PLC在曲軸箱吹氣機中應用實例
2013-11-15 07:20:58黃淇
家電科技 2013年6期
關鍵詞:信號
黃淇
(華意壓縮機股份有限公司 江西景德鎮 333001)
1 引言
壓縮機機加車間曲軸箱生產線上有一工位,工作時員工需全副武裝——戴口罩、帽子、工作服等,特別是在夏季,身上又熱又悶,勞動強度大且環境較臟,許多員工都對此崗位避而遠之。再加上該工序吹出曲軸箱高低壓腔的鐵屑四處飛濺,也影響了車間的環境衛生。為此,筆者接到制造一臺由PLC控制的曲軸箱吹氣機的任務。
該吹氣機主要功能是吹掉粘在曲軸箱,高低壓腔四個孔內的鐵屑。從經濟效益和技術效益角度考慮,我們利用了可編程序控制器(PLC)的電氣控制系統和氣壓傳動系統制造出曲軸箱吹氣機。具體是利用廢舊導軌作為吹氣裝置的滑臺;利用曲軸箱活塞孔和一個螺紋孔作為兩孔定位孔來設計曲軸箱定位夾具;通過對傳統的繼電器控制與PLC控制進行充分地技術經濟方面比較。最終確定選用16點的三菱PLC控制系統的控制方式,提高系統的整體性能。
2 吹氣機PLC控制系統設計
2.1 工藝過程分析
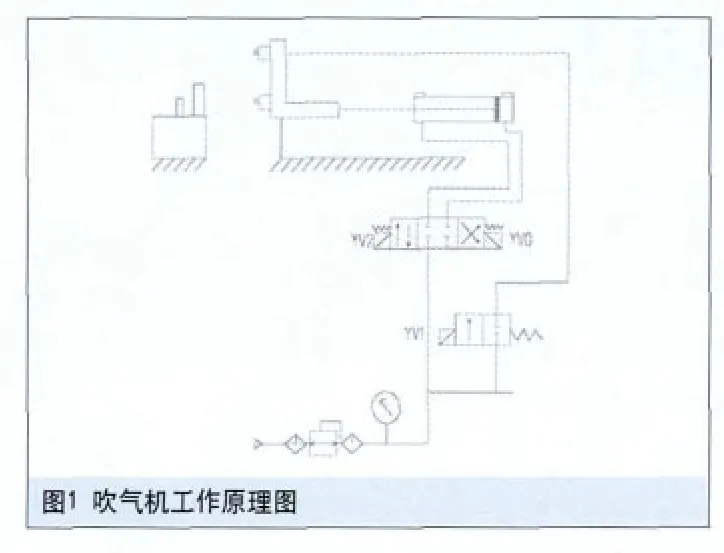
圖1所示是吹氣機的系統工作原理圖,用來將夾具上的曲軸箱高低壓腔孔的鐵屑吹掉。夾具與導軌,氣缸都固定支架上,在支架下方裝一個接鐵屑箱子,在支架上方用大長方體蓋把其罩住。機床前面左側裝一扇可開啟的門,加工時,關上門便會自動吹屑,這樣鐵屑不會被吹到外面來,門右邊一半擋板是固住。在機床后面安裝固定電氣控制箱,上面安裝自動與手動轉換三檔旋鈕和一個工作完成指示燈,三個按鈕分別為氣缸向前,氣缸向后,閥吹氣按鈕。
吹氣機工作過程如下:
當把料放在夾具上,關門SQ0信號,電磁閥YVO通電,工作臺氣缸向前。
當工作臺前進L位,位置傳感器SQ1接通,接著氣閥YV2得電開始吹氣,吹氣2秒,YV1得電工作臺向后,向后到達R位,SQ2位置傳感器接通,YV2斷電完成了一個工作循環。工作指示燈亮。操作工開門取料再放料開始下一工作循環作準備。
2.2 控制系統的組成
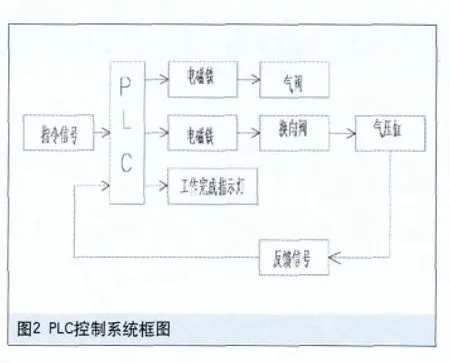

在吹氣機控制系統設計中,以操作員指令信號和檢測氣缸運動到位的反饋信號作為PLC的輸入,用PLC的輸出信號控制換向閥的電磁鐵,進而控制管路中氣流的方向,去控制氣缸活塞進行伸出與縮回運動。另在電磁換向閥與氣缸之間的氣路上串聯單向調速閥,調節氣缸活塞桿伸出與縮回運動速度,進而控制工作臺移動速度。
PLC控制系統的方框圖如2所示。
