加強筋成型工藝技術的研究
2013-11-16 05:09:14董秀翠王亞清朱永勝
中國新技術新產品 2013年9期
董秀翠 王亞清 朱永勝
(中航工業哈爾濱東安發動機(集團)公司制造工程部,黑龍江 哈爾濱 150066)
1 概述
金屬零件T37014的材料為GH4169,零件中間局部成型出一個高7.5,寬6mm左右的加強筋(見圖1),由于該材料材料強度大,采用普通的旋壓技術在車床上成型,材料局部受力,加強筋部分的材料厚度變薄甚至開裂,無法保證零件質量。本文針對上述問題采取了一系列的措施,使問題得到解決。
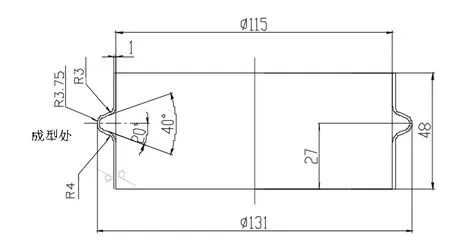
圖1
2 確定初步的工藝方案
通過對T37014的零件結構進行分析,初步確定三種方案如下:
2.1 T37014的工藝方案為下料——滾圓——氬弧焊——鉗工打磨焊道——消除應力——校圓——車工旋壓——車端面——檢驗。
2.2 T37014的工藝方案為下料——滾圓——氬弧焊——鉗工打磨焊道——消除應力——校圓——漲型——車端面——檢驗。
2.3 T37014的工藝方案為下料——滾圓——氬弧焊——鉗工打磨焊道——消除應力——校圓——旋壓機旋壓——車端面——檢驗。
方案(1)是采用車床進行旋壓成型,優點是零件的成型情況可以隨時進行檢驗,能夠有效地控制零件尺寸,并且可以分幾次進行成型。缺點是損壞機床的精度,并且零件成型部位經過多次成型材料容易減薄。方案(2)是板材成型的通用方法,但是由于零件成型部位的加強筋的高度較大,而且在整個零件的中間,材料的流動性不好,容易產生裂紋。方案(3)是最理想的成型方案但是由于生產車間沒有旋壓機無法進行。通過上述方案的比較,與相關人員進行協商,決定采用第(1)種工藝方案。
首次進行試加工時,加強筋成型部分的尺寸的高度131成型不到位,僅有125左右,零件的材料為GH4169,強度很大,無法在徑向加力,首次試加工失敗。后經過與設計、工藝和熱處理工藝人員一起探討降低原材料的強度的方法,在成型之前增加固溶工序,并且分3次進行旋壓,先將零件固溶后第一次旋壓將加強筋的高度成型到123,然后將零件進行固溶處理,進行第二次旋壓,將零件的成型尺寸加工到128,再將零件進行固溶處理,將零件旋壓到最終尺寸。
通過采取上述措施,將零件固溶后分步成型,零件尺寸基本達到了要求,經過測量,零件的成型部分的壁厚僅有0.5,減薄了一半,無法滿足工藝要求,進行進一步實驗時,發現零件的加強筋的成型部分出現裂紋。
3 對零件的加工過程中存在的質量問題進行工藝研究
零件壁厚減薄和裂紋問題:經過工藝試驗和對零件的型面進行分析發現成型部位R僅有3~4mm,兩面的直壁部分為25mm,零件的材料流動性較差,成形過程全部靠材料變薄來實現,材料成型過程中達到塑性變形的極限造成材料破裂,造成零件裂紋。
針對上述問題將工藝路線進行調整,更改的過程中首先要考慮零件的材料流動性,保證零件的成型順利。增加材料的流動性有兩種方案,一是增加圓角半徑,二是減少摩擦,降低壓邊力。根據上述兩條要求來完善工藝路線,首先考慮加大圓角半徑,但是加大初成型的圓角半徑,第二次成型便不能在車床上面加工,只能改在車間的自制旋壓機上面加工,最后再用旋壓夾具成型出最終尺寸。根據上述成型方法,自行設計了旋壓夾具,第一次成型出的R由3改為8,增加材料的流動性,然后再校正R,保證最終尺寸,夾具圖如下。
第一次車床成型夾具如圖2。
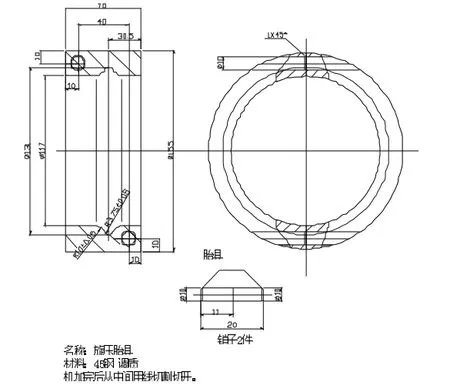
圖2
旋壓機用夾具如圖3。
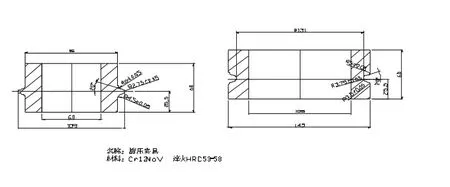
圖3
4 進行試驗驗證
自制工裝到位后,進行試生產,首先下了兩種纖維方向的毛料,一種是沿著圓周方向的,另外一種是沿軸線方向,并分別作出標記。從前幾次的加工經驗得出零件主要靠材料變薄得到,下料尺寸由80改為60,減少零件的變形阻力,增加零件的流動性,便于零件成型。
通過試驗,發現纖維方向沿圓周方向的原材料,在旋壓時出現裂紋。而另外的纖維方向沿圓周的原材料的成型尺寸滿足尺寸要求,無裂紋產生。零件的壁厚減薄到0.8mm,符合設計要求。
結語
通過T37014的成型工藝攻關摸索出一套關于材料為GH4169的成型工藝,完善了工藝規程,克服了零件在生產過程中的壁厚減薄和裂紋的質量問題,產品的合格率提高到95%以上,為新品研制的順利進行奠定了基礎,也為今后類似零件的生產提供了經驗和技術支持。
[1]劉東雷.高光無痕注射成型工藝技術研究[M].南昌:南昌大學,2010.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
