大型機床液壓系統故障原因分析與對策
2013-12-07 01:13:40王建信史文杰師武斌
中國設備工程 2013年8期
關鍵詞:故障
王建信,史文杰,師武斌
(陜縣恒康鋁業有限公司,河南 三門峽 472100)
陜縣恒康鋁業有限公司的主干加工設備為CK53160G型單臂數控立車(簡稱16m立車)和T6925/1數顯落地鏜銑床(簡稱φ250鏜銑床),屬部管關鍵設備,1990年安裝投產。為保證其良好的運行狀態,必須有完好的液壓系統提供強有力的支持。通過多年的實踐,對其液壓系統頻發的故障現象進行了分析,并采取了有效的整治措施,取得良好的治理效果。
一、16m數控立車
1.立柱移動導軌靜壓系統故障整治
(1)故障現象:在需要移動立柱時,啟動立柱靜壓導軌油泵后,油泵發出刺耳噪聲,油管劇烈振動,立柱移不動,持續時間超過3min時,造成油管破裂油噴。據統計,近年來每年振裂油管不下5次,尤其冬季多發。
(2)故障原因分析:產生油泵噪聲和油管振裂是液壓沖擊和空穴造成的,即油泵在啟動的瞬間,進油管內吸空,油液跟不上,形成局部真空,管內油液因流速突變而產生氣泡(空穴),加之后續的壓力沖擊,從而產生巨大的噪聲和振動。這種壓力峰值有時會大到足以使液壓組件損壞的地步,尤其在冬季氣溫低時更易發生。
經現場觀察發現原設計油泵的擺放位置存在如下問題:
①油泵與油池的安裝高度差過大,油池在床身導軌下外側,油泵安裝于立柱內滑座板上,高度差超過1m,易造成停用時泵的進油管內液壓油全部泄回油池。
②吸油管受立柱內滑座板、隔筋板等限制,從泵端至油池轉過三個90°角,增加了油管長度和阻力。
③進油管太細(φ10mm)增加了吸油阻力。
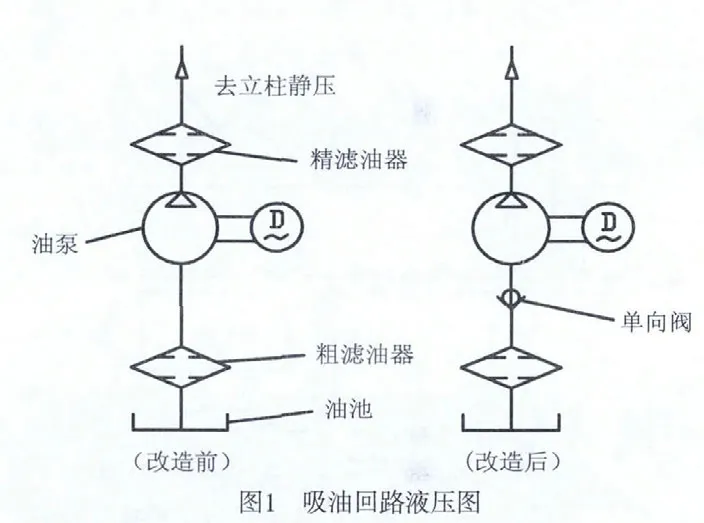
