帶把手HDPE油桶擠出吹塑型坯壁厚的數(shù)值模擬優(yōu)化
2013-11-20 03:48:34劉沙粒陳晉南
合成樹脂及塑料 2013年1期
關(guān)鍵詞:優(yōu)化
劉沙粒,彭 炯*,李 靜,張 丁,于 濤,陳晉南
(1. 北京理工大學(xué)化工與環(huán)境學(xué)院,北京市 100081;2. 中國石油化工股份有限公司燕山分公司樹脂應(yīng)用研究所,北京市 102400)
擠出吹塑成型起源于20世紀(jì)30年代,經(jīng)過幾十年的發(fā)展,目前已成為第三大塑料成型方法。中空吹塑制品按用途可分為包裝容器(如瓶、桶、罐等)和工業(yè)制件(如汽車零件、家用電器配件、辦公用品等)兩大類[1]。2003年,Gauvin等[2]結(jié)合性能優(yōu)化和工藝優(yōu)化的方法,在吹塑制品能夠承受適當(dāng)應(yīng)力的情況下,減少制品質(zhì)量以降低成本。2008年,Attar等[3]運(yùn)用K-BKZ本構(gòu)方程,數(shù)值模擬擠出吹塑高密度聚乙烯(HDPE)啞鈴的過程,改變工藝參數(shù)優(yōu)化啞鈴壁厚和質(zhì)量。2010年,王海民[4]數(shù)值模擬了二維擠出吹塑HDPE油箱的吹脹過程。
在吹塑過程中,初始為圓柱形的型坯不容易形成把手[5],鮮見數(shù)值模擬研究擠出吹塑帶把手油桶過程的報(bào)道。本工作使用計(jì)算流體力學(xué)軟件(POLYFLOW),在吹氣壓力和溫度恒定的條件下,數(shù)值模擬擠出吹塑帶把手HDPE油桶的過程。通過多次優(yōu)化型坯壁厚,使油桶壁最薄處的厚度大于設(shè)計(jì)值。
1 數(shù)學(xué)物理模型和數(shù)值計(jì)算方法
根據(jù)某公司提供的油桶模型尺寸建立了油桶的三維立體圖(見圖1)。擠出吹塑中空制品過程包括型坯成型、型坯吹脹和冷卻固化3個(gè)階段。本工作主要研究型坯的吹脹階段。初始型坯壁厚為5.0 mm,型坯底面中心與原點(diǎn)重合,型坯直徑為145.0 mm。模具是開合結(jié)構(gòu)的,型坯置于模具中間,模具距離原點(diǎn)100.0 mm。