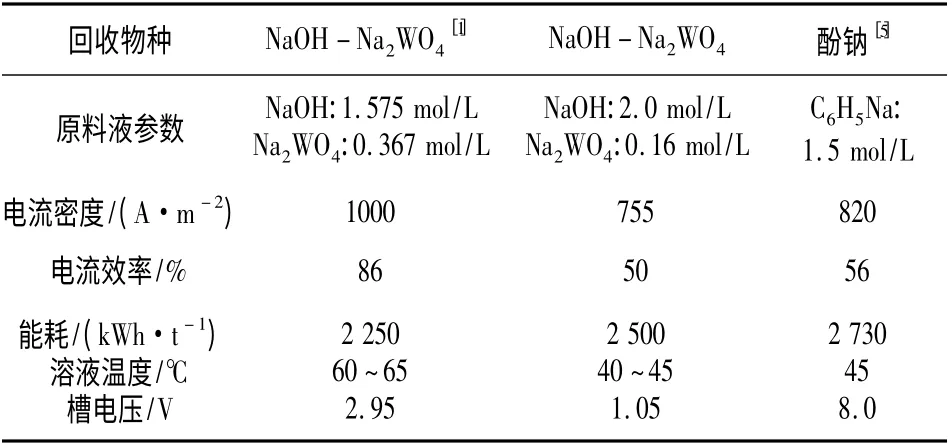
表3 幾種離子交換膜電滲析的經濟比較
由表3 可見,在影響電流效率與能耗的因素中,電流密度的影響最為明顯。其次,游離堿的初始與最終濃度是影響能耗與電流效率的重要因素。就電流密度而言,電解法高居榜首,其電流效率最高,能耗最低,但是電解法的電極投資最高。
3 討論與結論
已經知道,從我國欒川地區選鉬尾礦中,采用加溫浮選法(彼得羅夫法)所得白鎢的特點是低品位(W20% ~25%)、高鈣(CaO40%)、高磷(P2O512%)、難以浸取等。多年來,研究者試驗過的方法,包括機械式、熱堿球磨法以及高壓浸出法等,結果表明,耗堿量較高,導致浸取液中的游離堿濃度較高,給后處理工藝要求降低堿度帶來困難。本文則采用電場能量轉化法,將電場能直接轉化為化學能進行了小型和擴大試驗。結果表明,堿用量高(氫氧化鈉用量是理論化學比的2.5 ~3.0 倍),浸取液中的游離堿濃度較高(2.0 ~2.5 mol/L),回收游離堿,不僅有經濟和環保價值,而且工藝技術的合理性明顯提高。
實驗結果表明,電流密度和游離堿初始濃度是決定電能消耗與電流效率的重要參數。二者關系互成反比。提高游離堿初始濃度和電流密度不僅有利于降低電能消耗,而且有利于提高電流效率。但是實驗發現,電流效率或者電能消耗與游離堿初始濃度以及電流密度的關系存在“拐點”現象。它們隨著游離堿初始濃度增加而增加的關系,在2.0 mol/L時出現一個“拐點”,即如果游離堿初始濃度超過2.0 mol/L,則電流效率略有下降,電能消耗維持恒定。這是因為,游離堿濃度差的推動力這一有利條件,被離子滲析過程中的相互干擾所抵消。實驗結果表明,對于6 級并聯滲析槽而言,如果堿起始濃度范圍是2.0 ~2.5 mol/L,滲析時間超過1.5 h,那么,電能能耗指標約2 500 ~2 700 kW·h/t NaOH 溶液。此經濟指標接近市場價格,具有實際應用價值。
采用國產雙極性離子交換膜(BIP-1)與均相陽離子膜(JCM-1)組成的電滲析器,從鎢酸鈉溶液回收游離堿具有技術合理、經濟等優點。實驗發現,國產雙極膜與陽離子膜組裝的電滲析器,仍然存在明顯地需要改進的潛力,其中包括膜的強度有待提高,以便消除雙極膜的鼓泡以及均相陽離子膜的彎曲或折疊等膜畸變現象,并減輕液流阻力。此外,分布溶液的隔離框和網的厚度有待增加(例如由現行的厚度D=0.8 mm 增加到1.5 mm),以減輕液流阻力。挖掘這些方面的潛力,電能消耗可望獲得進一步降低。
[1] 肖連生,張啟修,張貴清,等. 電解法回收鎢酸鈉溶液中游離堿工業試驗研究[J]. 膜科學與技術,2001,21(2):14-16.
[2] 譚翎燕,王訓道. 離子交換膜電解技術在濕法冶金中的應用[J].化工進展,2002,21(12):912-914.
[3] 譚翎燕,趙 蕾.鎢酸鈉離子膜電解槽的研究[J].河南化工,2002,(5):15-17.
[4] 彭雪嬌,牛建國,周 勇.雙極膜電滲析法處理鎢冶煉堿性廢水的研究[J].華東理工大學學報(自然科學版),2008,(3):283-286.
[5] 李 飛,余立新,戴猷元.雙極性膜電滲析法處理酚鈉溶液研究[J].化工環保,2004,24(2):79-82.
[6] 余立新,郭慶豐,黃 科,等.極稀醋酸廢水處理的雙極性膜電滲析法[J].膜科學與技術,2000,20(2):31-38.
[7] 張秀宇,余立新,戴猷元.雙極性膜電滲析法處理乳酸三甲胺反萃取液可行性研究[J]. 膜科學與技術,2005,25(6):51-53.
[8] 劉彥華,葛道才,楊 超,等.草漿造紙黑液無污染排放治理新方案-雙極膜電滲析法回收堿[J].環境工程,2010,(3):36-38.
[9] 李 飛,余立新,戴猷元.雙極膜電滲析法處理酚鈉溶液研究[J].化工環保,2004,24(2):79-82.
[10] 莫劍雄.雙極膜工作電壓的理論分析[J]. 水處理技術,1998,24(4):187-194.
[11] 莫劍雄.影響雙極膜電學性能的幾個關鍵問題的討論[J].水處理技術,1999,25(4):187-192.
[12] 余立新,宋傳真.蔣維鈞雙極膜內水遷移速度與最大電流密度間的關系[J].膜科學與技術,2000,20(6):20-22.
[13] 徐銅文,孫樹聲,劉兆明,等. 雙極膜電滲析的組裝方式及其功用[J].膜科學與技術,2000,20(1):53-59.
[14] 劉楊林,劉淑云.電滲析法脫除粗鎢酸鈉中的游離堿的研究[J].株洲師范專科學校學報,2004,9(2):13-16.
猜你喜歡
奧秘(創新大賽)(2020年1期)2020-05-22 02:42:38
小學科學(學生版)(2019年10期)2019-11-16 08:55:02
小哥白尼(趣味科學)(2019年12期)2019-06-15 10:56:32
通信電源技術(2018年3期)2018-06-26 06:34:18
人大建設(2018年2期)2018-04-18 12:17:00
紡織科學研究(2017年2期)2017-05-17 03:59:36
中學生數理化·中考版(2017年12期)2017-04-18 12:55:05
山東工業技術(2016年15期)2016-12-01 05:31:29
中學生數理化·中考版(2016年2期)2016-09-10 07:22:44
電測與儀表(2014年16期)2014-04-22 05:20:32