PLC增加一個工作完成指示燈,以提示操作工可以開門卸料。另外,在操作面板上配置一個帶自鎖的急停,便于出現緊急情況下拍急停即關掉PLC220V供電電源。增加了手動方式,可以點動使氣缸向前、向后,氣閥吹氣,以便維修調試用。
2.3 PLC的選型和I/O分配
系統輸入信號有:點動按鈕3個,位置傳感器3個。三點輸入型轉換開關1個,共8個輸入信號。系統輸出信號有:控制滑臺向前,向后,氣閥吹氣的繼電器3個,指示燈信號1個,共4個輸出點。考慮到車間使用較多三菱PLC,此系統備件較充分,以及留有一些點作為備用,確定選用日本MELSEC公司的FX2N-16MR型PLC,它有8個輸入點,8個輸出點,完全滿足控制要求如圖1所示。
3 吹氣機PLC控制程序(梯形圖)設計
如圖3所示,旋鈕開關撥至自動狀態X003得電其對應常開觸點閉合,門關上使其傳感器接通,使其常開觸點X000閉合接通,MO得電氣缸推動滑臺處在R位,退到位SQ2傳感器便X002接通,Y000接通,其對應外部中間繼電器吸合,電磁閥YV0得電氣缸向前,滑臺移到L位,前進到位檢測傳感器SQ1使X001觸點接通,Y001接通,其對應外部中間繼電器得電且使YV1得電吹氣2秒后,Y002得電,其對應的外部中間繼電器接通電磁閥YV2使氣缸向后,滑臺返回到位SQ2傳感器使其常閉觸點X002斷電,滑臺不再向后移動;Y003工作完成指示HL燈亮,操作工可以開門卸料,為下一步循環作準備。
如是機床出現故障,操作員或維修人員可以將工作方式旋鈕開關撥到手動方式,此時X004得電,按“氣缸進”或“氣缸退”按鈕便能使X005或X006常開觸點接通,滑臺向前或向后移動,當氣缸前進到位此時按氣閥按鈕便可使X007常開觸點接通”閥吹氣”Y002得電,進行對曲軸箱高壓腔孔吹氣。
4 總結
在曲軸箱吹氣機改造中用PLC控制系統有許多其他優點:一是大大減小操作工的勞動強度;二是PLC具有體積小重量輕反應敏捷的特點比傳統的繼電器控制性能好,使用和維護方便,PLC控制動能完善易于實現生產設備自動化和機電氣一體化。
經改造后的曲軸箱吹氣機PLC半自動控制系統,通過現場安裝調試運行情況良好,達到了預期的目標充分發揮了PLC控制系統運行可靠,控制靈活,維護方便經濟實用等優點,它的成功應用,說明PLC在傳統行業技術改造中具有重要的實用意義和推廣價值。
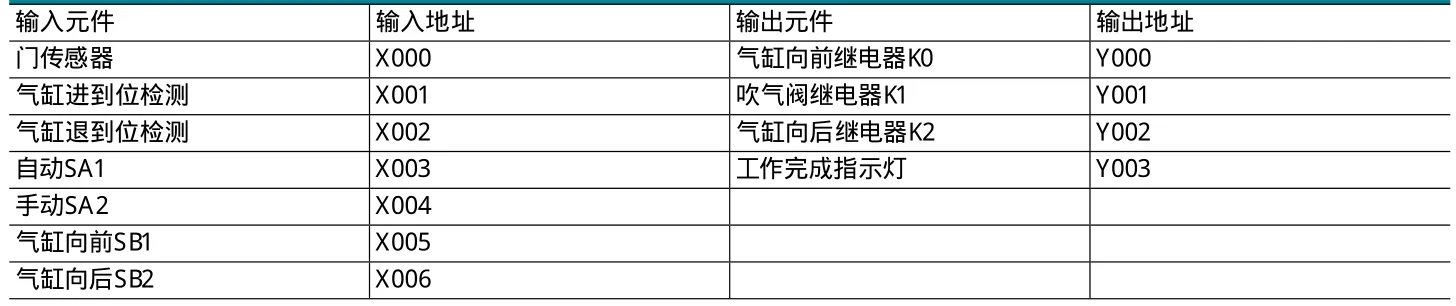
表1
[1] 沙啟榮.維修電工(技師技能高級技師技能).北京.中國勞動社會保障出版社.2010年5月
[2] 高欽和.可編程控制器應用技術與設計實例[M].北京.人民郵電出版.2004年7月
[3] 三菱可編程控制器培訓教材
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06