現場金相檢測中電解拋光技術的應用探索
2013-11-16 06:27:40閆立志徐國強許文龍孫琳峰崔玉霞
中國新技術新產品 2013年20期
閆立志 徐國強 許文龍 孫琳峰 崔玉霞
(中國石油大學(華東)儲運與建筑工程學院,山東 青島 266580)
1 概述
傳統的機械拋光工藝會在拋光工件表面留下一層冷卻硬化的變形層和明顯的劃痕,嚴重影響拋光的效果。最重要的是傳統的機械拋光只能拋光表面形狀規則的工件,無法滿足工程中對復雜工件的拋光要求。
電解拋光技術起源于二十世紀初R.Winertia等人在鎳電化學拋光方面的第一個專利。隨后,法國人P.A.Jacquet在銅和鎳方面的研究將電解拋光技術推廣到工業化應用。
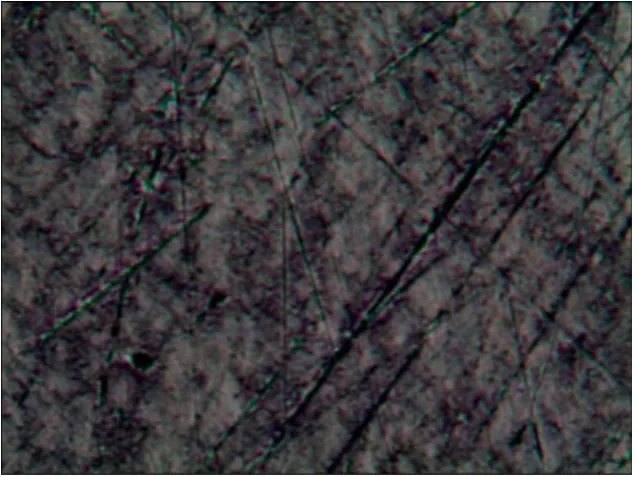
圖1 304#不銹鋼的機械拋光顯微圖(30×)
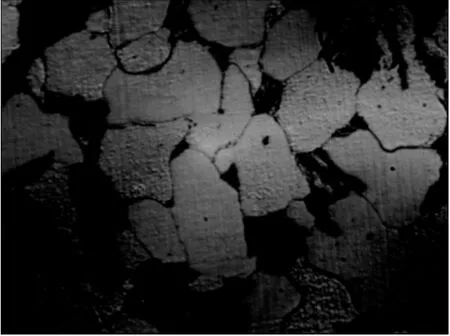
圖2 304#不銹鋼的電解拋光顯微圖(50×)
目前,有關電解拋光的理論主要是薄膜理論:電解拋光時試件表面上會形成一層厚薄不均勻的粘性薄膜,此薄膜具有很大的電阻,會在很大程度上影響拋光電流的大小。人們針對電解拋光技術的作用機理已展開了大規模的研究工作,并在逐漸探索電解拋光技術在現代工業技術中的應用。目前,電解拋光技術已在金屬精加工、金相樣品制備以及裝飾行業、生物醫學、尤其在航空、航天領域得到不同程度的應用。
隨著現代工業技術的發展,傳統的機械拋光工藝顯然已經無法滿足一些高精密儀器對零件表面拋光精度的要求。然而,電解拋光不僅可以消除殘余應力,還可以優化金屬的表面組織(電解拋光后工件表面的鐵和碳分布更加均勻),更重要的是它可以加工傳統的機械拋光所不能加工的曲面、錐面以及孔等工程復雜結構。
在實驗室條件下,傳統的機械拋光工藝和電解拋光工藝的效果圖分別如圖1和圖2所示。由圖1可以看出,經機械拋光后的工件表面,有縱橫錯亂的劃痕;而且,由于受力不均勻,導致劃痕深淺不一,很難靠機械打磨拋光消除劃痕,這樣拋光的質量就無法保障。由圖2可以看出,經電解拋光后的工件表面,金相組織分布均勻、規則,并且沒有明顯的劃痕。相比之下,電解拋光的優越性也就不言而喻。
當然電解拋光工藝也會帶來一些問題,比如拋光后廢液的處理問題,過度拋光造成對金屬表面的過度腐蝕問題等等,這些問題需要進一步的研究處理。
電解拋光工藝的拋光效果與工件材質、電流密度大小以及電解液的溫度等參數密切相關,合理的控制這些工藝參數才能得到令人滿意的理想表面。為了改善工件表面的粗糙度,以便更好的檢測其金相組織,本文著重研究電流密度、電解液的溫度以及陰陽極間的距離對電解拋光效果的影響。