(3)整改措施:如圖1所示,在油泵的吸油口與初級濾油器之間增設1個單向閥,解決停泵時吸油管泄油問題,消除液壓沖擊及空穴現象。
①單向閥的選擇。要考慮兩個因素:一是流量參數,要與油泵相匹配;二是開啟壓力越小越好。據此選擇了I—100單向閥。其流量10L/min,開啟壓力0.01MPa。
②更換吸油管。將原φ10mm銅管改換成φ24mm鍍鋅管,同時改變泵吸油管路徑。追求路徑最短、避免轉角。
經改裝后解決了問題。
2.橫梁接油盤嚴重漏油,回油堵塞的整治
(1)故障現象:機床停止運轉后,橫梁接油盤因回油溢滿而流出;回油孔常因雜物淤堵,以上現象在冬季尤為嚴重。
(2)故障原因有如下幾點。
①接油盤盛油容積過小。
②回油管過細,且位置不佳。
③回油泵與機床總電源同步設計上考慮欠周全(圖2)。調節各節流閥閥芯,有的反映遲鈍,有的根本調不到位。
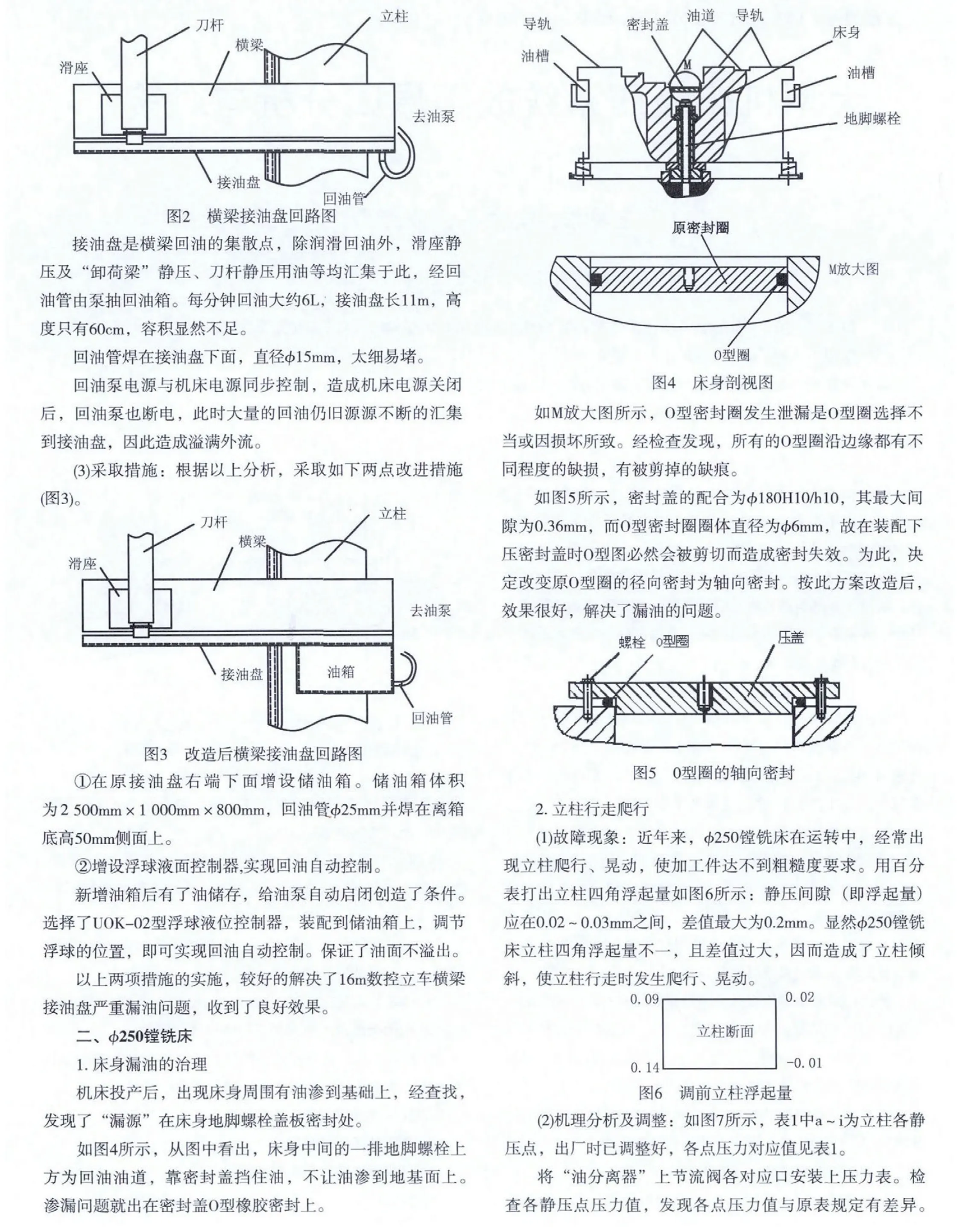
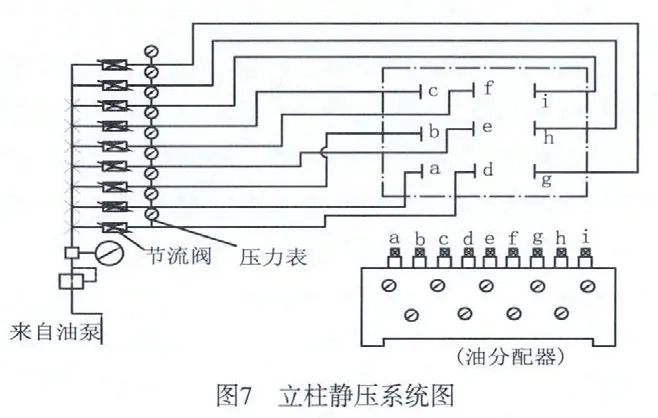

表1 出廠時調定值 MPa
分析原因可能是節流孔堵塞,為此拆卸油分配器、疏通各油路(孔)、清洗各節流閥(芯),并清洗油池、濾油器,加注新油。
完成清洗后四角打表并調各點壓力。采用逐步逼近試驗法進行各點的反復調整。使之立柱四角盡量達到平衡。最后,找到了目前所能達到的最佳點,其四角浮起量如圖8所示,立柱的靜壓點值見表2。
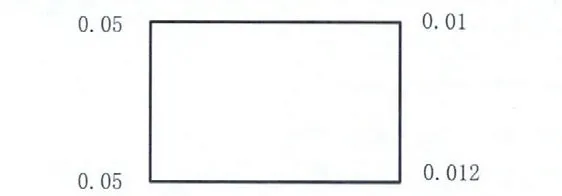
圖8 調整后立柱四角浮起量

表2 調整后立柱各靜壓點值 MPa
雖然這個結果仍達不到靜壓的理想狀態,但立柱爬行故障有明顯改善,基本滿足生產要求。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