由于壁厚尺寸比其他三維尺寸小2~3個(gè)數(shù)量級(jí),所以采用shell模型,即用面網(wǎng)格代替體網(wǎng)格;又由于型坯和模具結(jié)構(gòu)對(duì)稱,所以只需要計(jì)算一半的型坯和模具,可節(jié)省計(jì)算時(shí)間。型坯和模具結(jié)構(gòu)如圖2所示。
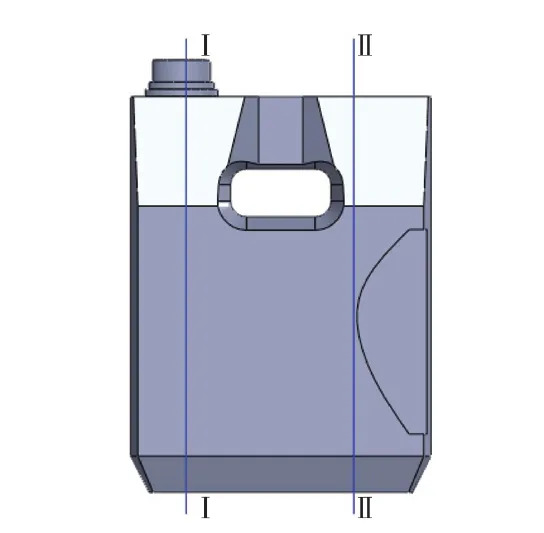
圖1 油桶幾何模型Fig.1 Geometric model of the oil drum
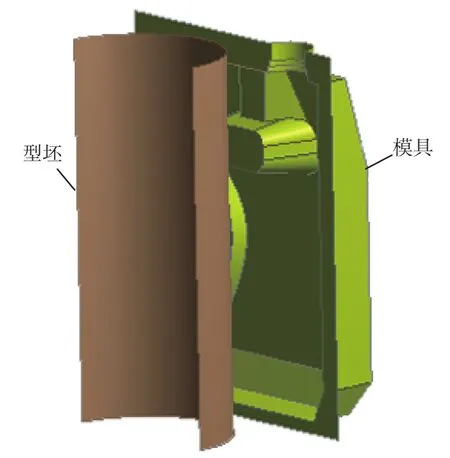
圖2 型坯和模具結(jié)構(gòu)Fig.2 Geometric configuration of the parison and mould
考慮到擠出吹塑過程的實(shí)際工藝條件和聚合物熔體的流變特性,假設(shè):1)在吹脹過程中聚合物熔體為等溫流動(dòng);2)考慮到吹脹時(shí)間短,重力的影響可以忽略;3)吹脹過程中,型坯與模具接觸表面無滑移;4)初始型坯各處壁厚相等。
以此為基礎(chǔ),建立描述吹脹過程中HDPE流動(dòng)的控制方程[5-6][見式(1)~式(4)]。
連續(xù)性方程:

運(yùn)動(dòng)方程:

接觸力張量:

K-BKZ本構(gòu)方程:

式中:D為微分符號(hào);為哈密頓算子;h為壁厚,m;t為當(dāng)前時(shí)間,s;u為速度向量,m/s;ρ為密度,kg/m3;fp為吹脹壓力,Pa;N為單位長度接觸力張量,Pa;T為應(yīng)力張量;n為分子鏈的運(yùn)動(dòng)模式數(shù);ηk為各運(yùn)動(dòng)模式的特征常數(shù)黏度,Pa·s;λk為松弛時(shí)間,s;t'為前一時(shí)間,s;為Cauchy-Green應(yīng)變張量;I為單位張量。
吹塑型坯的HDPE為中國石油化工股份有限公司北京燕山分公司生產(chǎn)的5200B,密度為0.960 g/cm3。用POLYFLOW軟件中物性參數(shù)模塊POLYMAT擬合測(cè)試的流變數(shù)據(jù),得到190 ℃時(shí)HDPE的松弛時(shí)間譜(見表1)。