2 研究內容及原理
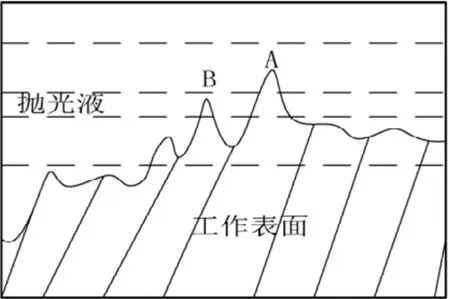
圖3 工件表面削平原理圖
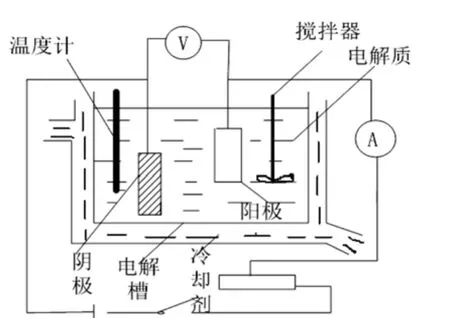
圖4 電解拋光原理圖
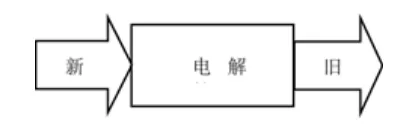
圖5 電解液流動裝置
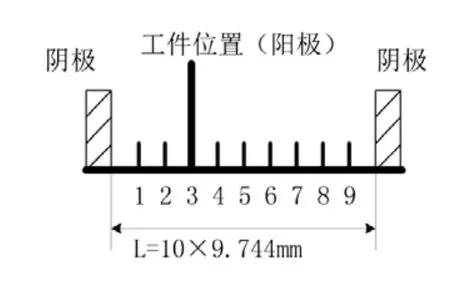
圖6 工件位置設置示意圖
電解拋光是一種電化學溶解過程,以待拋光工件做陽極,不溶性金屬為陰極,把兩極同時浸入到電解槽中,當兩者相距適當的距離,并在適當的電流密度和溫度的條件下,通以直流電流,陽極會產生有選擇性的溶解,從而達到降低工件表面粗糙度的目的。
具體拋光過程如下:拋光前試樣的微觀不平整性如圖1、圖2所示,其拋光原理圖如圖3所示:
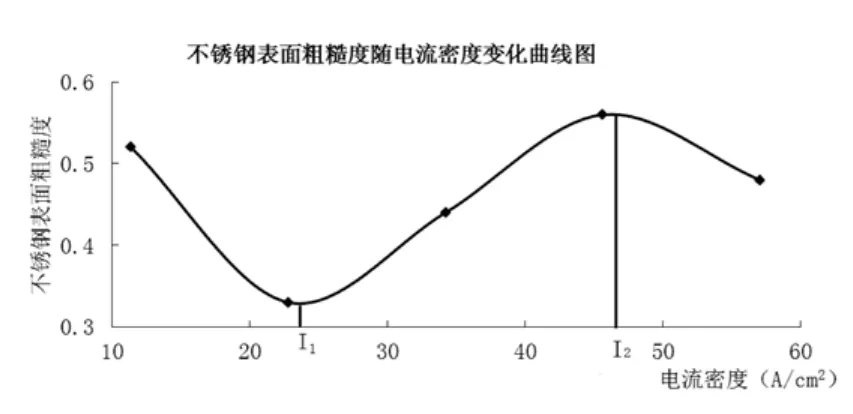
圖7 不銹鋼表面粗糙度隨電流密度變化曲線圖
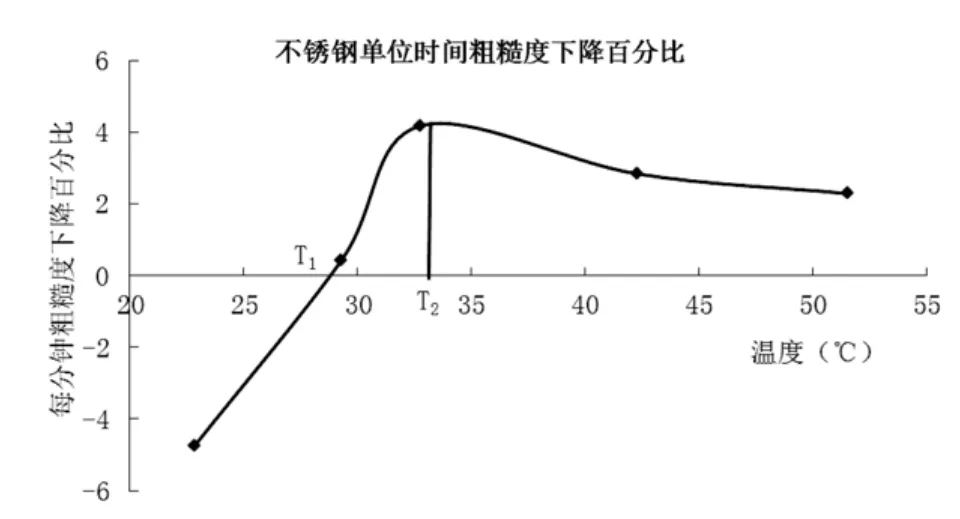
圖8 不銹鋼單位時間粗糙度下降百分比
利用圖3所示的裝置對圖3所示表面凸凹不平的試樣進行電解拋光。根據薄膜理論,圖3中A點的薄膜厚度比B點較薄,這樣凸出部分的薄膜對電解液的擴散作用就較劇烈,加之該處的電解液厚度相對B點較薄,使得該處電阻值相對較小,故電流密度相對較大,這樣,A點就會被電解作用迅速溶解。而相對A點較低凹的B點,薄膜厚度較厚,其對電解液的擴散作用較弱,加之其對應的電解液厚度較厚,使得相應的電阻較大,故電解時的電流較小,導致其溶解速率相對A點較慢。經過一定時間的電解拋光,就會使凸起部分逐漸變得相對平坦,待拋光工件表面就可以達到理想的拋光效果。
2.2 實驗主要內容
根據電解拋光的原理,用表1所示材質型號的工件做陽極,不溶性金屬為陰極(本實驗用耐腐蝕性較強的316LSST型號的不銹鋼作為陰極材料),采用國產通用金屬電解液,探索不同材質的陽極材料在以下因素的作用下的電解拋光效果:
1)不同的電流密度;2)不同的陰陽極間距離;3)不同的電解液溫度。
3 實驗設計及相關過程
由于這三個因素之間相互影響,本實驗對影響電解拋光的主要影響因素采用控制變量的思想,探究各個因素對電解拋光的影響機理。
在電解拋光過程中,為了消除由于電流的改變而引起的電解液溫度的上升,本實驗采用在電解液周圍通以流動的0℃的冷水來維持電解液溫度的相對恒定;為了消除拋光過程中電解液濃度的變化對拋光效果的影響,本實驗采用如下圖4所示的電解液流動裝置,設置流入的新電解液和流出的舊電解液流速相等,來維持電解液濃度的相對恒定。
