數(shù)控車削刀具刀尖高對(duì)零件加工精度的影響與對(duì)策
2013-12-14 09:03:54高曉東
機(jī)床與液壓 2013年10期
高曉東
( 江蘇聯(lián)合職業(yè)技術(shù)學(xué)院鹽城機(jī)電分院,江蘇鹽城224005)
在數(shù)控車削加工中,車削刀具刀尖高與被加工零件的回轉(zhuǎn)軸線不等高時(shí),不僅使車刀的工作前角、后角的大小發(fā)生變化,而且會(huì)使加工零件產(chǎn)生徑向尺寸誤差和形狀誤差。
1 車刀刀尖與零件回轉(zhuǎn)中心不等高對(duì)刀具工作角度和加工的影響
在一般情況下,車刀都磨有前角和后角,當(dāng)車刀刀尖與零件回轉(zhuǎn)中心等高時(shí),這時(shí)車刀的工作角度等于車刀刃磨角度,如圖1 所示,工作前角和刃磨前角均為γ0,工作后角和刃磨后角為α0。

圖1 車刀刀尖與零件回轉(zhuǎn)中心等高
1.1 車刀刀尖高于零件回轉(zhuǎn)中心
如圖2(a)所示,工作角度相對(duì)于刃磨角度發(fā)生了變化。由圖2(a)可知:
式中:L 為車刀刀尖到零件回轉(zhuǎn)中心的距離;
R 為工件半徑。

圖2 車刀刀尖高于零件回轉(zhuǎn)中心
1.2 車刀刀尖低于零件回轉(zhuǎn)中心
如圖3(a)所示,工作角度相對(duì)于刃磨角度發(fā)生了變化。由圖3(a)可知:
式中:L 為車刀刀尖到零件回轉(zhuǎn)中心的距離;
R 為工件半徑。

圖3 車刀刀尖低于零件回轉(zhuǎn)中心
2 車刀刀尖與零件回轉(zhuǎn)中心不等高對(duì)尺寸精度的影響
2.1 對(duì)刀誤差
數(shù)控車床對(duì)刀時(shí),要把刀偏值輸入到數(shù)控系統(tǒng)中,刀偏值就是工件的直徑,而且對(duì)刀直徑和工件直徑相等。但當(dāng)車刀刀尖與零件回轉(zhuǎn)中心不等高時(shí),如圖4 所示,為工件半徑,為對(duì)刀半徑,顯然對(duì)刀直徑和工件直徑不相等。由圖4 可知,R,,故對(duì)刀誤差為