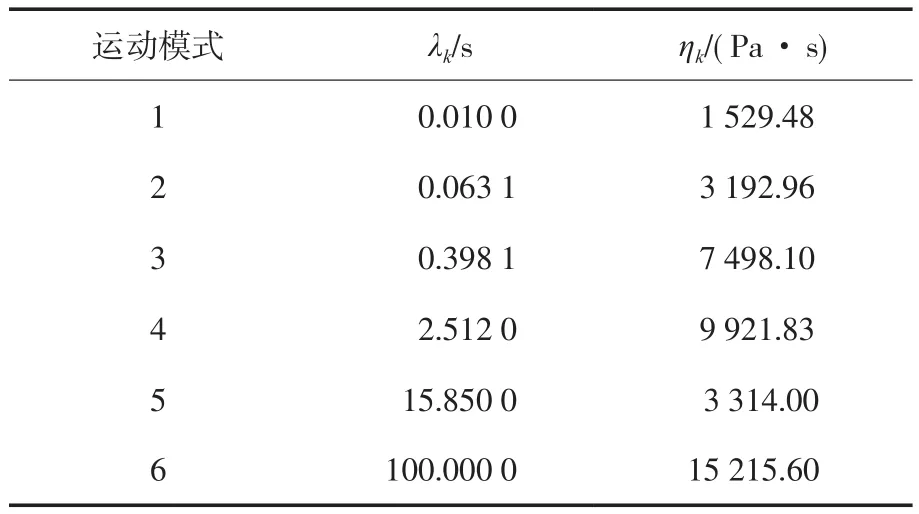
表1 190 ℃時(shí)HDPE的松弛時(shí)間譜Tab.1 Relaxation spectrum for the HDPE at 190 ℃℃
使用POLYFLOW軟件包數(shù)值求解式(1)~式(4)。HDPE熔體流場中的壓力采用常數(shù)插值求解,速度采用線性插值求解,壁厚采用常數(shù)插值求解,數(shù)值計(jì)算的收斂精度為10-3,采用隱式歐拉法迭代求解離散的控制方程。在等溫和相同吹氣壓力下,分別數(shù)值模擬了均一壁厚初始型坯和優(yōu)化的非均一壁厚初始型坯擠出吹塑HDPE油桶的過程。
由于模具的結(jié)構(gòu)復(fù)雜,拐角和把手處曲率大,因此,采用三角形和四邊形網(wǎng)格劃分模具,在拐角和把手處加密網(wǎng)格,模具的網(wǎng)格較細(xì)。用四邊形網(wǎng)格劃分型坯,型坯的網(wǎng)格較粗。圖3中網(wǎng)格數(shù)為41 822個(gè),節(jié)點(diǎn)數(shù)為44 697個(gè),在惠普工作站HPXW9300完成了全部計(jì)算工作,計(jì)算時(shí)間為3 h左右。
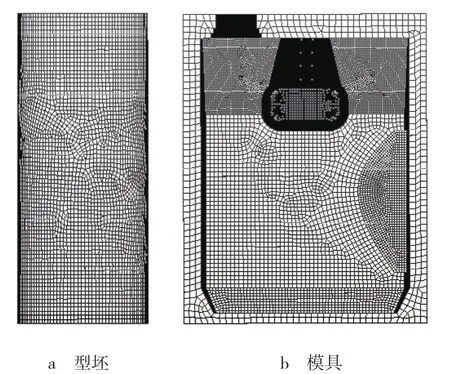
圖3 型坯和模具的網(wǎng)格劃分Fig.3 Mesh of the parison and mould
2 結(jié)果與討論
2.1 均一型坯吹塑制品的壁厚
假設(shè)初始為厚度均一的型坯,型坯厚度為5.0 mm。在熔體溫度為190 ℃,吹氣壓力為0.6 MPa,預(yù)吹壓力為1.8 kPa的條件下,數(shù)值模擬擠出吹塑HDPE油桶的吹脹階段。吹塑過程中,不同時(shí)刻型坯到吹塑制品的形狀見圖4。
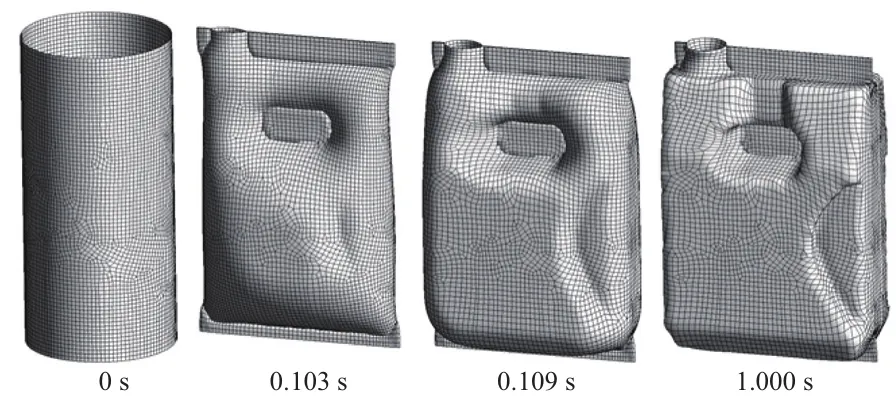
圖4 吹塑過程中不同時(shí)刻型坯到吹塑制品的形狀Fig.4 Shape of the parison and blow molding product at different time during the blow molding process