整個實驗過程主要分為以下三個部分:
3.1 拋光前處理
由于工件在制作、搬運過程中,表面難免染上油污。為了避免油污對電解拋光時工件導電能力的影響,拋光前需要對工件進行去油處理。
由于本實驗所用的陽極材料表面粗糙度過 大(Ra:2.8~3.5),為了縮短電解拋光時間,在電解拋光前對陽極材料做了人工打磨處理(處理后的Ra:1.0~2.0)。
3.2 電解拋光
電解拋光過程主要分為以下三個階段。
第一階段:探究不同電流密度對電解拋光效果的影響。通過設定不同的電流密度(電流密度為電流強度除以拋光工件表面積,由于拋光工件表面積是確定的,因此本文通過控制電流強度間接地控制電流密度。),每組拋光30分鐘,每隔5分鐘測量一次,得到拋光前后工件表面的粗糙度(每個工件選拋光區域的五個不同位置測量,并取平均值)的大小作為衡量電流密度對拋光效果的影響指標,通過對比分析得到相應的最佳拋光電流密度。
第二階段:在最佳電流密度的基礎上探索工件擺放位置的不同對拋光效果的影響機理。本實驗陰陽極之間總距離為97.44mm,分為10格,每格為9.744mm,本文中用位置n代表陽極表面距離陰極表面的距離n×9.744mm,如圖6所示。用第一階段得到的每種材料的最佳拋光電流,設置陽極的不同位置,通過測量拋光前后工件表面的粗糙度來確定最佳的陰陽極間距。
第三階段:在最佳電流和最佳擺放位置的基礎上探究溫度對電解拋光效果影響。定義不同溫度下單位時間粗糙度下降百分比:
其數值越大,代表拋光效果越好,出現負值表示拋光后粗糙度增大。
3.3 拋光后處理
剛拋光的工件表面溫度較高,如果直接暴露在空氣中,很容易被空氣中的氧氣及水蒸氣重新腐蝕而導致生銹,所以剛拋光過的工件表面要及時的做相應處理,例如打油或者涂蠟等簡單措施,以確保工件在不被二次腐蝕的條件下冷卻至室溫。同時,電解拋光過程中在金屬表面所形成的氧化膜還可以有效防止金屬表面的再次腐蝕。
4 實驗數據分析及結論
4.1 實驗結果討論與分析
在電解拋光的實驗過程中發現,不銹鋼表面粗糙度隨電流密度變化曲線如圖7所示。從圖中可以看出,當電流密度小于某一特定數值I1時,工件表面的粗糙度會隨著電流密度的增大而減小。但當電流密度大于I1時,出現了隨著電流密度的增大和拋光時間延長,反而會造成工件表面粗糙度上升的現象。本文認為這是由于電流密度過大導致電解液對工件表面的過度腐蝕造成的。而當電流密度繼續增大到I2 時,工件表面的粗粗度再次下降,這是電解液對工件表面的二次拋光的結果。
