某模塊裝藥供輸藥機振動問題研究
2013-11-21 12:22:42侯立國駱小平王昌鋒徐海燕
火炮發射與控制學報
2013年2期
關鍵詞:振動
侯立國,駱小平,李 濤,王昌鋒,徐海燕
(西北機電工程研究所,陜西 咸陽 712099)
某大口徑火炮采用模塊裝藥作為發射裝藥,并利用彈藥自動裝填系統實現了彈丸和模塊藥在任意射角下的自動裝填。供輸藥機在該裝填系統中的主要功能是將來自于藥艙的模塊藥轉運到輸藥位并將其輸送至身管藥室內。根據裝填系統時序要求,供輸藥機需在設定時間內將模塊藥快速、平穩地移動到輸藥位且模塊藥與身管的同軸度保持在要求的誤差范圍內,為輸藥的順利進行創造條件。但在臺架試驗時,出現了供輸藥機翻轉到輸藥位后由于沖擊作用引起的協調臂振動,導致模塊藥與火炮身管無法快速對中,延誤了下一步的輸藥動作,直接影響了彈藥自動裝填系統的裝填速度[1-2]。
1 結構組成和工作原理
該供輸藥機由協調臂、協調油缸、四連桿翻轉機構、翻轉油缸和輸藥機組成(見圖1)。
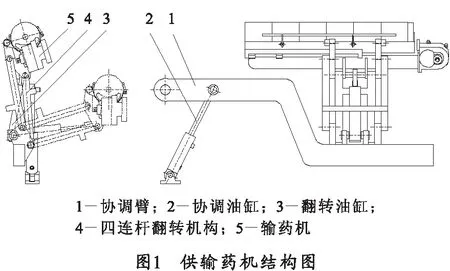
裝填時,供輸藥機在接藥位接收藥艙輸送出的模塊藥,之后在協調油缸作用下協調臂與火炮射角協調一致,收到控制系統發出的動作指令后,翻轉油缸推動四連桿機構翻轉,將輸藥機翻轉到輸藥線(炮膛軸線)后,輸藥機上的輸藥鏈條將模塊藥送入炮膛藥室內,完成整個模塊藥的裝填過程。
2 振動故障分析
2.1 故障描述
根據炮尾U形槽和模塊藥的相關尺寸和結構特點,對供輸藥機提出的要求是:輸藥機翻轉到輸藥線后,模塊藥軸線與炮膛軸線的同軸度誤差小于3 mm。但在彈藥裝填系統臺架試驗過程中發現,供輸藥機向輸藥線翻轉完成后,協調臂發生較大振幅的振動,導致輸藥機不能對準炮膛軸線,必須等待振動減小甚至消除才能進行下一步輸藥動作。……
登錄APP查看全文
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
振動、測試與診斷(2014年4期)2014-03-01 01:14:01