夾斷瞬間的型坯和吹脹結(jié)束時(shí)吹塑制品的壁厚分布見圖5。從圖5b可看出:吹脹結(jié)束時(shí),桶壁大部分厚度都小于3.0 mm,在油桶高度為15.0~50.0 mm和200.0~280.0 mm處壁厚較其他部位小,最薄處約為1.1 mm,未達(dá)到設(shè)計(jì)值。在油桶高度為280.0~305.0 mm(即桶口)處壁較厚。
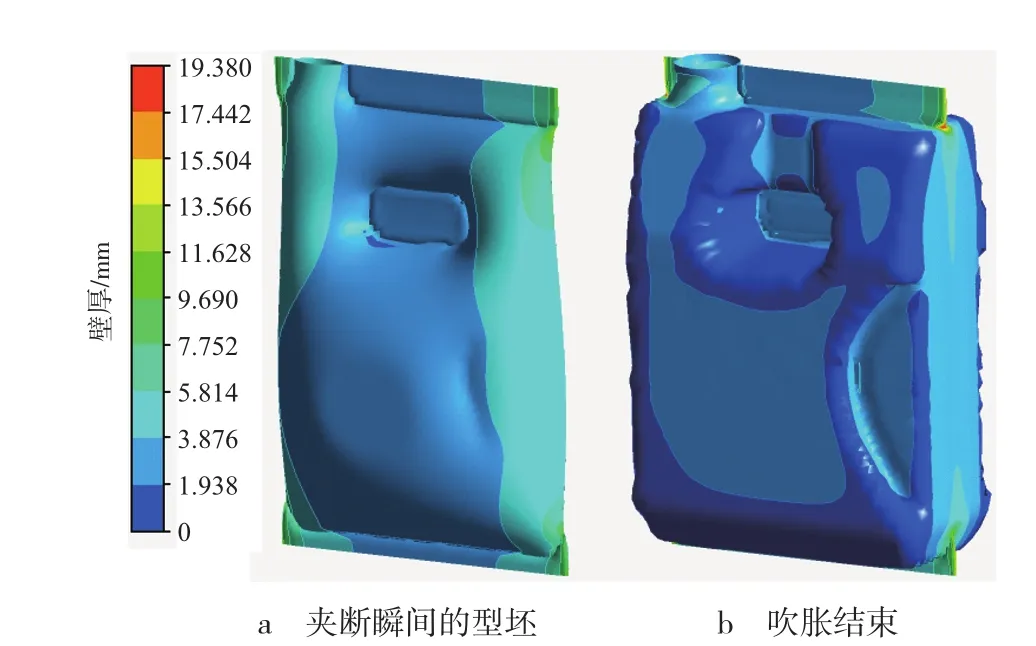
圖5 吹塑制品的壁厚分布Fig.5 Wall thickness distribution of the blow molding product
2.2 非均一型坯吹塑制品的壁厚
實(shí)際生產(chǎn)工藝中,在型坯擠出成型階段可調(diào)節(jié)芯模控制初始型坯的壁厚分布。為達(dá)到吹塑制品力學(xué)性能的要求,使用POLYFLOW的后處理程序,在溫度為190 ℃,吹氣壓力為0.6 MPa時(shí),優(yōu)化初始型坯為非均一壁厚,達(dá)到優(yōu)化吹塑制品最小壁厚的設(shè)計(jì)要求。將初始型坯分為10段,假設(shè)每一段的壁厚相等,初始型坯被優(yōu)化6次,每次優(yōu)化的結(jié)果作為下一次優(yōu)化的初始型坯。
從圖6可以看出:優(yōu)化4次后的型坯每一段的壁厚未有明顯變化,優(yōu)化過程收斂。在油桶高度為30.5~61.0 mm和183.0~213.5 mm處優(yōu)化的初始型坯壁較厚。
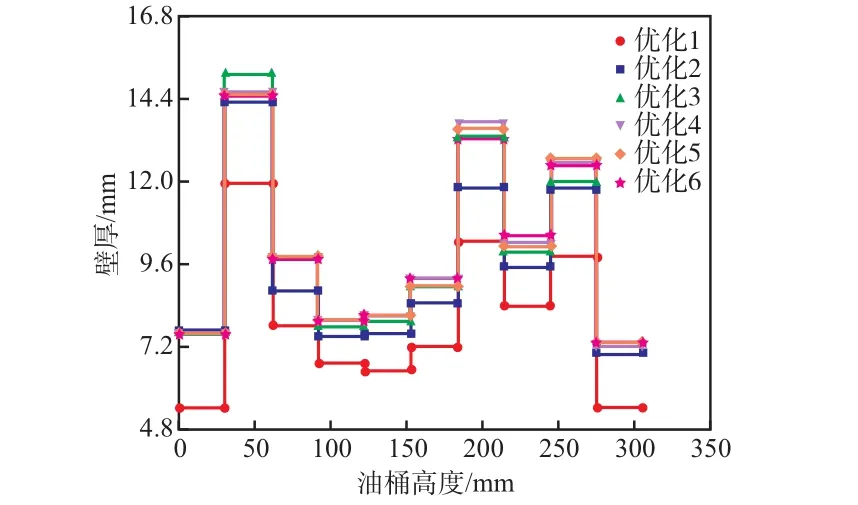
圖6 優(yōu)化初始型坯壁厚沿油桶高度的變化Fig.6 The changes of wall thickness of the optimal initial parison along drum height