在實驗后期的數據分析處理過程中發現,不銹鋼材料的單位時間粗糙度下降百分比呈現如圖8所示的變化趨勢。由圖可知,在溫度低于T1的拋光條件下,拋光后工件表面的粗糙度大于拋光前工件表面的粗糙度。通過觀測有關試件此溫度下拋光后的表面金相組織,發現其表面出現了一層分布不均勻的致密薄膜。經過查閱資料,并對相關數據進行分析,本文認為,可能是由于此溫度相對較低,導致工件表面發生鈍化現象。由于鈍化膜在工件表面分布不均勻,導致形成鈍化膜的部位不能繼續被電解液腐蝕,而未形成鈍化膜的部位則繼續被電解液腐蝕,造成同一工件表面的不均勻腐蝕,最終導致工件表面粗糙度拋光后反而增大的現象。當溫度高于T2時,由于溫度過高,電解液的活性較大,工件表面出現一定程度的過度腐蝕,導致單位時間粗糙度下降百分比呈現減小趨勢。

表1 不同型號的陽極材料
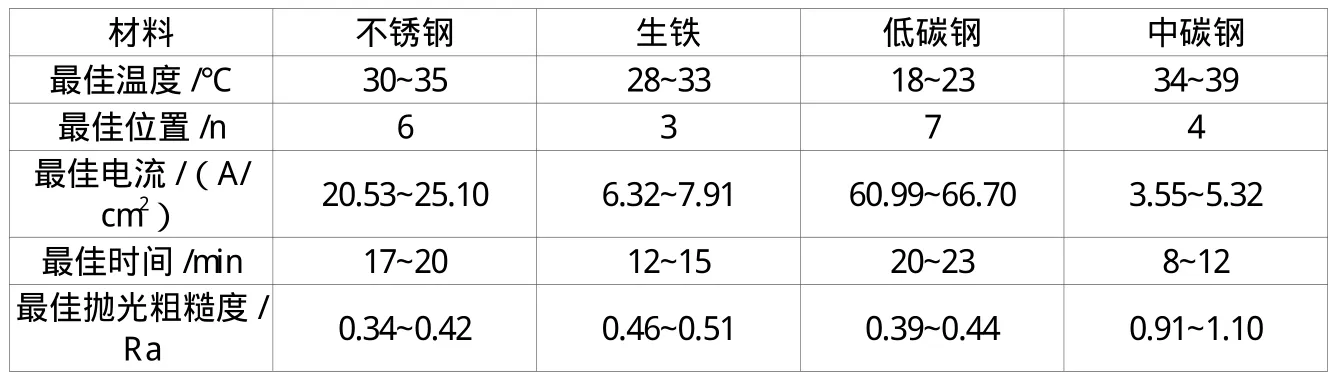
表2 不同材料的最佳拋光效果條件匯總表
4.2 實驗結果匯總
電解拋光的效果,受到各方面因素的相互影響。為了減小實驗量,本實驗做出了合理的假設,在忽略次要因素(如拋光前的人工處理時,工件表面粗糙度不一致,拋光過程中電解液濃度的變化以及陰極材料的不同對實驗結果的影響等)的影響的基礎上,對本實驗所要研究的主要因素進行著重研究。通過對大量實驗數據的整理和分析,根據不同條件下的粗糙度變化曲線,總結歸納出不同材料的最佳拋光工藝條件,匯總見表2所示。
[1]馬勝利,葛利玲.電化學拋光機制研究與進展[J].表面技術,1998,27(04):1-3.
[2]梁國釗.奧氏體不銹鋼金相組織檢驗中電解拋光與機械拋光的區別[J].理論研究.機電信息2009(24):62.
[3]李廣武.不銹鋼表面著色與電化學拋光工藝的研究[D].濟南:山東大學,2005:1-76.
[4]LANDOLTD,CHAUVYPF,ZINGERO.Electrochemical micromachining, polishing and surface structuring of metals: fundamental aspects and new developments[J]. Electrochimica Acta,2003(48):3185-3201.
[5]徐家文,王建業.21世紀電解加工的發展和應用[J].電解加工—特種加工技術:183—188.
[6]曹建中.電解拋光—現場金相檢驗的捷徑[J].華東電力,1994(12):44-45.
[7]張素銀,杜凱,諶加軍,詹勇軍,曾體賢.電解拋光技術研究進展[J].電鍍與涂飾,2007(02):48-53.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
石油化工建設(2016年4期)2016-02-27 15:03:16
