16萬立方LNG低溫儲罐拱頂塊制作技術研究
2013-12-06 06:49:36蔡永平蔣小波
大眾科技 2013年2期
關鍵詞:焊縫
蔡永平 江 強 蔣小波
(1.廣西特種設備監督檢驗院,廣西 南寧 530219;2.中國石油天然氣第六建設公司,廣西 桂林 541004 )
LNG液化天然氣與傳統能源相比,具有熱值高、清潔、高效、價格低廉、相對安全和儲運方便等優點,越來越多的應用在各個領域。隨著國內市場對LNG需求量的與日俱增,LNG接收站也隨之興起,深圳大鵬、福建、上海洋山港、江蘇及大連等地相繼建成了LNG接收站,目前其他地區還有多個LNG接收站項目在建或正在籌建。而LNG儲罐作為整個接收站項目中最主要,也是現場施工難度最大的設備,其具有設計計算復雜,施工難度大,質量標準要求高等特點,因而其設計和施工技術被廣泛研究。目前,國內外大型LNG接收站已建或在建的普遍采用的是16萬立方低溫全容式儲罐,其拱頂結構如圖1所示。

圖1 LNG儲罐拱頂結構
1 LNG儲罐拱頂結構
現以江蘇LNG接收站項目為例,LNG儲罐的拱頂結構主要由兩部分組成:拱頂框架梁、拱頂板,其中拱頂框架梁由96根主梁、8圈環梁及中心環梁組成;拱頂板采用 6mm的16MnDR鋼板,其敷設安裝在拱頂框架上。
在 LNG儲罐拱頂結構中,最頂端離承臺平面高度為 49米,拱頂邊緣處的圓周直徑為 80m,因此,根據施工安裝的需要,將整個拱頂分成24個拱頂塊和1個拱頂中心圈(編號為 BL-1),分別在地面制作完成,然后逐塊吊裝進罐進行組對安裝,完成整個拱頂的施工,從而極大降低了施工安裝的難度和安全風險。
24個拱頂塊按照結構形式不同又可均布分成12個大拱頂塊(編號為BL-2),12個小拱頂塊(編號為BL-3),拱頂塊分布形式如圖2所示,單數序號①、③、⑤…為BL-2,雙數序號②、④、⑥…為BL-3。BL-2和BL-3的主要區別是,結構上:拱頂塊BL-3邊緣兩側比拱頂塊BL-2少兩根主梁,此外BL-3拱頂塊在制作時兩側共有9塊拱頂板預留不安裝,待整個拱頂結構組對安裝完成后,再敷設預留拱頂板;安裝方法上:整個拱頂組對安裝時,先進行BL-2拱頂塊對稱吊裝組對,待BL-2拱頂塊全部安裝完成后,再進行BL-3的吊裝安裝。拱頂塊結構形式如圖2、圖3所示,圖中的空白處為BL-3拱頂塊預留拱頂板位置。

圖3 拱頂塊BL-2、BL-3分布形式
2 拱頂塊模具構造原理
現場通常采用模具的方法來制作拱頂塊,實現拱頂塊模塊化生產,這將極大的提高拱頂塊制作效率,降低勞動強度和成本,并有利于拱頂塊的制作質量尤其是尺寸。因而,在拱頂塊制作前,一般制作好幾個拱頂塊模具。
根據光的垂直投影原理,將球型曲面的拱頂塊鋼結構框架投影到水平面上。如圖4所示,儲罐拱頂塊兩端連線與水平面成 16.04°角,為了便于拱頂塊垂直投影,現將拱頂塊進行旋轉,旋轉后拱頂塊兩端連線與水平面的角度成0°角,即拱頂塊水平放置。然后拱頂塊在水平面上垂直投影,在平面上得到一個框架投影,以此投影得到的圖形即為模具的底座結構。在底座上選擇適當的點作為拱頂塊支撐點,支撐點選擇的原則是盡量靠近主梁和環梁的交接處,但又不能妨礙施工時環梁的安裝焊接作業,模具支撐點數量一般為 34個。支撐點選定后,根據拱頂曲面高度,在 CAD或者三維Solidworks軟件中描繪和測量出各支撐點至拱頂梁底面的高度,這便是拱頂塊模具支撐立柱的高度。拱頂塊模具底座尺寸如圖5所示:

圖4 拱頂塊制作原理圖

圖5 拱頂塊模具底座尺寸圖
3 拱頂塊模具施工
在拱頂塊模具制作前,使用工程推土機、壓路機平整壓實施工區域地面,然后再鋪上200mm厚的碎石層,再壓實,保證底座基礎有足夠的強度。
基礎處理好后,開始進行模具底座的施工,模具底座一般采用H型鋼以保證整個支架的剛度。根據模具圖紙尺寸粗擺放好底座H型鋼,再使用水平儀、水準儀等測量工具調整H型鋼水平度,以及對底座的基本尺寸進行定位,定位后對模具的底座進行檢查,對型鋼懸空或者不穩定的地方用鋼板墊實,保證底座的穩定性。
上述工作完成后,在底座上按照模具圖紙尺寸定出支撐點,在支撐點處安裝立柱,支撐立柱可采用H型鋼或者Φ168鋼管,待立柱安裝完成后,根據圖紙數據表所示的尺寸定出立柱的標高,對立柱高度進行修整,完成后,可用角鋼作為斜撐對立柱進行加強。完成模具安裝工作后,使用儀器對模具尺寸進行復查,保證測量尺寸與圖紙數據表相符。拱頂塊模具制作如圖6所示。

圖6 拱頂塊模具示意圖
4 拱頂塊制作
4.1 拱頂塊材料
拱頂塊材料包括有弧度的H型鋼和拱頂板,H型鋼由鋼板拼焊組成,一般在型鋼加工廠完成,拱頂板在現場下料預制。
H型鋼拼焊。拱頂鋼結構H型鋼主要有H350×174、H350×250兩種形式,因而拼焊型鋼的鋼板很窄,鋼板下料時采用機械切割的方式進行,不宜使用火焰切割,防止板材變形。H型鋼拼焊前用日字卡固定,復測好尺寸后再進行焊接作業。焊接時,焊接人員宜在型鋼兩側同時對稱施焊,并采用退步跳斷焊的焊接方法,減少焊接變形。
拱頂板下料。儲罐拱頂為球形曲面,并且拱頂板焊接時有尺寸收縮,因此,拱頂板下料前,必須按照設計圖紙重新排版,定出每塊拱頂板的尺寸。首先用CAD畫圖軟件測出拱頂板的徑向弧長l1、l2、l3…(如圖7所示),即得到拱頂板展開后的長度(圖7所示的 AD、 BC…),然后根據拱頂板所在拱頂的徑向半徑R1、R2、R3…,測出拱頂板的環向弧長L1、L2、L3…,即得到拱頂板展開后的寬度(圖7所示的 AB、EF、 GH…)。拱頂板下料圖完成后,即可進行拱頂板的切割工作,拱頂板可以采用機械切割也可以采用半自動火焰切割。
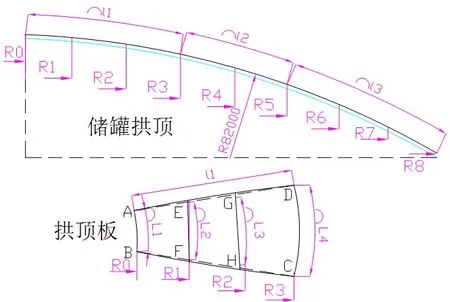
圖7 拱頂板排版下料示意圖
4.2 拱頂塊結構組裝
對拱頂塊結構梁材料的弧度和尺寸進行檢查、驗收,根據下料圖進行劃線、切割下料、開坡口,采用手工火焰切割時,切割完成后應進行打磨處理。下料完成后,對各型鋼按照圖紙進行編號,避免安裝時使用混亂。
下料完成后,在模具上進行拱頂塊BL-2制作,拱頂塊制作如圖8所示。按照施工圖紙,把已經預制的主梁放置在模具上,調整尺寸后用卡具進行固定,然后吊裝、安裝環梁,主梁和環梁組對完成后,檢查整個拱頂框架的尺寸和對接口的間隙,合格后可進行環梁與主梁對接口的焊接工作。
拱頂框架安裝、焊接、檢查及無損檢測完成后,安裝拱頂板。拱頂板的安裝順序為先下后上,即拱頂板逐塊逐層往拱頂中心安裝。安裝時只能對拱頂板進行點焊,待整個拱頂塊的拱頂板安裝完成后方可施焊。
拱頂塊BL-3的施工方法和BL-2類似,差別只是在制作時預留兩側的拱頂板不進行安裝,待整個拱頂吊裝安裝完成后,再進行施工。
拱頂中心圈BL-1不用在模具上制作,在施工平臺上按照圖紙把結構梁拼接完成。
5 拱頂塊吊裝移位方案設計
5.1 吊裝參數
根據現場的具體條件以及吊裝機具裝備情況,對于已經制作好的拱頂塊(BL-2、BL-3),采用100t履帶吊作單機吊裝方式,將其從制作模具上吊裝移位至臨時存放支架上。100t履帶吊起重性能表1所示:

表1 起重機起重性能表
拱頂塊吊裝配用50t吊鉤,吊索選用型號為6×37+1型、抗拉強度δb=1770Mpa、φ26mm的鋼絲繩,吊鉤、吊索總重約M1=2000Kg。
拱頂塊BL-2重量為:M2=20100 Kg,BL-3重量為:M3=10500 Kg。
考慮吊裝動載荷的影響,載荷系數取 1.1,則吊車起重的最大重量:
M=(M1+ M2)×1.1=(2000+ 20100)×1.1=24310 Kg
100t履帶吊選用工況為:起重臂長46m,作業半徑10m,在此工況下吊車的額定起重量為31800 Kg,吊車的起重負荷率為76%,吊車的吊裝能力能滿足吊裝的要求。
5.2 吊耳設置與核算
吊耳設置:在拱頂塊上共設置6個吊點,頂部、中部、底部各兩個,每個吊點配用1根吊裝鋼絲繩,鋼絲繩長度分別為L1=24100mm,L2=18000mm,L3=21500mm,吊裝示意圖如圖9所示。
吊耳強度核算:吊耳受剪力截面如圖10所示 B-B面,對于矩形截面,Tmax=3Qmax/2A式中
Qmax——吊耳受到的最大拉力,位置為鋼絲繩最長的吊點位置。Qmax=Mg/cosθ=(24310×9.8/6)×(24100/18000)=53162 N;
A——吊耳剪切面積,A=12×(75-20)×10-6=6.6×10-4m2。
所以,Tmax=3Q/2A =3×53162/(2×6.6×10-4)=120.8MPa<[σ]Q345=189Mpa,吊耳強度滿足吊裝要求。
吊耳焊縫計算:
吊耳角焊縫高度hf=12mm,按直角角焊縫計算其強度。在通過焊縫形心的拉力、剪力作用下:
正面角焊縫(作用力垂直于焊縫長度方向):

側面角焊縫(作用力平行于焊縫長度方向):
式中
he——為角焊縫計算厚度,he=0.7hf=8.4mm;
lw——為角焊縫計算長度,等于焊縫長度減去 2hf,lw=250-2×12=226mm;
βf——為正面角焊縫強度設計值增大系數,對直接承受
荷載結構,fβ=1.0。
單個吊耳最大正拉力(垂直方向):

單個吊耳最大正拉力(平行方向):Nmax2= Nmax1×tgθ=39706×0.886=35180 N

所以,吊耳焊縫強度能滿足吊裝需要。

圖8 拱頂塊制作作業圖

圖9 拱頂塊吊裝示意圖

圖10 吊耳示意圖
5.3 起重鋼絲繩吊索強度核算
吊索強度核算公式:T· C≥K·P式中
C—鋼絲繩吊索載荷不均換算系數,對于6×37鋼絲繩取C=0.82;
K—鋼絲繩使用安全系數,取K=5.5;
T—鋼絲繩破斷拉力,根據《重型設備吊裝手冊》查表T=381 KN;
P—鋼絲繩受到的最大拉力,P= Qmax=Mg/cosθ=(24310×9.8/6)×(24100/18000)= 53162 N。
所以,K·P=5.5×53162N=292.391 KN<K·P=0.82×381=312KN,吊索強度滿足要求。
6 結束語
隨著國內市場對LNG液化天然氣需求日益增加,LNG接收站正蓬勃發展。文章通過對LNG儲罐拱頂結構、拱頂模具構造原理、拱頂塊吊裝方案選定的論述,以及對拱頂模具制作、拱頂塊制作等重點工序和要點的介紹,為國內類似 LNG儲罐工程施工提供技術參考。
[1] BSEN 1462-1:2006 Design and manufacture of site built, vertical,cylindrical, flat-bottomed steel tanks for the storage of refrigerated, liquefied gases with operating temperatures between 0℃~-165℃ Part1:General[S].
[2] SH/T3515-2003,大型設備吊裝工程施工工藝標準[S].
[3] GB50017-2003,鋼結構設計規范[S].
[4] 樊兆馥.重型設備吊裝手冊(第二版)[M].北京:冶金工業出版社,2006:1-6.
[5] 王際強.3850m3LNG 貯罐的設計和制造[J].深冷技術,2009(04).
[6] 史玉芹,周紅梅. 大型儲罐設計的現狀與進展[J].科技信息, 2006(07).
[7] 王維標.天然氣及 LNG工業的行業現狀及展望[J].通用機械,2009(04).
[8] 邢云,劉淼兒.中國液化天然氣產業現狀及前景分析[J]. 天然氣工業,2009(01).
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