由于優(yōu)化的初始型坯壁厚為7.4~14.5 mm,大幅增加了型坯質(zhì)量,所以在吹塑制品最薄處大于3.0 mm的基礎(chǔ)上進(jìn)一步優(yōu)化型坯厚度,以降低吹塑制品的質(zhì)量。計(jì)算了每次優(yōu)化后油桶壁厚小于3.0 mm節(jié)點(diǎn)數(shù)的百分比以及每次優(yōu)化后油桶制品的質(zhì)量。從圖7看出:未優(yōu)化的吹塑油桶質(zhì)量為312.92 g,此時(shí)油桶壁厚不滿足設(shè)計(jì)要求。經(jīng)過4次優(yōu)化后油桶質(zhì)量達(dá)到646.89 g,6次優(yōu)化后質(zhì)量減小到642.68 g,此時(shí)吹塑油桶上所有節(jié)點(diǎn)的壁厚都大于3.0 mm。
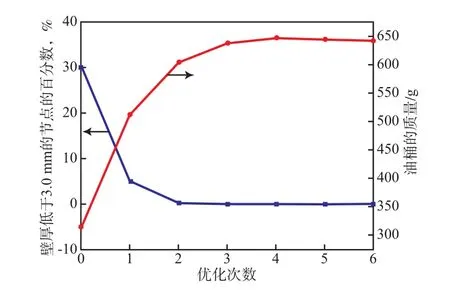
圖7 吹塑制品壁厚和質(zhì)量隨優(yōu)化次數(shù)的變化曲線Fig.7 The changes of wall thickness and mass of the blow molding product with optimization steps
為了比較均一壁厚和第6次優(yōu)化后非均一壁厚型坯吹塑的制品壁厚,選取兩條參考線Ⅰ-Ⅰ和Ⅱ-Ⅱ(見圖1)分析壁厚沿參考線的變化規(guī)律。由圖8可清楚地看出優(yōu)化前后吹塑制品壁厚的變化。經(jīng)過6次優(yōu)化,沿Ⅰ-Ⅰ參考線,在桶高等于154.0 mm處制品的最小壁厚為4.5 mm;沿Ⅱ-Ⅱ參考線,在桶高等于132.0 mm處制品的最小壁厚為3.9 mm。6次優(yōu)化后吹塑油桶上所有節(jié)點(diǎn)的壁厚都大于3.0 mm。與4次優(yōu)化相比,經(jīng)過6次優(yōu)化,吹塑制品的質(zhì)量降低,達(dá)到了優(yōu)化的目的。
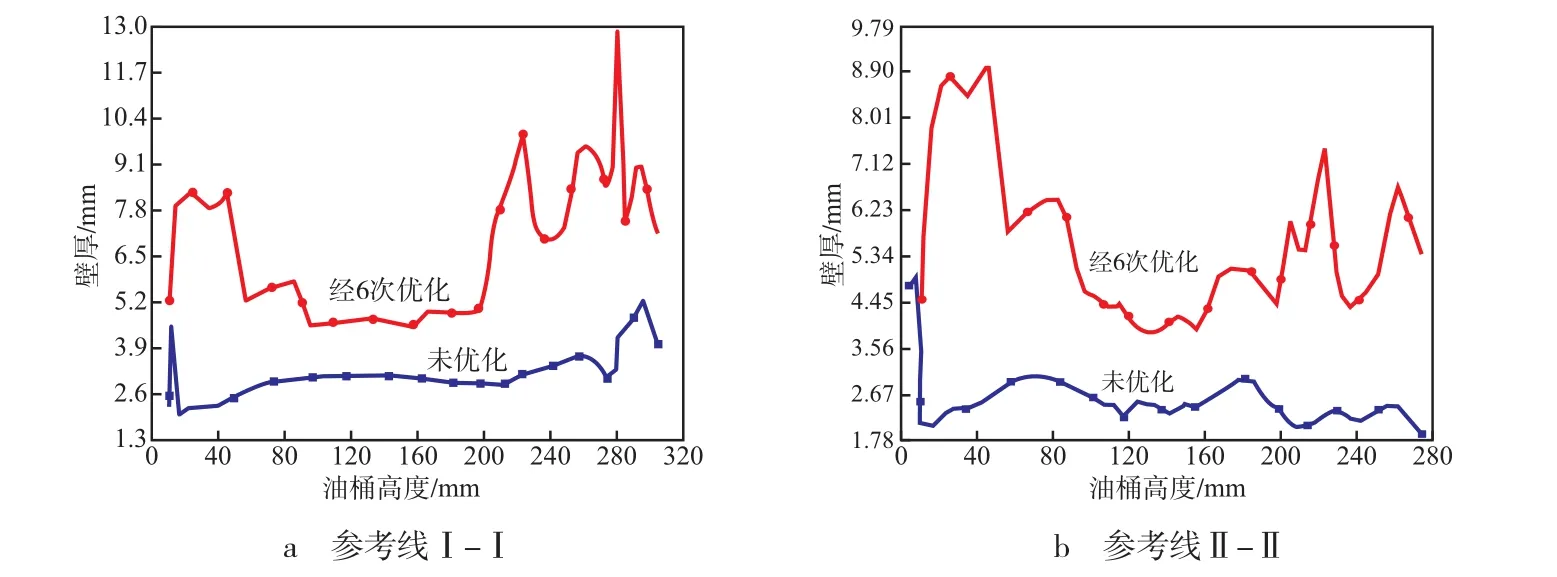
圖8 吹塑制品參考線上的壁厚Fig.8 Wall thickness of the blow molding product along reference line
3 結(jié)論
a)對(duì)于均一厚度型坯,在桶高為15.0~50.0 mm和200.0~280.0 mm處吹塑油桶的桶壁較薄,在桶高為280.0~305.0 mm(即桶口處)桶壁較厚。