圖4 對(duì)刀誤差和加工誤差
2.2 加工誤差
當(dāng)車刀刀尖與零件回轉(zhuǎn)中心不等高時(shí),由于輸入到數(shù)控系統(tǒng)中的刀偏值就是工件的直徑(直接測量的直徑尺寸),所以在車削加工中,不存在直徑尺寸誤差。
根據(jù)以上分析,當(dāng)車刀刀尖與零件回轉(zhuǎn)中心不等高時(shí),尺寸誤差主要是對(duì)刀誤差,如圖4 所示加工后的工件,軸出現(xiàn)欠切現(xiàn)象,孔會(huì)出現(xiàn)過切現(xiàn)象。
誤差與工件直徑和車刀刀尖與零件回轉(zhuǎn)中心的距離的關(guān)系,如圖5 所示。
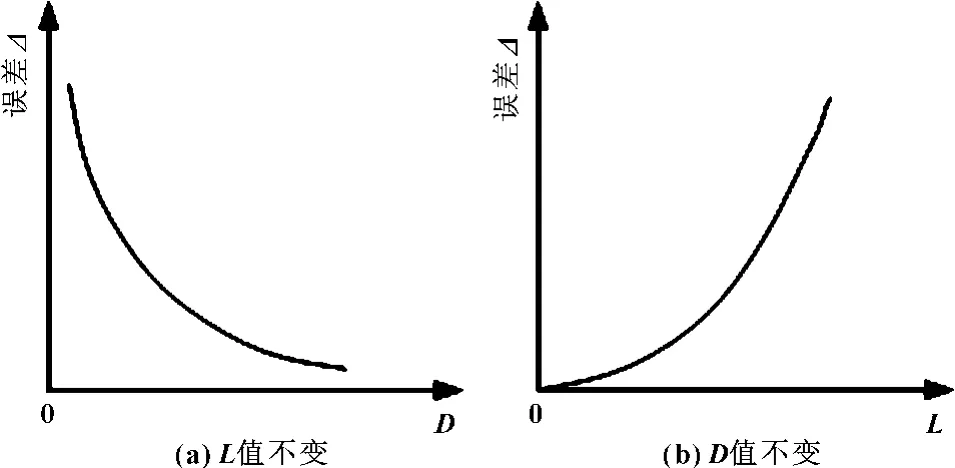
圖5 誤差關(guān)系圖
當(dāng)L 值不變時(shí),工件直徑D 越大,所產(chǎn)生的尺寸誤差Δ 越小,反之,所產(chǎn)生的尺寸誤差Δ 越大,而且,同一直徑的圓柱所產(chǎn)生的尺寸誤差相等,所以單純靠增加徑向進(jìn)給量來補(bǔ)償直徑誤差,不能同時(shí)保證臺(tái)階軸各段的精度要求。當(dāng)工件直徑D 不變時(shí),L值越大,所產(chǎn)生的尺寸誤差Δ 越大,反之,所產(chǎn)生的尺寸誤差Δ 越小。
3 車刀刀尖與零件回轉(zhuǎn)中心不等高對(duì)形狀精度的影響
3.1 加工圓柱表面
加工圓柱表面時(shí),由于圓柱表面的各個(gè)橫截面的直徑尺寸相等,誤差也相等,所以當(dāng)車刀刀尖與零件回轉(zhuǎn)中心不等高時(shí),對(duì)圓柱表面的形狀并沒有影響。
3.2 加工圓錐表面
加工圓錐表面時(shí),若車刀刀尖與零件回轉(zhuǎn)中心不等高時(shí),如圖4 所示,設(shè)OB = R1,則圓錐表面的各個(gè)橫截面的方程為:R2=R21+L2。式中L 為定值,R1為變量。由方程可知加工圓錐表面時(shí),實(shí)際車削出的工件母線是雙曲線,如圖6 所示。所以,加工同一錐度的內(nèi)外圓錐面配合時(shí),著色檢驗(yàn)內(nèi)外錐面接觸比例,通常出現(xiàn)兩端接觸的現(xiàn)象,這是由車刀刀尖與零件回轉(zhuǎn)中心不等高引起的。
3.3 加工圓弧表面
加工圓弧表面時(shí),若車刀刀尖與零件回轉(zhuǎn)中心不等高時(shí),相差L 的距離,則圓弧表面的母線方程為:R2=(Rsinθ)2+h2,工件母線為一個(gè)類橢園,如圖7所示。
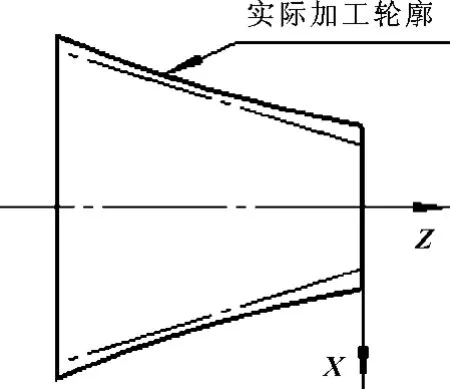
圖6 加工圓錐面產(chǎn)生的形狀誤差

圖7 加工圓弧面產(chǎn)生的形狀誤差
4 保證車刀刀尖與零件回轉(zhuǎn)中心等高的對(duì)策
通過以上分析可見,在數(shù)控車削加工中,若車刀刀尖與零件回轉(zhuǎn)中心不等高,既影響零件的尺寸精度,又影響零件的形狀精度。所以,必須使車刀刀尖與零件回轉(zhuǎn)中心等高。
4.1 采用標(biāo)準(zhǔn)機(jī)夾式車刀
為保證車刀刀尖與零件回轉(zhuǎn)中心等高,應(yīng)盡可能地采用與機(jī)床配套的標(biāo)準(zhǔn)刀具。由于標(biāo)準(zhǔn)機(jī)夾式車刀已經(jīng)系列化、標(biāo)準(zhǔn)化,能夠保證車刀刀尖與零件回轉(zhuǎn)中心等高。一般常用的標(biāo)準(zhǔn)機(jī)夾式車刀刀排厚度25 mm。
4.2 試切端面法
試切端面法是最直觀、較準(zhǔn)確的方法,當(dāng)車刀車到工件端面旋轉(zhuǎn)中心時(shí),不留任何凸臺(tái)為準(zhǔn),若刀具偏高或偏低可采用增減墊塊來進(jìn)行調(diào)整,通過不斷增減墊塊和試切端面,最終使車刀刀尖與零件回轉(zhuǎn)中心等高。
4.3 使用專業(yè)對(duì)刀儀器
使用數(shù)控車專業(yè)對(duì)刀儀,可分為機(jī)械對(duì)刀儀和光學(xué)對(duì)刀儀,使對(duì)刀精度得到了很大的提高。
5 結(jié)束語
如果車刀刀尖與零件回轉(zhuǎn)中心不等高,不僅會(huì)產(chǎn)生零件的尺寸誤差和形狀誤差,也會(huì)導(dǎo)致車刀刀尖的崩裂損壞,形狀誤差很難靠其他方法補(bǔ)償,所以在加工精度較高的零件時(shí),必須要保證車刀刀尖與零件回轉(zhuǎn)中心等高。
【1】周華.數(shù)控車削中刀具的選用及其對(duì)加工質(zhì)量的影響[J].湖北工業(yè)大學(xué)學(xué)報(bào),2008(3):99 -101.
【2】周廣平.淺析車刀幾何參數(shù)對(duì)數(shù)控車床加工精度的影響[J].機(jī)床與液壓,2006(5):233 -234.