b)通過6次優(yōu)化初始型坯,使吹塑油桶的各處壁厚都大于3.0 mm,且在第4次優(yōu)化的基礎(chǔ)上降低了吹塑油桶的質(zhì)量。
[1] 李樹,賈毅. 塑料吹塑成型與實(shí)例[M].北京:化學(xué)工業(yè)出版社,2006:66-148.
[2] Gauvin C,Thibault F,Laroche D. Optimization of blow molded part performance through process simulation[J]. Polymer Engineering and Science,2003,43(7):1407-1414.
[3] Attar A,Bhuiyan N,Thomson V. Manufacturing in blow molding: time reduction and part quality improvement[J]. Journal of Materials Processing Technology,2008,204(1/2/3):284-289.
[4] 王海民. 擠出吹塑成型中壓力的變化對(duì)中空工業(yè)制件壁厚的影響[D]. 重慶:重慶理工大學(xué),2010.
[5] Debbaut B,Homerin O. A comparison between experiments and predictions for the blow molding of an industrial part[J]. Polymer Engineering and Science,1999,39(9):1812-1822.
[6] 吳其曄, 巫靜安. 高分子材料流變學(xué)[M]. 北京:高等教育出版社,2005:158-162.
[7] 錢欣,許王定,金楊福. POLYFLOW基礎(chǔ)及其在塑料加工中的應(yīng)用[M]. 北京:化學(xué)工業(yè)出版社,2010:145-146.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
